
Fターム[4K034AA05]の内容
熱処理一般;主に搬送、冷却 (3,884) | 目的、効果 (713) | 被処理物の損傷防止 (72)
Fターム[4K034AA05]の下位に属するFターム
スケールの堆積防止 (16)
Fターム[4K034AA05]に分類される特許
41 - 56 / 56
連続的ラインにおいて、ストリップを冷却し、安定化する方法及び装置
ガス、特に空気、または、窒素及び水素から構成される混合物を、連続熱処理ラインに吹き込むことによって冷却する冷却ボックスによって金属ストリップを冷却する方法において、
前記ボックス(4、4a、…4’、4’a、…)が、該ストリップの走行方向(X)に、2m未満の単位寸法(h)を有し、および前記ストリップの走行方向(X)と垂直な方向に、複数の単位吹き込みセクター(4α、4β、4γ、…4aα、4aβ、4aγ、…;4’α、4’β、4’γ、…4’aα、4’aβ、4’aγ、…)に分割されており、
各単位吹き込みセクターは、これらの単位吹き込みセクターの各々の圧力を調節する少なくとも1つのアクチュエータ(6;2)を備えており、
制御/調節システム(R)は、意図されたストリップ冷却曲線Fに対応する、前記吹き込みセクターにおける理論的な長手方向の圧力分布が、冷却曲線Fを修正することなく、前記冷却ゾーン内での前記ストリップと、装置の壁部とのいかなる接触も避けるために、前記吹き込みセクターに対する前記ストリップの位置の変化を考慮に入れるように適応されるように制御する方法である。 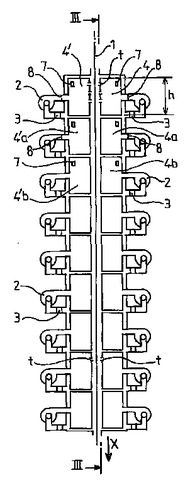 (もっと読む)
(もっと読む)
ウォーキングビーム式加熱炉における鋼片の加熱方法

【課題】ウォーキングビーム式加熱炉による加熱工程で得られた鋼片のスキッドマークを高いレベルで抑制する加熱方法を提供する。
【解決手段】ウォーキングビーム式加熱炉10は、固定ビーム14と、この固定ビーム14に並列配置した可動ビーム16とを備え、鋼片Aを可動ビーム16のボックスモーションにより固定ビーム14および可動ビーム16で交互に支持しつつ搬送すると共に加熱する。可動ビーム16は、上昇に伴って固定ビーム14から鋼片Aを受取り、その上昇端において所定間隔だけ搬送方向前側へ移動した後に、下降して鋼片Aを固定ビーム14に受渡すように動作し、その上昇端において所定時間だけ待機することで、鋼片Aを可動ビーム16で支持する第2加熱時間H2を調節している。そして、鋼片Aが固定ビーム14で支持される第1加熱時間H1と、第2加熱時間H2との比を、1:1〜1:4の範囲となるように設定してある。
(もっと読む)
耐食性、耐疲労性に優れた高強度焼き入れ成形体の製造方法および製造設備

【課題】亜鉛系めっき鋼材にて、焼き入れ後の成形品の耐食性を冷間成型品と同等以上とした、耐食性と耐疲労性に優れた高強度焼き入れ成形体を得る方法と設備を提供する。
【解決手段】Al,Siを各々単独もしくは複合して0.15質量%以上含有する亜鉛めっき層を備えた亜鉛めっき鋼材を加熱設備1において、酸素0.1体積%以上の酸化雰囲気下で800℃以上950℃以下に加熱後、急冷設備2において730℃以下500℃以上に60sec以内で冷却した後、ホットスタンプ設備3で加工急冷し、焼き入れ後の成形体鋼材表面にZnを主成分としてFe:30質量%以下からなる層を30g/m2以上形成する。
(もっと読む)
金属線材の連続熱処理装置
【課題】チタンなどの活性な金属や合金からなる長尺な金属線材を、表面に摺り疵や掻き疵などを生じることなく、不活性雰囲気内で連続して確実に熱処理できる金属線材の連続熱処理装置を提供する。
【解決手段】中心部を貫通するパイプ6内の不活性雰囲気中に当該パイプ6の軸方向に沿って連続供給される金属線材w1,w2を熱処理する熱処理炉2と、係る熱処理炉2における上記パイプ6の入口7の手前に配置され、連続供給される上記金属線材w1を、その送り方向とほぼ直交する例えば上下方向に沿って振動させる振動手段と、を含み、係る振動手段は、モータ(駆動源)Mの回転軸16に対し、中心を偏心させて固定した溝付きローラ18である、金属線材の連続熱処理装置1。
(もっと読む)
高温材搬送用ローラ
【課題】熱処理炉内のような高温雰囲気中での使用に際しても有効な耐ビルドアップ性に優れた高温材搬送用ローラを提供する。
【解決手段】ローラ母材表面に、炭化物を体積比で20〜70%含む金属−炭化物複合皮膜を備える。炭化物はCr炭化物であり、マトリックス金属は、Ni基合金、Co基合金またはステンレス鋼が望ましい。
