
Fターム[4K038BA01]の内容
熱処理のプロセス制御 (949) | 熱処理の態様 (133) | 連続処理 (103)
Fターム[4K038BA01]に分類される特許
41 - 60 / 103
温度測定方法
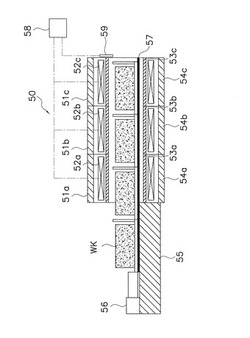
【課題】本発明の課題は、誘導加熱時において、量産サイクルタイムを遵守して生産を継続することができ、温度計の破損を防ぐことができ、さらに正確な温度測定を実現することができる温度測定方法を提供することにある。
【解決手段】本発明に係る温度測定方法は、誘導加熱時における加熱対象物WKの温度測定方法であって、複数点温度測定ステップおよび温度決定ステップを備える。複数点温度測定ステップでは、加熱対象物と非接触式温度計19,59とが相対移動させられながら加熱対象物の複数点の温度が測定される。温度決定ステップでは、複数点の温度から低温側の温度が排除されて加熱対象物の温度が決定される。
(もっと読む)
熱処理システムおよび熱処理方法

【課題】金属ワークに焼入れと焼戻しとを行うための熱処理において、効率的な処理を実現する技術を提供する。
【解決手段】本発明は、金属ワークに熱処理を行うための熱処理システムを提供する。この熱処理システムは、焼入れを行うN台(Nは1以上の整数)の焼入れ炉と、相互に相違する温度で焼戻しを行う作動モードを有する複数台の焼戻し炉を含むM台(MはNより大きな整数)の焼戻し炉と、N台の焼入れ炉からM台の焼戻し炉に金属ワークを移送する移送部と、を備える。移送部は、N台の焼入れ炉の各々から相互に焼戻し温度が相違する複数台の焼戻し炉に選択的に金属ワークを移送する作動モードを有する。
(もっと読む)
加熱炉温度制御装置、加熱炉温度制御システム及び加熱炉温度制御方法、並びに、プログラム
【課題】現状の加熱炉の操業品質を確保しながら、加熱炉の温度を鋼材に最適な温度に早急かつ確実に調整できるようにする。
【解決手段】燃料の燃料流量を設定する設定手段501と、新モデルプログラム125cを用いて、設定手段501で設定された燃料流量に基づいて加熱炉の将来の予測温度を算出する第1の算出手段502と、既設モデルプログラム125bを用いて、第1の算出手段502で算出された加熱炉の将来の予測温度に基づいて鋼材の将来の予測温度を算出する第2の算出手段503と、第2の算出手段503で算出された鋼材の将来の予測温度が鋼材の目標温度に応じたものである場合に、設定手段501で設定された燃料流量に基づく燃料を加熱炉に供給する制御を行う燃料供給制御手段504を備えるようにする。
(もっと読む)
連続熱処理炉における板温制御システム、方法及びプログラム
【課題】鋼板の長手方向での板温のばらつきに応じた板温制御を可能とする。
【解決手段】連続熱処理炉200で熱処理される帯状の鋼板の板温をフィードバック制御する連続熱処理炉における板温制御システムであって、連続熱処理炉200の前工程情報X1〜Xm、炉出側の目標板温TSsのn個の領域、フィードバック(FB)制御ゲインを関連付けて格納する制御ゲインデータベース(DB)104と、前工程情報及び炉出側の目標板温に応じて制御ゲインDB104から読込んだFB制御ゲインに基づいて、連続熱処理炉200に対するFB制御を実行するFBコントローラ103と、炉出側の実績板温TSa(i)に基づいて鋼板の長手方向での実績板温ばらつきσaを求め、その実績板温ばらつきσaに応じて、制御ゲインDB104に格納されているFB制御ゲインを更新する制御ゲイン計算部101とを備える。
(もっと読む)
キュリー点を有する鋼帯の連続焼鈍方法及び連続焼鈍設備
【課題】キュリー点を有する鋼帯を長手方向に均一な昇温速度で焼鈍することができる、鋼帯の連続焼鈍方法及び連続焼鈍設備を提供する。
【解決手段】加熱帯が第1加熱帯〜第3加熱帯に区分されている連続焼鈍設備を用い、前記第1加熱帯において、前記鋼帯を500℃以上、キュリー点Tc(℃)−50℃未満まで加熱する第1加熱手段と、前記第2加熱帯において、前記第1加熱帯で加熱された鋼帯をキュリー点Tc−30℃ないしキュリー点Tc−5℃の温度領域まで、上流及び下流のソレノイドコイル式高周波誘導加熱装置により加熱する第2加熱手段と、前記第3加熱帯において、前記第2加熱帯で加熱された鋼帯をキュリー点を超える処理目標温度まで加熱する第3加熱手段とを設け、前記下流のレノイドコイル式高周波誘導加熱装置の実績出力電力値に基いて前記上流のレノイドコイル式高周波誘導加熱装置の出力電力値を制御する。
