
Fターム[4K038BA01]の内容
熱処理のプロセス制御 (949) | 熱処理の態様 (133) | 連続処理 (103)
Fターム[4K038BA01]に分類される特許
61 - 80 / 103
鋼材の製造方法、鋼材の冷却制御装置、及び、鋼材の製造装置

【課題】鋼板温度を高精度に制御することが可能な、鋼材の製造方法、鋼材の冷却制御装置、及び、当該冷却制御装置を備える鋼材の製造装置を提供する。
【解決手段】冷却手段によって冷却される前の鋼板の温度を測定する第1温度測定工程と、鋼板の表面から放出される熱量の総和を算出する熱量算出工程と、TTT曲線を用いて鋼板の変態発熱量を算出する変態発熱量算出工程と、第1温度測定工程によって測定された温度と熱量算出工程によって算出された熱量と変態発熱量算出工程によって算出された変態発熱量とを用いて冷却手段で冷却された鋼板の温度を予測する温度予測工程と、冷却手段によって冷却された鋼板の冷却温度を測定する第2温度測定工程と、温度予測工程によって予測された温度と第2温度測定工程によって測定された冷却温度とが一致するように冷却手段の動作を制御する動作制御工程と、を備える、鋼材の製造方法とする。
(もっと読む)
連続処理ラインの速度制御方法及び装置

【課題】速度の制約や、設備上、操業上の制約が被処理材ごとに異なる場合でも、連続処理ラインの能率最大化を達成する速度制御方法を提供する。
【解決手段】帯状の被処理材の連続処理ラインにおいて、貯留設備における各被処理材の長さの時間変化を表わすモデル62と、前記貯留設備内の被処理材の全長、前記貯留設備の入側及び出側における被処理材の速度、並びに、前記処理設備における被処理材の速度に関する制約条件64と、該制約条件が設定された前記被処理材の速度のうち少なくとも前記処理設備の被処理材の速度を含み構成される評価関数66と、からなる最適化問題60を、一定の時間ごと又は予め定められたイベントの発生ごとに解くことにより、前記評価関数66に含まれる被処理材の速度を制御する指令値を時々刻々算出S10し、該指令値に基づいて前記被処理材の速度を操作S20する。
(もっと読む)
連続式加熱炉の加熱制御方法
【課題】熱間圧延ラインに設置された連続式加熱炉の加熱制御方法として、求められる操業形態に応じて適切に加熱パターンを設定することができる連続式加熱炉の加熱制御方法を提供する。
【解決手段】予め、生産能率優先の操業形態と熱原単位優先の操業形態との操業形態別になった均熱帯昇温量テーブルを作成しておき、熱間圧延ラインの生産負荷により、生産能率優先の操業形態か熱原単位優先の操業形態かが決定されたら、前記均熱帯昇温量テーブルから対応する均熱帯昇温量を選出し、その均熱帯昇温量に基づいて加熱パターンを設定する。
(もっと読む)
調質圧延鋼板の幅方向材質予測方法及びこれを用いた連続焼鈍ラインの操業方法
【課題】調質圧延鋼板の板幅方向の材質変動を予測し、抑制することができる調質圧延鋼板の幅方向材質予測方法及びこれを用いた連続焼鈍ラインの操業方法を提供する。
【解決手段】連続焼鈍炉1の出側に、鋼板幅方向に複数に分割されたバックアップロール9を装備する調質圧延機2を配置し、調質圧延機9における伸び率、張力、鋼板幅方向の圧延荷重の値と、鋼板の板厚、板幅とに基づいて調質圧延鋼板の幅方向材質予測を行う。また、得られた予測結果に基づいて連続焼鈍炉の徐冷炉および/または急冷炉の冷却手段18を幅方向に制御すれば、鋼板幅方向の材質バラツキを抑制することができる。
(もっと読む)
鋼材の熱処理方法及び製造方法並びに製造設備
【課題】誘導加熱装置を用いた鋼材のインライン熱処理において、圧延能率を阻害することなく鋼材を効率的に熱処理する熱処理方法を提供する。
【解決手段】熱間圧延機1により圧延された鋼材2に対して、水冷装置3による焼入れ処理を行った後、矯正機4で歪を矯正し、複数台の誘導加熱装置5により熱処理を行うに際して、鋼材2を往復させることにより、誘導加熱装置5を3パス以上通過させて加熱する、いわゆるリバース加熱を行うことを特徴とする。
(もっと読む)
鋼材の加熱方法
