
Fターム[4K029BC02]の内容
Fターム[4K029BC02]に分類される特許
161 - 180 / 939
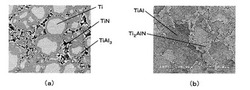
窒化物分散Ti−Al系ターゲット及びその製造方法
【課題】アークイオンプレーティング等により形成した薄膜にターゲット成分からなるドロップレットが形成しにくい窒化物分散Ti−Al系ターゲット及びその粉末冶金法による製造方法を提供する。
【解決手段】Ti粉末とAl粉末と窒化物粉末との混合粉をアルミニウムの融点未満の温度で加熱し、Ti及びAlからなる金属間化合物を形成させ、さらにTi及びAlからなる金属間化合物を含む混合粉を非酸化性雰囲気中で、アルミニウムの融点より高くチタンの融点より低い温度で加熱してTiAlを含む窒化物を形成させるとともに加圧焼結することにより窒化物分散Ti−Al系ターゲットを製造する。これにより得られたターゲットは、単体の金属Alが存在せず、組織中にTi2AlN相が分散しているとともに緻密な組織となっているので、製膜時におけるドロップレットの生成を抑制することができる。
(もっと読む)
固体潤滑性及び非親和性を有する複合耐摩耗性硬質皮膜及び皮膜付き鋼材
【課題】皮膜剥離及び異常摩耗が生じることなく、耐摩耗性が著しく改善されたCr系皮膜を被覆した固体潤滑性や非親和性等を付加した耐摩耗性硬質皮膜を提供する。
【解決手段】本発明の耐摩耗性硬質皮膜では、鋼系基体に多層の皮膜からなる被覆層を設け、該被覆層のうちの少なくとも1層は構成元素として少なくともTiとAlとNを含むTiAlN系皮膜である多層皮膜鋼材において、該被覆層のうち該TiAlN系皮膜を除く他の層は金属成分として、Cr及びSi、Bの1種又は2種を含有し、非金属成分としてC、N、Oの1種以上の元素を含有するCr系皮膜であり、該Cr系皮膜はCr化合物相中にSiの窒化物相及び/又はBの窒化物相が介在している。
(もっと読む)
非晶質炭素被覆部材の製造方法

【課題】 非晶質炭素被覆部材において、基材をArイオンでエッチングした後に非晶質炭素膜を基材上に被覆する方法ではエッチング効果が低く、中間層を基材と非晶質炭素膜の間に形成する方法でも、機械部品や、切削工具、金型に対して実用可能な密着性が得られないという問題を有していた。
【解決手段】 基材に負のバイアス電圧を印加することにより、基材表面に周期律表第IIIa、IVa、Va、VIa、IIIb、IVb族元素から選択される1種以上の元素イオン、あるいは、該元素イオンとKr、Xe、CH4、C2H2、C2H4、C6H6、CF4から選択される1種以上のガスを少なくとも含む雰囲気ガスによるガスイオンを複数組み合わせて照射した後、基材上に非晶質炭素膜を被覆する。
(もっと読む)
表面被覆立方晶窒化ほう素基超高圧焼結材料製切削工具
【課題】高硬度材の高速切削加工で、すぐれた耐欠損性と仕上げ面精度を発揮する表面被覆立方晶窒化ほう素基超高圧焼結材料製切削工具を提供する。
【解決手段】立方晶窒化ほう素基超高圧焼結材料からなる工具基体の表面に、(Ti,Al)N層からなる硬質被覆層を蒸着形成した被覆cBN基焼結工具において、工具基体と上記硬質被覆層の間に、立方晶窒化ほう素基超高圧焼結材料の構成成分であるバインダーの非晶質層、非晶質ほう化チタン層、非晶質窒化珪素層の何れかからなる非晶質密着層を形成する。
(もっと読む)
積層皮膜および積層皮膜被覆部材
【課題】面圧が2.0GPa以上と高面圧下で使用される部材(特には、摺動部材)の表面に形成した場合であっても、優れた耐久性を発揮する積層皮膜を提供する。
【解決手段】金属元素の炭化物、ほう化物、および炭ほう化物よりなる群から選択される1以上の化合物からなり、ナノインデンテーション法で測定される硬度(以下、「ナノインデンテーション硬度」という)が20GPa以上35GPa以下で、かつ膜厚が5μm以上10μm以下である中間層2と、前記中間層上に形成され、ナノインデンテーション硬度が25GPa以上35GPa以下で、かつ膜厚が0.3μm以上1.0μm以下であるダイヤモンドライクカーボン膜3とを備えていることを特徴とする積層皮膜。
(もっと読む)
摺動部材及びその製造方法
【課題】該非晶質炭素被膜の初期摩擦係数の低減を含む初期馴染み性を向上させることができる摺動部材およびその製造方法を提供する。
【解決手段】基材の表面に、水素を含有した非晶質炭素被膜を成膜する工程と、前記非晶質炭素被膜の表面に紫外線を照射する工程と、を含む。
(もっと読む)
高速切削加工で硬質被覆層がすぐれた耐チッピング性と耐摩耗性を発揮する表面被覆切削工具