(もっと読む)
キュリー点を有する鋼帯の連続焼鈍方法及び連続焼鈍設備
【課題】キュリー点を有する鋼帯を長手方向に均一な昇温速度で焼鈍することができる、鋼帯の連続焼鈍方法及び連続焼鈍設備を提供する。
【解決手段】第1加熱帯において、前記鋼帯を500℃以上、キュリー点Tc(℃)−50℃未満まで加熱する第1加熱装置と、第2加熱帯において、前記第1加熱帯で加熱された鋼帯をキュリー点Tc−30℃ないしキュリー点Tc−5℃の温度領域まで加熱するソレノイドコイル式高周波誘導加熱装置と、第3加熱帯において、前記第2加熱帯で加熱された鋼帯をキュリー点を超える処理目標温度まで加熱する第3加熱装置と、前記第1加熱装置及び前記誘導加熱装置の加熱動作を制御する昇温速度制御装置とを有し、前記第2加熱帯の誘導加熱装置に電流出力値を設定するとともに、その実績出力電力値に基いて、前記第1加熱装置に出力する燃料ガス出力値、及び/または電気ヒータの電力出力値を制御する。
(もっと読む)
加熱炉の温度制御方法
【課題】連続焼鈍炉の加熱炉内で、溶接点を介して厚みが異なる鋼板を連続して加熱する際に生じる鋼板温度外れと鋼板の形状不良を回避することが可能な加熱炉の温度制御方法を提供する。
【解決手段】本発明によれば、連続焼鈍炉において複数の加熱ゾーンを含む加熱炉により板厚が先行材と後行材とで異なる鋼板を加熱する場合の加熱炉の温度制御方法において、前記加熱炉入側からN番目の加熱ゾーンの炉温を前記後行材の標準値に設定して温度制御し、前記N番目の加熱ゾーンの炉温が前記後行材の標準値に許容範囲を含む温度に到達してから、N−1番目の加熱ゾーンの炉温を前記後行材の標準値に設定して温度制御し、以下同様に、N=1番目の加熱ゾーンに至る各加熱ゾーンの炉温を順次温度制御する。
(もっと読む)
加熱炉における被加熱材の抽出位置検出方法及び抽出方法
【課題】操業上の支障を来すことなく加熱炉における被加熱材の抽出位置を精度良く検出できる方法等を提供する。
【解決手段】本発明は、加熱炉100内で被加熱材Mの長手方向に略直交する方向に搬送される被加熱材Mの抽出位置を検出する方法である。本発明に係る方法は、加熱炉の外部であって、被加熱材の搬送方向下流側に位置する加熱炉の炉壁101から前記搬送方向に離間した位置において、前記搬送方向に直交する方向に沿って複数のレーザ距離計10を設置し、炉壁に設けた開口102を通じて、各レーザ距離計から水平方向に投光したレーザ光を被加熱材に照射することにより、各レーザ距離計から被加熱材までの距離を測定し、測定した被加熱材までの距離に基づき、被加熱材の抽出位置を検出することを特徴とする。
(もっと読む)
プロセスライン駆動モータの非常停止方法および装置
【課題】帯板を連続的に通板・処理する、複数のライン駆動モータ及びドライブ装置を有するプロセスラインを対象に、各ライン駆動モータの速度指令を決定し設備の全体または一部の通板制御および張力制御を司る制御装置に故障が発生した場合に、プロセスライン全体又は一部のライン駆動モータを安全に停止させるプロセスライン駆動モータの非常停止方法および装置を提供することを課題とする。
【解決手段】各ドライブ装置にあらかじめそれぞれ個別に設定した非常停止減速レートで停止する非常停止工程Aとともに、速度指令を司る制御装置に故障が発生した場合に、非常停止状態となってからゼロ速度となって停止するまでの時間を一定とする非常停止減速レートで停止する非常停止工程Bを有する。
(もっと読む)
ステンレス鋼帯板の冷却において平坦度を制御する方法および装置
本発明は、仕上げラインにおける焼きなまし後の冷却に関連して、ステンレス鋼帯板の平坦度を制御する方法および装置に関する。帯板(1)は、まず、少なくとも1つの冷却媒体を帯板の移動方向に対して横断するように配設した少なくとも1つの群の供給機器(5、6)を介して、帯板(1)の全幅に対して供給して、帯板の移動方向(2)にて冷却し、冷却媒体の量は、平坦度用に帯板の所望の温度に関して記録された所定のデータを用いて調節し、次に、帯板の温度を測定して(8)、温度測定後に、温度の測定値が所定の温度値と異なる場合、少なくとも1つの冷却媒体を、帯板移動方向(2)を横断するように配設した少なくとも1つの群の供給機器(9)を介して供給する更なる冷却段階を実行してから、複数の制御ユニット(12)を含んで帯板移動方向(2)を横断するように配設する制御機器(11)を使用して平坦度を制御する。  (もっと読む)