【課題】熱間圧延工程の仕上圧延前に鋼材を加熱するに際し、鋼材の幅方向と移動方向の温度分布を同時に制御できるようにする。
【解決手段】鋼材Hを移動させながら,ヒータ31,32,33によってこの順に加熱する。ヒータ31のコア41,42と鋼材Hの中央部PCとの間の間隔XR,ヒータ33のコア41,42と中央部PCとの間の間隔XLは,それぞれ可変とした。かかる構成において,中央部PCに与えられる昇温量ΔTCの目標値,側方部PRに与えられる昇温量と昇温量ΔTCとの昇温量差ΔERの目標値,側方部PLに与えられる昇温量と昇温量ΔTCとの昇温量差ΔELの目標値に基づいて,各ヒータ31,32,33の出力の目標値,各間隔XR,XLの目標値を求めた。また,鋼材Hの所定の位置に各ヒータ31,32,33のコア41,42が対向するときの各ヒータ31,32,33の出力は,互いに同一にした。
(もっと読む)
鋼材の表面温度測定方法およびその装置
【課題】水柱の長さを測定する必要のない表面温度測定方法及びその装置を提供する。
【解決手段】表面温度測定装置100は、被測温鋼材S表面と対向する位置に配置された放射温度計1と、被測温鋼材Sと放射温度計1との間に光導波路としての水柱Wを形成するための水柱形成手段2とを備え、水柱Wを介して被測温鋼材S表面からの放射光Lを放射温度計1で検出することにより、被測温鋼材Sの表面温度を測定する。放射温度計1は、波長0.65〜0.85μmの光を検出することを特徴とする。
(もっと読む)
連続式加熱炉の炉温制御方法及び鋼材の製造方法
【課題】鋼材を目標昇温パターンに対して精度良く加熱することができる連続式加熱炉の炉温制御方法及び鋼材の製造方法を提供する。
【解決手段】独立して炉温の設定が可能な複数の帯を備え、連続して装入される鋼材が、鋼材の目標抽出温度及び目標抽出均熱度になるようにそれぞれの帯の炉温を設定及び調整する連続式加熱炉の炉温制御方法であって、帯からの抽出位置及び帯からの抽出位置以外の位置に目標温度及び目標均熱度を設定する目標位置を有し、鋼材が目標位置において目標温度及び目標均熱度となるようにそれぞれの帯の炉温を設定する連続式加熱炉の炉温制御方法とする。
(もっと読む)
調質圧延鋼板の材質予測方法及びこれを利用した連続焼鈍ラインの操業方法
【課題】前工程起因の材質バラツキが存在する場合にも、調質圧延鋼板の材質を安定させることができる技術を提供する。
【解決手段】連続焼鈍炉1の出側に配置された調質圧延機2における伸び率、張力、圧延荷重の値と、鋼板の板厚、板巾を測定または上位計算機より入手し、これらの値に基づいて調質圧延鋼板の降伏点YP、引張強度YS等の材質予測を行う。この材質予測値に基づいて、連続焼鈍炉1の操業条件をフィードバック制御することにより、鋼板成分が変動するなどの前工程起因の材質バラツキが存在する場合にも、規格外れ品の発生を防止することができる。
(もっと読む)
熱処理炉における金属材の制御方法
本発明は、連続運転される熱処理炉に収容され本質的に水平方向に進行する被熱処理金属材(1)を、冷却(3)の際、金属材の支持用要素(6)の間に配置された領域の箇所で浮遊させる金属材の制御方法に関するものである。金属材(1)の軌道を測定装置(11)によって測定し、得られた測定結果に基づき、金属材(1)は制御された冷却剤の噴射を受けて、金属材(1)の軌道が、少なくとも金属材の支持用要素の間に位置する領域において、軌道に沿って取り付けられ冷却剤を搬送するための装置(8)の間を進むようにする。  (もっと読む)
(もっと読む)
連続式加熱炉を用いた鋼材の製造方法
【課題】蓄熱式バーナを備えた連続式加熱炉において、連続式加熱炉の加熱能率の変化に関わらず燃料原単位を小さくすることができる鋼材の生産方法を提供する。
【解決手段】連続式加熱炉の装入側4に最も近い制御帯7に一対または複数対の蓄熱式バーナ12を備え、予め連続式加熱炉の加熱能率に対する燃料原単位と、蓄熱式バーナ12に供給する燃料流量との関係を定めておき、加熱能率の設定に基づき、蓄熱式バーナ12に供給する燃料流量を決定し、この決定した燃料流量を蓄熱式バーナ12に供給して鋼材2を加熱する工程を経て鋼材の製造を行う。