【課題】高速切削加工で硬質被覆層がすぐれた耐チッピング性と耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体の表面に、(a)下部層として、組成式:(Ti1−αAlα)Nあるいは組成式:(Ti1−α−βAlαMβ)N(但し、Mは、Tiを除く周期律表4a,5a,6a族の元素、Si、B、Yのうちから選ばれた1種又は2種以上の添加成分を示し、原子比で、0.45≦α≦0.75、0.01≦β≦0.25)を満足するTiとAl(とM)の複合窒化物層、(b)上部層として、組成式:(Cr1−γYγ)O(但し、原子比で、0.01≦γ≦0.1)を満足するCrとYの複合酸化物層、上記(a)、(b)からなる硬質被覆層を形成した表面被覆切削工具。
(もっと読む)
耐熱性、耐久性に優れる耐摩耗性工具部材
【課題】快削鋼等の切削工具として好適な、耐熱性、耐久性に優れる耐摩耗性工具部材を提供する。
【解決手段】工具基体上に、工具基体表面側から順に、TiN硬質膜、Al含有ダイヤモンドライクカーボン膜およびAl2O3膜を形成した耐摩耗性工具部材において、Al含有ダイヤモンドライクカーボン膜におけるAl含有割合は、5〜30原子%であって、望ましくは、Al含有ダイヤモンドライクカーボン膜が、TiN硬質膜との界面部分では5〜15原子%、Al2O3膜との界面部分では20〜30原子%のAlを含有し、さらに、該Al含有ダイヤモンドライクカーボン膜中におけるAl含有割合は、TiN硬質膜側からAl2O3膜側へ向かうにしたがって次第に増加する傾斜組成を有する。
(もっと読む)
すぐれた切屑排出性を示す表面被覆切削工具
【課題】ナノサイズの表面平滑性を備え、すぐれた切屑排出性を示す表面被覆切削工具を提供する。
【解決手段】超硬合金、サーメット、立方晶窒化ほう素基超高圧焼結体からなる切削工具基体表面に、幅10〜100nm、高さ0.2〜2μmの柱状晶を有し、さらに、原子間力顕微鏡により表面形状を測定した場合、幅10〜100nm、高さ20nm以下の均一な凹凸を有し、かつ、1μm×1μmの領域における平均面粗さを測定した場合、5nm以下の平均面粗さを有する(Ti1−X AlX )N層(但し、Xは原子比で0.3〜0.65)からなる硬質被覆層を蒸着形成する。
(もっと読む)
表面被覆切削工具
【課題】Ni基合金、Co基合金などの耐熱合金の高速切削条件下で、硬質被覆層がすぐれた耐チッピング性、耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体表面に、下部層と上部層からなる硬質被覆層を蒸着形成した表面被覆切削工具において、下部層は薄層Aと薄層Bの交互積層からなり、また、上部層は薄層Aと薄層Cの交互積層からなり、さらに、上記薄層Aは、(Cr,Al)N層あるいは(Cr,Al,Si)N層のいずれか、上記薄層Bは、(Ti,Al)N層あるいは(Ti,Al,Si)N層のいずれか、また、上記薄層Cは、(Ti,Si)N層からなる。
(もっと読む)
表面被覆切削工具
【課題】Ni基合金、Co基合金などの耐熱合金の高速切削条件下で、硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体表面に、下部層と上部層からなる硬質被覆層を蒸着形成した表面被覆切削工具において、下部層は薄層Aと薄層Bの交互積層からなり、また、上部層は薄層Aと薄層Cの交互積層からなり、さらに、上記薄層Aは、(Ti,Al)N層あるいは(Ti,Al,Si)N層のいずれか、上記薄層Bは、(Cr,Al)N層あるいは(Cr,Al,Si)N層のいずれか、また、上記薄層Cは、(Ti,Si)N層からなる。
(もっと読む)
すぐれた切屑排出性を示す表面被覆切削工具
【課題】ナノサイズの表面平滑性を備え、すぐれた切屑排出性を示す表面被覆切削工具を提供する。
【解決手段】超硬合金、サーメット、立方晶窒化ほう素基超高圧焼結体からなる切削工具基体表面に、幅10〜100nm、高さ0.2〜2μmの柱状晶を有し、さらに、原子間力顕微鏡により表面形状を測定した場合、幅10〜100nm、高さ20nm以下の均一な凹凸を有し、かつ、1μm×1μmの領域における平均面粗さを測定した場合、5nm以下の平均面粗さを有するTiN層からなる硬質被覆層を蒸着形成する。
(もっと読む)
表面被覆切削工具
【課題】Ni基合金、Co基合金などの耐熱合金の高速切削条件下で、硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体表面に、薄層Aと薄層Bと薄層Cの積層構造からなり、かつ、薄層Bと薄層Cが薄層Aを介して交互に積層されてなる硬質被覆層を蒸着形成した表面被覆切削工具において、薄層Aは、(Ti,Al)N層あるいは(Ti,Al,Si)N層のいずれか、薄層Bは、(Cr,Al)N層あるいは(Cr,Al,Si)N層のいずれか、また、上記薄層Cは、(Ti,Si)N層からなる。
(もっと読む)