(もっと読む)
加熱炉操業条件の決定方法
【課題】操業状態に関らず、内壁面に高放射性塗料を塗布した加熱炉の炉効率を向上させ、原単位の減少を図ることが可能な加熱炉操業条件の決定方法を提供する。
【解決手段】炉の内壁面に高放射性塗料を塗布した加熱炉の炉効率を向上させるための加熱炉操業条件の決定方法であって、加熱炉の昇温速度を、高放射性塗料を塗布する前の昇温速度と比較して、所定量上昇させながら炉効率の算出を行い、この算出された炉効率が最大となる昇温速度を最適昇温速度として決定する。
(もっと読む)
熱処理設備の制御方法
【課題】 的確なタイミングで冷却装置の駆動を停止することができる熱処理設備の制御方法を提供する。
【解決手段】 熱処理設備1では、走行中の金属板2を、加熱装置6によって加熱し、この加熱装置6よりも金属板2の走行方向X下流側で、冷却装置7によって冷却する。加熱装置6は、走行中の金属板2を炉11内で加熱する。炉11には、熱源12から熱が供給される。このような熱処理設備1では、熱源12による炉11への熱の供給を停止した後、加熱装置6よりも走行方向X下流側かつ冷却装置7よりも走行方向X上流側での金属板2の温度に基づいて、冷却装置7の駆動を停止する。
(もっと読む)
鋼帯連続熱処理炉の温度制御方法
【課題】鋼帯連続熱処理時に炉温及びライン速度の両方又はいずれか一方を変更する際に鋼帯の加熱不足を回避して円滑な炉温変更が可能な鋼帯連続熱処理炉の温度制御方法を提供する。
【解決手段】先行鋼帯11と後行鋼帯12を溶接して鋼帯連続熱処理炉で熱処理する際に、鋼帯連続熱処理炉のラジアントチューブの設定表面温度及び連続鋼帯13のライン速度の変更を行わない定常運転時は温度調整をフィードバック制御で、設定表面温度及びライン速度の両方又はいずれか一方を変更する場合はフィードフォワード制御を実施する鋼帯連続熱処理炉の温度制御方法において、フィードバック制御はラジアントチューブのバーナ19の燃焼調整を板温度に基づいてPID制御で行ない、フィードフォワード制御時の設定表面温度は温度関係式で求まるラジアントチューブの表面温度Tfkより10K低い温度から30K高い温度の範囲の値に設定する。
(もっと読む)
温度制御システム、加熱炉、温度制御方法、及びコンピュータプログラム
【課題】 炉内の被加熱物体の温度をシミュレーションするための計算パラメータを適切に修正することにより、被加熱物体の温度を所望の温度にするための炉の燃焼制御を従来よりも高精度に行うことができるようにする。
【解決手段】 バーナー火炎や燃焼ガスに基づく迷光雑音輝度を実用上無視しえる程度に低減すると共に、予熱帯12の天井面12aからの外乱光に基づく迷光雑音輝度の影響を見積もって、スラブ21自体より発せられる自発光輝度Ib(Ts)を求め、求めた自発光輝度Ib(Ts)に基づいて、スラブ21の表面温度Tsを算出する。そして、数値シミュレーションモデル(熱伝導方程式)における「スラブ21の表面温度に関連するパラメータ(総括熱吸収率φCG)」を、算出したスラブ21の表面温度Tsを用いて修正して、加熱炉10の燃焼制御を行う。
(もっと読む)
連続熱処理炉における板温制御方法及び装置、コンピュータプログラム並びにコンピュータ読取り可能な記録媒体
【課題】予め候補として設定した複数の制御ゲインの中から最適な制御ゲインを選択して、板温調節部の効率の良い操作量変更量を決定することができ、処理炉出口板温の制御精度を向上させることが可能な、連続熱処理炉における板温制御方法及び装置、コンピュータプログラム並びにコンピュータ読取り可能な記録媒体を提供すること。
【解決手段】算出された処理炉体出口板温を目標板温に設定するゲイン毎に板温調節部の操作量変更量を算出するステップと、算出された操作量変更量と、処理炉体内における熱収支モデルとから、処理炉体出口における板温の変動を、ゲイン毎に予測算出するステップと、予測算出された処理炉体出口板温と目標板温との温度差と、操作量変更量に基づいて、ゲイン毎に算出された操作量変更量の中から最適な操作量変更量を決定するステップとを含むことを特徴とする。