(もっと読む)
熱処理炉
【課題】ソルトバスやメタルバス等を使用したマルクエンチを実施することなく、油焼き入れ処理における熱処理対象物Wの焼き割れを回避し、焼き曲がりを低減する。
【解決手段】炉で加熱した熱処理対象物Wを投入すべき焼入油槽22から上方に距離を隔てて配置された噴射部23と、油槽22の油面と噴射部23との間隙にガスを充填するガス導入系5とを設け、油槽22の油面に対して油を噴射し油槽22中にバブルを発生させながら熱処理対象物Wを油焼き入れするものとした。
(もっと読む)
熱間圧延鋼板の冷却方法
【課題】 鋼板の冷却プロセスや冷却設備の変更や鋼板サイズの変動にも的確に対応して、適切なマスキングパターンを設定できる冷却方法を提供する。
【解決手段】 圧延機後面の鋼板幅方向のマスキング装置を備えた冷却装置により、熱間圧延後の鋼板を冷却する方法において、冷却装置への装入前の鋼板幅方向の端部と中央部の温度に基づいて、当該鋼板に対して予め設定した幅方向のマスキングパターンを施して鋼板を冷却した場合の鋼板幅方向の端部と中央部の冷却後の温度を計算し、冷却後の鋼板幅方向の端部と中央部との温度差が所定の範囲内となるように予め設定した幅方向のマスキングパターンを変更して冷却する。
(もっと読む)
高周波誘導加熱装置
【課題】 複雑な形状の被加熱物であっても、高品質に高周波焼き入れ、または焼き鈍しを行うことができる高周波誘導加熱装置を提供する。
【解決手段】 携帯型の加熱ヘッド1をロボット2で保持する。ロボット制御部3は、ロボット2の軌道、および速度をコントロールする。ワークの形状に応じて軌道、速度をティーチングする。高周波制御部4は、加熱ヘッドの出力、周波数をコントロールする。加熱ヘッド1には温度センサを備え、所定の出力、移動速度でワークを予備加熱する。予備加熱によって温度センサが取得したワークの表面温度に応じて、焼き入れ、焼き鈍し時の出力、移動速度、軌道を修正する。これにより、複雑な形状のワークであっても高い焼き入れ、焼き鈍し品質を得ることができる。
(もっと読む)
部材の支持具及び支持具の製造方法
本発明は側辺部(12、14、16、18)を有するフレーム(11)と、交差するストランドからなり、フレームから張り出す格子(20)とを具備する、熱処理工程を受ける部材のための支持具に関する。激しい熱負荷又は温度変動のもとでも支持具が無ひずみであるように、フレーム(11)が熱安定性材料、ストランドが炭素繊維又はセラミック繊維からなり、ストランドがフレームの側辺部(12、14,18)から出て格子(20)を形成することを提案する。  (もっと読む)
(もっと読む)
ナノ結晶材料のストリップを製造する方法および前記ストリップから巻き付けコアを製造するための装置
本発明は、アモルファス状態の成形品である巻きリボンから得られて、原子組成[Fe1−a−bCoaNib]100−x−y−z−α−β−γCuxSiyBzNbαM’βM”γ(式中、M’は元素V、Cr、Al、およびZnのうちの少なくとも1つであり、M”は元素C、Ge、P、Ga、Sb、In、およびBeのうちの少なくとも1つであり、a≦0.07およびb≦0.1、0.5≦x≦1.5および2≦α≦5、10≦y≦16.9および5≦z≦8、β≦2およびγ≦2である)を有するナノ結晶材料のストリップを作製する方法、および特にこれまで知られているよりもはるかに小さい巻き付け半径を伴った、先行技術のものよりも小型の磁気回路幾何学構造のために取り扱いおよび使用されることが可能なナノ結晶製品を提供することである。 (もっと読む)
鋼帯の連続熱処理設備における冷却工程のシール装置およびシール方法
【課題】 本発明は、冷却水により冷却中に冷却帯からのミストや発生水蒸気の吹き出しを防止して、鋼帯の品質低下や冷却精度の低下を低コストで防止可能な鋼帯の連続熱処理設備における冷却工程のシール装置およびシール方法を提供する。
【解決手段】 冷却帯5a口近傍の前工程側に通板鋼帯11との間にシール用流体の通入間隙21を形成するシール体19を配設して、このシール体19と冷却帯5aとの間にシール空間22を形成し、このシール空間22に雰囲気ガスを吸引する吸引循環装置24を配設し、この吸引循環装置24で吸引した雰囲気ガスの循環路25に、雰囲気ガスのミスト除去装置26と、冷却帯5aの雰囲気圧力によりシール空間の雰囲気圧力を調整するガス放散装置27と、ミスト除去装置26でミスト除去後の雰囲気ガスをシール用流体として前記シール装置に供給する循環供給路を配設する。