溶着生の高い被削材の重切削加工で硬質被覆層がすぐれた耐チッピング性と耐摩耗性を発揮する表面被覆切削工具
【課題】溶着性の高い被削材の重切削加工で硬質被覆層がすぐれた耐ピッチング性と耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】炭化タングステン基超硬合金または炭窒化チタン基サーメットからなる工具基体の表面に、(a)下部層として、平均層厚2〜10μmのAlとTiとSiの複合窒化物層、(b)上部層として、1〜3μmの平均層厚を有し、上部層全体における平均組成を、組成式:(Al1−XSiX)2O3で表した場合、0.01≦X≦0.3(但し、X値は原子比)を満足し、かつ、上部層におけるSi含有割合は、下部層側から上部層表面に向かって減少する傾斜組成を有し、しかも、上部層表面におけるSi含有割合を示すXsurf値が、0≦Xsurf≦0.05(但し、Xsurf値は原子比)を満足する組成傾斜型のAlとSiの複合酸化物層、を蒸着形成する。
(もっと読む)
摺動部材のコーティング方法及び摺動部材、特にピストンリング
本発明はナノ粒子が最初に製造され、その後前記コーティングプロセスに際に前記コーティング内に導入され、前記コーティングプロセスがPVD及び/又はCVD方法で実施される、コーティング方法に関する。摺動部材は、別に製造されるナノ粒子を含むPVD及び/又はCVD方法により形成されるコーティングを含む。 (もっと読む)
自動車部品用摺動部材およびその製造方法
【課題】硬質炭素被膜を成膜するための方法としてスパッタリング法を採用した場合でも、低摩擦係数を実現することができる、自動車部品用摺動部材およびその製造方法を提供する。
【解決手段】自動車部品用摺動部材1は、基材2と、基材2の表面にコーティングされた硬質炭素被膜3とを有する。基材2の表面粗さはRy(最大高さ)で0.1μm以下であり、硬質炭素被膜3はスパッタリング法により成膜されている。
(もっと読む)
硬質被覆層がすぐれた耐欠損性、耐摩耗性を発揮する表面被覆切削工具
【課題】重切削加工で硬質被覆層がすぐれた耐欠損性、耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】超硬合金、サーメット、立方晶窒化ほう素基超高圧焼結体からなる工具基体表面に硬質被覆層を形成した表面被覆切削工具において、下部層として、組成式:(Ti1−XAlX )Nで表した場合、Xは0.3〜0.6(Xは原子比)を満足するTiとAlの複合窒化物層、上部層として、組成式:(Cr1−Y―Z SiYMoZ) Nで表した場合、Yは0.05〜0.3、Zは0.2〜0.5(Y、Zは原子比)を満足するCrとSiとMoの複合窒化物層を蒸着形成する。
(もっと読む)
硬質被覆層がすぐれた耐欠損性、耐摩耗性を発揮する表面被覆切削工具
【課題】重切削加工で硬質被覆層がすぐれた耐欠損性、耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】超硬合金、サーメット、立方晶窒化ほう素基超高圧焼結体からなる工具基体表面に硬質被覆層を形成した表面被覆切削工具において、下部層として、組成式:(Ti1−XAlX )Nで表した場合、Xは0.3〜0.6(Xは原子比)を満足するTiとAlの複合窒化物層、上部層として、組成式:(Cr1−Y―Z SiYWZ) Nで表した場合、Yは0.05〜0.3、Zは0.2〜0.5(Y、Zは原子比)を満足するCrとSiとWの複合窒化物層を蒸着形成する。
(もっと読む)
バナジウム含有被膜、バナジウム含有被膜被覆金型および工具
【課題】被膜の摩耗が生じても金型や工具の損傷を未然に防止できるバナジウム含有被膜およびバナジウム含有被膜を被覆した金型および工具を提供する。
【解決手段】鉄系合金製基材上に被覆する被膜であって、V(1−X)CXから成り、かつXは70at%超95at%以下であるバナジウム含有被膜とする。また、鉄系合金製基材上にV被膜、V(1−Y)CY被膜(ただし、Yは原子%で40at%以上60at%以下)から成る複合被膜を被覆させた後に、V(1−X)CXから成り、かつXは70at%超95at%以下であるバナジウム含有被膜を被覆した金型および工具とする。
(もっと読む)
硬質被膜を有する球状化黒鉛鋳鉄材、プレス用金型、及び硬質被膜を有する球状化黒鉛鋳鉄材の製造方法
【課題】各種鋼板、特に、高張力鋼板等をプレス加工するのに好ましく用いられうる、高い密着力を有する硬質被膜が表面に形成された硬質被膜を有する球状化黒鉛鋳鉄材を提供することを目的とする。
【解決手段】窒化処理された球状化黒鉛鋳鉄の表面にチタン系硬質被膜が形成されており、前記表面における球状黒鉛の平均粒子径が30μm以下である硬質被膜を有する球状化黒鉛鋳鉄材を得る。
(もっと読む)
161 - 180 / 939
[ Back to top ]