(もっと読む)
加熱炉の板温制御方法及び装置
【課題】前材と後材との接合部において点火・消火動作が確実に行われるようにする。
【解決手段】出口板温の目標値を含む生産情報、及び前記検出された実績値に基づいて加熱炉に設定すべき全燃料流量を算出するとともに、現在から将来にわたる板厚、板幅、通板速度とから、現在から将来にわたる板温を予測して、現在加熱炉を通板中の前材の次に加熱する板状体である後材の将来予測板温と、その目標板温とから後材で必要になる燃料流量を予め算出し、前記算出された燃料流量で板状体を加熱する際に、前記点火・消火動作が必要か否かを判定し、点火・消火動作が必要な場合には前記前材と後材とを接合する部分が前記加熱ゾーンを通過するときに点火・消火を行うようにする。
(もっと読む)
鋼板冷却方法及び鋼板連続熱処理設備
【課題】徐冷帯及びこれに続く急冷帯からなる冷却帯において、徐冷帯の冷却能力限界が通板速度を制限する場合、即ち徐冷帯において設定した出側温度に徐冷ができずに急冷帯への入側温度が高くなる場合の鋼板の冷却において、急冷帯に配設された前段の冷却装置の一部を徐冷用として使用することにより、通板速度を上げることを可能にし、生産効率を向上させる。
【解決手段】徐冷帯と急冷帯が各々複数段の冷却装置で構成される冷却帯を配する鋼板連続熱処理設備にて、加熱された鋼板を徐冷帯で徐冷し次いで急冷帯で急冷する鋼板冷却方法であって、徐冷帯だけでは目標の徐冷帯出側板温に冷却できない場合に、急冷帯の前段の冷却装置の一部を徐冷用として使用し、その出側を仮想の徐冷帯出側として板温を制御する鋼板冷却方法。
(もっと読む)
連続処理ラインにおける板温制御方法、装置、及びコンピュータプログラム
【課題】複数の鋼板を連続して、ブロワにより冷却する冷却帯と、前記冷却帯の後段で前記鋼板を加熱するインダクションヒータとを備えた連続処理ラインにおいて、板温の制御精度を向上させる。
【解決手段】通板条件の変更の有無を判定し、通板条件の変更があると判定された場合に、通板条件の変更前のIH入側板温を演算し、通板条件の変更後のIH入側目標板温を演算し、演算されたIH入側目標板温をIH103への指令値として出力し、演算されたIH入側板温と、演算されたIH入側目標板温とに基づいて、ブロワの回転数指令値を求めて出力する(フィードフォワード制御)。一方、通板条件の変更がないと判定された場合に、IH入側板温を演算し、演算されたIH入側板温と、前回の通板条件変更時に演算されたIH入側目標板温とに基づいて、ブロワの回転数指令値を求めて出力する(フィードバック制御)。
(もっと読む)
連続加熱炉
【課題】 燃焼装置が設けられた複数の燃焼ゾーンに被加熱物を順々に導いて加熱する連続加熱炉において、NOxの発生量を少なくしながら、効率のよい加熱処理が行えるようにする。
【解決手段】 燃焼装置20a〜20dが設けられた複数の燃焼ゾーン10a〜10dに被加熱物1を順々に導いて加熱する連続加熱炉において、炉10内において発生した燃焼排ガスを少なくとも1つの燃焼ゾーンにおける燃焼装置に供給する燃焼排ガス供給手段40を設けると共に、この排ガス供給手段により上記の燃焼装置に供給する燃焼排ガスを制御する制御手段44a〜44dを設けた。
(もっと読む)
金属ストリップの連続処理設備における操業支援装置、操業支援方法、コンピュータプログラム、及びコンピュータ読み取り可能な記録媒体
【課題】金属ストリップを連続処理設備にて処理する以前の時点で測定された形状指標に基づいて、当該ストリップの蛇行量と生産障害につながる危険率を推定し、予め操業オペレータに提示することで、必要以上に処理能力を損なうことなく可及的に高い生産性を可能にする。
【解決手段】伸び率差等の金属ストリップ形状指標を測定して、幅方向座標の関数で重み付けを行い、更にその左右差を評価する演算を実行して重み付き形状指標左右差を算出する(ステップS203)。重み付き形状指標左右差の統計量から蛇行量を推定するモデルを作成し(ステップS206)、このモデルを用いてストリップが生産障害を発生させる危険率を推定し(ステップS207)、操業オペレータに提示する(ステップS210)。
(もっと読む)
41 - 60 / 103
[ Back to top ]