
Fターム[4K031FA03]の内容
溶射又は鋳込みによる被覆 (8,522) | 後処理 (385) | 加圧処理、ロールがけ、圧延 (11)
Fターム[4K031FA03]に分類される特許
1 - 11 / 11
金属管材用プロテクタの製造方法
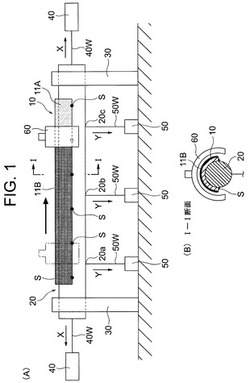
【課題】耐摩耗性および耐腐食性に優れているとともに、基材に対する被膜の密着性に優れ、撓みが小さくて直線性にも優れた金属管材用プロテクタの製造方法を提供すること。
【解決手段】半円筒形のプロテクタ基材10の外周面に自溶合金を溶射処理して溶射被膜11Aを形成する工程と、プロテクタ基材10の内周面を、円柱状の基台20の外周面に当接させることにより、プロテクタ基材10を基台20に装着し、プロテクタ基材10が装着された基台20に対して、その軸方向に引張力(X)を付与するとともに、基台20の半径方向であってプロテクタ基材10の装着位置とは反対方向に引張力(Y)を付与しながら、高周波誘導加熱によって溶射被膜11Aを再溶融処理することにより、プロテクタ基材10の外周面に自溶合金層11Bを形成する工程とを含む。
(もっと読む)
純Al被覆鋼板およびその製造法

【課題】平滑性および外観均一性が高い純Al表面を有し、かつ表層部の密着性が良好である比較的低コストな高強度複合金属材料を提供する。
【解決手段】鋼板を芯材に持ち、少なくとも片側表面がAl溶射後に圧延により平滑化されたAl溶射層で構成されるAl被覆鋼板であって、曲げ半径5mmの90°曲げ試験にてAl溶射層の剥離が生じない密着性を有し、Raが0.5μm以下かつRyが10μm以下の平滑表面を有し、前記平滑化されたAl溶射層表層部のAl純度が99.0%以上である純Al被覆鋼板。Al溶射は、溶融Alめっき鋼板のAlめっき層の表面上に行うことが好ましい。
(もっと読む)
レーザ充填および適度なHIP圧縮成形によるチタンブレードの修理方法
本発明は、金属部品の修理方法で、損傷部品に前記金属の粉末を噴霧によって前記損傷部品を充填することによる修理方法であって、プロセスが、前記粉末を使用して前記損傷部品をレーザ充填するステップと、その後に、熱間等静圧圧縮成形するステップであって、前記熱間等静圧圧縮成形時に加えられる最高温度は前記金属の再結晶温度を超えないステップとを含むことを特徴とする方法に関する。 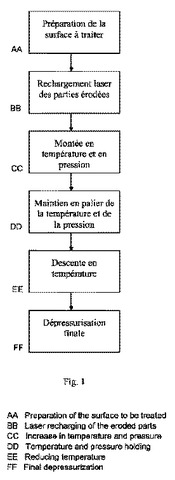 (もっと読む)
(もっと読む)
溶射のダブルボトム鍋の製造方法
本発明は溶射のダブルボトム鍋の製造方法を公開する。普通のダブルボトム鍋は複合層が脱落する可能性がある。溶射のダブルボトム鍋の製造方法を提供し、そのステップは以下:1)表面粗化:鍋の底でサンドブラストをして、その粗化の程度が5〜50ミリメートルに達する。2)粗化の鍋の表面の底で溶射をし複合層を得る。3)ダブルボトム:金属板をステップ2)のところに位置し、予熱したあと、高圧の複合をへって、ダブルボトムの鍋になる。鍋の底と金属板の間が丈夫に結合することでダブルボトムの底が脱落の問題を解決できる。 (もっと読む)
薄板金属基材上に金属ガラス溶射被膜層が形成された複合材料及びその製造方法
【課題】非常に薄い金属基材が破壊されずに、その表面に緻密な金属溶射被膜層が強固に形成された複合材料を提供する。
【解決手段】 溶射によって、金属ガラス粉体の少なくとも一部が過冷却液体状態にまで加熱されて300m/s以上の粒子速度で金属基材表面に凝固及び積層して溶射被膜層を形成することにより、厚みが5〜300μmの金属基材の表面に、金属基材が破壊されることなく、貫通孔(ピンホール)のない金属ガラス溶射被膜層が形成された金属ガラス複合材料が得られる。前記金属ガラスの過冷却液体温度領域△Txは30℃以上でガラス遷移温度Tgが500℃以下である。金属ガラス溶射被膜層をさらに過冷却液体状態で加圧処理することにより、密着性、緻密性、均質性を改善することもできる。