(もっと読む)
熱鋼板の冷却装置、熱鋼板の冷却方法及びプログラム
【課題】熱鋼板を水平に拘束ロールで拘束通板しながら制御冷却する装置に関し、連続的に広範囲な冷却能力制御を可能とする安価な熱鋼板の冷却装置を提案する。
【解決手段】熱間圧延され、拘束ロール11対間を移送される熱鋼板3に複数列のスプレーノズルから冷却水を噴射して冷却する冷却装置においてにおいて、オリフィス形状の異なる緩冷却スプレーノズル列Kと強冷却スプレーノズル列Jを有し、かつ緩冷却スプレーノズル列Kの最大冷却水衝突圧力積分値と強冷却スプレーノズル列Jの最小冷却水衝突圧力積分値が連続することで、連続的に広範囲な冷却能力制御が可能である。
(もっと読む)
連続熱処理ラインの急速加熱区間に対する改良
【課題】加熱区間を通過する際における金属細長片の名目速度を保持しつつ、すなわち、生産量の損失を招くことなく、急速加熱中に金属細長片にしわが形成されることを抑制する方法を提供する。
【解決手段】連続した異なる加熱手段(5、5a、5b、5c、5d)を含む加熱区間(2)を金属細長片が通過する連続的な加熱処理ラインにおいて、急速加熱を受ける金属細長片(1)のしわ形成を低減する方法であって、加熱手段に入ってから出るまでの間における金属細長片の温度上昇の平均温度変化率を、1つの加熱手段より次の加熱手段を低下させることを特徴とする方法。
(もっと読む)
酸化膜厚計測方法及びその装置
【課題】直火加熱炉入側での溶剤の塗布量と、直火加熱炉出側での鋼板表面の酸化膜厚とを計測することが可能であり、且つ、高精度な計測を実施することができる鋼板表面の酸化膜厚計測方法及びその装置を得る。
【解決手段】直火加熱炉の入側で、鋼板1に赤外光を照射し、その反射光の強度を測定し、直火加熱炉の出側で、鋼板1から自発放射される放射光の強度を測定し、鋼板1に赤外光を照射し、鋼板1から自発放射される放射光と、照射した光の反射光とが合成された反射・放射光の強度を測定し、反射光の強度と、反射光の強度が測定された鋼板1の同位置の放射光の強度及び反射・放射光の強度とに基づき、鋼板1の表面に生成される鉄系酸化物の膜厚d及び鋼板1に塗布された溶剤の塗布量Wの少なくとも1つを求めるものである。
(もっと読む)
連続式加熱炉の抽出ピッチ予測方法
【課題】製品鋼材の品質を向上させ得る、連続式加熱炉の抽出ピッチ予測方法、連続式加熱炉、連続式加熱炉の操業方法、及び、鋼材の製造方法を提供する。
【解決手段】連続式加熱炉100へと装入される鋼片1、2、3、…の材料情報に基づいて、鋼片1、2、3、4…を、最出側グループAと、それ以外のグループBと、に分ける工程S2と、圧延能力最大時の圧延ピッチP1を予測する工程S4と、連続式加熱炉100の加熱能力最大時の加熱ピッチP2を演算する工程S5と、圧延工程90の休止時間を予測し休止時間迄に鋼片1、2、3、4…を抽出するための抽出ピッチP3を演算する工程S6、S9と、P1及至P3の最大ピッチPxを選択する工程S7と、圧延工程90における現在の圧延ピッチP4とP3とを比較して最大ピッチPyを選択する工程S11とを備え、グループAの抽出ピッチをPy、グループBの抽出ピッチをPxとする、連続式加熱炉の抽出ピッチ予測方法。
(もっと読む)
加熱炉
【課題】所望の熱量で加熱処理を行なうことができ、安定的に操業可能な加熱炉を提供すること。
【解決手段】第1の燃料ガスを用いて加熱処理を行なう加熱炉であって、炉本体2と、第1の燃料ガスの供給元から、炉本体2へ向けて第1の燃料ガスを送給する第1の燃料ガスの配管4と、前記第1の燃料ガスとは異なる第2の燃料ガスが通流する第2の燃料ガスの配管15と、第1の燃料ガスの配管4に設けられた、第2の燃料ガスの配管15からの第2の燃料ガスが第1の燃料ガスの配管4に混合される混合部と、混合された第1の燃料ガスと第2の燃料ガスを燃焼させて炉本体2内を加熱する加熱装置とを備え、第2の燃料ガスにより炉本体2への投入熱量を制御すること。
(もっと読む)
熱間圧延装置及び方法
【課題】粗圧延出側の粗バーの温度が、粗バーの幅方向に不均一に変動している場合においても、製造される熱延鋼板の品質劣化、歩留まりの低下を防止する。