(もっと読む)
方向性電磁鋼板の最終仕上焼鈍用冶具
【課題】板厚が薄い方向性電磁鋼板コイルを最終仕上焼鈍する場合に生じるコイル内巻鋼板の中央部空間側への倒れ込みやバックリングの発生を抑制可能な方向性電磁鋼板の最終仕上焼鈍用冶具を提供する。
【解決手段】方向性電磁鋼板を素材にしたコイル4を、ボックス焼鈍炉内の台上にコイル軸を鉛直に載置し、最終仕上焼鈍する際に用いる冶具である。具体的には、前記コイル軸を鉛直に載置したコイルの中央部空間に挿入される帯状の金属製リング1と、該金属製リングをコイルの上端側に懸架する懸架部材2とを備えている。なお、前記懸架部材2は、前記金属製リングに連接した環状のフランジ、半環状のつば、又は該金属製リングとは別体の吊り具のいずれでも良い。
(もっと読む)
丸形材料の冷却方法および冷却床
【課題】 自重による撓みに起因する曲りを防止する場合にも、材料の表面に疵がつかないようにする。
【解決手段】 材料Mの移送方向に並列に配置した固定レイク12と移動レイク13のうちの、移動レイク13に水平軸心回りの円運動7’を行なわせ、この1サイクルの円運動7’で、固定レイク12上の材料Mを、1ピッチ分ずつ間欠的に移送しながら冷却を行う方法である。材料Mの移送方向における所要の前記材料受溝部に、丸形材料Mを支持する材料受ローラ14,15群を回転自在に取付け、この材料受ローラ14,15群のうち、少なくとも1つの材料受ローラが回転駆動機構を有する冷却床11で、冷却する。
【効果】 材料を固定レイクの上面に形成した材料受溝の材料受ローラで常に同じ方向に円滑に回転させながら、移動レイクに受け渡して順次移送できるので、曲りや表面疵等を発生させることなく、丸形材料を冷却できる。
(もっと読む)
グリーンチップのさや詰め装置及びそのさや詰め方法
【課題】 グリーンチップを傷付けることなく、人手を用いずに効率よくさや詰めすることが可能なさや詰め装置及びさや詰め方法を提供すること。
【解決手段】 グリーンチップのさや詰め装置1は、載置プレート31、一対の挟持プレート41、載置プレート移動部30、挟持プレート移動部42、反転部43及びさや移動部50を備える。一対の挟持プレート41は、それぞれの対向する面が弾性変形可能である。載置プレート移動部30は、位置A1と位置A2との間で載置プレート31を往復移動させる。挟持プレート移動部42は、位置B1と位置B2との間で挟持プレート41を往復移動させる。反転部43は、互いの位置が入れ替わるように、挟持プレート41の対向面に平行な軸周りで挟持プレート41を反転させる。さや移動部50は、位置C1と位置C2との間で焼成用さや2を往復移動させる。
(もっと読む)
カーボンロール、鋼板の製造装置および製造方法
【課題】鋼板の熱処理工程において、800℃以上、特に900℃以上の温度条件下においても、ピックアップの発生が極めて少ないカーボンロールを提供すること、さらにはピックアップの発生が極めて少ない鋼板の製造装置および製造方法を提供する。
【解決手段】 カーボンロールは、少なくとも被搬送物と接するロール胴部分のロール表面のショア硬さが50HS以上であり、且つ、前記ロール胴部を構成するカーボンの平均粒子径が0.1mm以下である。 また、鋼板4の製造装置は、少なくとも熱処理炉1内における800℃以上の温度雰囲気となる領域に、前記カーボンロールを備えたものである。 また、鋼板の製造方法は、少なくとも熱処理炉内における800℃以上の温度雰囲気となる部分のロールに、前記カーボンロールを用いた熱処理炉内で鋼板の熱処理を行うものである。
(もっと読む)
焼鈍炉ロール軸受け構造
【課題】 連続式焼鈍炉内へのグリス侵入を防止できるロール軸受け構造の提供。
【解決手段】 炉内ロールの駆動側端部付近で、ロールの前記軸部を貫通させて、軸受けハウジングにカバーが取り付けられ、炉内ロールの非駆動側の端部には該端部を空間を残して覆うカップが軸受けハウジングに取り付けられる。炉壁と軸受けハウジングとの間には放熱板となる筒状スペーサーが着脱自在に設けられ、前記軸受けハウジングの上面にはグリス補給手段が接続されている。駆動側および非駆動側の各軸受けにおいて、軸受けシールが炉壁側のみに設けられる。カバーおよびカップの下部にグリス排出管が接続され、この下部を挿入させたシールポットが設けられる。
(もっと読む)
41 - 56 / 56
[ Back to top ]