(もっと読む)
金属ガラス複合材料の変形加工方法
【課題】金属ガラス複合材料の変形加工方法において、変形加工時の金属ガラス層の欠陥形成や破損等が極めて少ない変形加工方法を提供する。
【解決手段】基板表面に金属ガラス粒子を積層して金属ガラス層を形成する金属ガラス複合材料の形成工程と、前記金属ガラス層を過冷却液体状態で加圧することにより金属ガラス層を均質化する均質化工程と、前記均質化された金属ガラス層を変形加工する工程と、を備えることを特徴とする金属ガラス複合材料の変形加工方法。
(もっと読む)
金属ガラス薄膜積層体
【課題】 基材表面に薄膜で且つ連続気孔のない金属ガラス溶射被膜が形成された薄膜積層体を提供する。
【解決手段】 基材表面に厚さが5μm〜50μmで、被膜を貫通する連続気孔のないアモルファスの金属ガラス溶射被膜が形成されていることを特徴とする金属ガラス薄膜積層体。金属ガラスの過冷却液体温度域の幅が30℃以上であることが好適である。また、溶射被膜の気孔率が2%以下であることが好適である。
(もっと読む)
金属ガラス複合材料およびそれを使用した電子電気機器用部材
【課題】 本発明の目的は軽量かつ耐食性に優れ、また高い電気伝導度を有する金属ガラス複合材料を提供することにある
【解決手段】 比重3.0以下の板状の金属基材12表面に、Fe基及び/又はNi基を主たる成分とする金属ガラス層14が形成され、該金属ガラス層14の厚みが500μm以下で、かつ金属基材の厚みの40%以下であることを特徴とする金属ガラス複合材料10。
(もっと読む)
鋼管製造工程における耐食性被膜の被覆方法
【課題】 造管工程と被膜形成工程を連続工程とし、かつピンホールのない耐食性被膜を得ることにより、鋼管の耐食性を向上する。
【解決手段】 造管機2で造管された鋼管を加熱後の冷却途中で、還元性ガスまたは不活性ガス雰囲気下、鋼管の外周面に耐食性被膜を形成させ、次いで耐食性被膜の温度か耐食性被膜の融点の75〜95%に低下した時点で、押圧ロールにより耐食性被膜を圧下し、耐食性被膜のピンホールを加圧密着させると共に、高温拡散させる。
(もっと読む)
金属ガラス積層体からなる金型成形体、及びその製造方法
【課題】 基材表面に金属ガラス層が積層され、金属ガラス層表面に精密な凹凸や鏡面を有する金型成形体、ならびにその簡便な製造方法を提供する。
【解決手段】 基材12表面に金属ガラス層14を形成した積層体18を作製し、前記金属ガラス層14の表面に過冷却液体領域で金型20によりプレス加工して金型形状を転写し、金属ガラス層14表面に凹凸形状16を有する金型成形体10を得る。高度な平滑面を有する金型を用いれば、鏡面を有する金型成形体を得ることもできる。積層体18は、基材12表面に金属ガラス粒子を高速フレーム溶射することにより好適に得ることができる。金属ガラス粉末を基材上に高速フレーム溶射すれば緻密な金属ガラスのアモルファス層を容易且つ強固に厚膜として積層でき、大面積化も可能である。本発明によれば、所望のサイズや形状で、金属ガラスの機能性を発揮できる金型成形体が容易に得られる。また、基材に軽量素材や汎用材料を用いれば、軽量化や材料コストの低減化を図ることができる。
(もっと読む)
金属部品のクラック修繕方法および修繕された金属部品
【課題】 カソードアーク・コーティングおよび熱間静水圧圧縮成形処理を用いたクラックの修繕方法を提供する。
【解決手段】 金属部品(13)のクラック修繕方法であって、このクラック修繕方法は、クラック(15)を有する金属部品(13)を提供し、クラック(15)を洗浄して酸化物層を除去し、カソードアーク蒸着および低圧プラズマ溶射の少なくとも一方によって修繕合金(17)を施してクラック(15)を覆い、クラック(15)を塞ぐのに十分な温度および圧力で部品(13)を加熱することを含む。
(もっと読む)
1 - 11 / 11
[ Back to top ]