【解決手段】粗圧延機12から搬出された粗バーにおける幅方向の温度分布を検出し、この温度検出した粗バーの幅方向センターからワークサイドについて第1の誘導加熱コイル61を幅方向にシフトさせながら加熱するとともに、当該粗バーの幅方向センターからドライブサイドについて第2の誘導加熱コイル62を幅方向にシフトさせながら加熱する。このとき、検出した温度分布に基づいて、誘導加熱コイル61、62毎に電力とシフト量を演算し、この演算した電力とシフト量に基づいて、各誘導加熱コイル61、62による加熱動作を互いに独立して制御する。
(もっと読む)
連続的ラインにおいて、ストリップを冷却し、安定化する方法及び装置
ガス、特に空気、または、窒素及び水素から構成される混合物を、連続熱処理ラインに吹き込むことによって冷却する冷却ボックスによって金属ストリップを冷却する方法において、
前記ボックス(4、4a、…4’、4’a、…)が、該ストリップの走行方向(X)に、2m未満の単位寸法(h)を有し、および前記ストリップの走行方向(X)と垂直な方向に、複数の単位吹き込みセクター(4α、4β、4γ、…4aα、4aβ、4aγ、…;4’α、4’β、4’γ、…4’aα、4’aβ、4’aγ、…)に分割されており、
各単位吹き込みセクターは、これらの単位吹き込みセクターの各々の圧力を調節する少なくとも1つのアクチュエータ(6;2)を備えており、
制御/調節システム(R)は、意図されたストリップ冷却曲線Fに対応する、前記吹き込みセクターにおける理論的な長手方向の圧力分布が、冷却曲線Fを修正することなく、前記冷却ゾーン内での前記ストリップと、装置の壁部とのいかなる接触も避けるために、前記吹き込みセクターに対する前記ストリップの位置の変化を考慮に入れるように適応されるように制御する方法である。 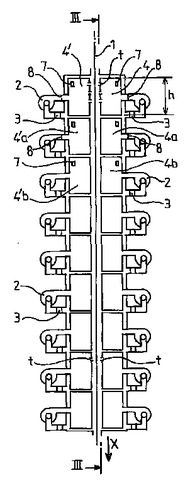 (もっと読む)
(もっと読む)
鋼板の材質安定化方法
【課題】鋼板製造工程の作業条件のばらつきによる製品材質(機械的性質)の目標値からのずれを解消し製品材質を安定化する方法を提供する。
【解決手段】予め過去の操業実績データの解析により、素材鋼成分値及び熱間圧延以降、最終工程側の熱処理に到る各工程の作業条件と製品材質(降伏強さ,引張強さ等)との関係式を求めておき、鋼板を熱処理するに際して、熱処理工程に到るまでの各工程(前工程)の作業実績値と、これから実施する熱処理の加熱温度(設計値)をもとに、前記関係式により製品材質の予測値を算出し、予測値と目標値との差を求めると共に、該予測値と目標値とのずれを解消するのに必要な加熱温度の修正量を算出し、修正再設定された熱処理温度で熱処理する。熱処理に到る前工程の作業実績のばらつきに起因する材質影響の総和が熱処理温度の修正により打消され、製品材質の目標値からのずれが低減解消される。
(もっと読む)
ブルームやビレットやスラブあるいは棒鋼や線材や鋼管などの鋼材の加熱炉において、加熱休止後の昇温における燃料ロスの削減方法などの鋼材の加熱炉の休止後の昇温における燃料ロスの削減方法
【課題】 ブルームやビレットや、スラブなどを分塊圧延または棒鋼線材圧延をするために加熱する加熱炉の休止時と、その後の昇温時に生じる燃料ロスを削減する。
【解決手段】 加熱炉を3時間以上休止する際、休止前の最終被加熱材が加熱ゾーンを抜けた時点でバーナーを全て消火し、前半の加熱ゾーンが750〜850℃に、後半の加熱ゾーンが850〜950℃に低下した時点で、スキッドビームの下部バーナーのみを点火して前半の加熱ゾーンを750〜850℃、後半の加熱ゾーンを850〜950℃に保持し、その後被加熱材を装入して加熱を再開する際、加熱ゾーンが加熱設定温度に達する必要時間を予め見込みその分だけ早めに各上部バーナーを点火することで、前半の加熱ゾーンを加熱設定温度に昇温開始すると共に、被加熱材が後半の加熱ゾーンに到達するタイミングに合わせて後半の加熱ゾーンを加熱設定温度に昇温する。
(もっと読む)
61 - 80 / 103
[ Back to top ]