
Fターム[4K038BA02]の内容
熱処理のプロセス制御 (949) | 熱処理の態様 (133) | バッチ処理 (29)
Fターム[4K038BA02]に分類される特許
1 - 20 / 29
集積した丸棒鋼の熱処理状態予測方法
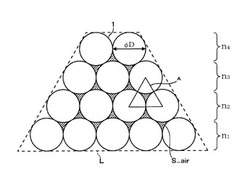
【課題】 熱処理における危険状態を特定することが可能となる方法を提供する。
【解決手段】 集積してほぼ台形状の束の状態とした丸棒鋼を加熱炉内で熱処理する場合の熱処理状態予測方法であって、丸棒鋼の材料径[φD]、丸棒鋼の材料本数[n]、及び、丸棒鋼の束の積載状態を決定するステップと、丸棒鋼の束の積載状態の条件から、束内部の丸棒鋼隙間の総断面積[S_air]、及び、束全体での熱流入効率[L/S](Lは束全体の周長、Sは束全体の断面積)を算出するステップと、丸棒鋼の束の外表面及び中心部での温度差の大小を表す数値αを、α=D×n×S_air×|ln(L/S)|なる関係式で導出するステップとを有することを特徴とする。
(もっと読む)
圧延実績記録システム

【課題】 記入ミス等の発生を防止することが可能となる圧延時間成績を記録システム提供する。
【解決手段】 鋼塊の通過を検知した信号を加熱炉制御部に送信する鋼通過検知部と、所定のデータ処理を行う分析部と、オペレータが各種操作を行う操作部とを有する圧延実績記録システムであって、オペレータが加熱炉から抽出予定の鋼塊について、抽出予定材と抽出号線が同一であると確認した場合には、操作部を操作して号線を選択し前記分析部へ送信され、加熱炉制御部は選択された号線と加熱炉制御部内の抽出号線が合致した場合には、分析部へ所定の抽出予定データを転送し、オペレータは、鋼塊を抽出部を操作して加熱炉から搬送部に載せ、鋼通過検知部は鋼塊が前を通過した場合には、通過した信号を加熱炉制御部に送信し、加熱炉制御部はデータが更新されて抽出データが分析部へ伝送され、分析部は、加熱炉内での圧延時間成績を記録することを特徴とする。
(もっと読む)
加熱炉抽出間隔決定方法
【課題】仕上入側待機時間を考慮して各圧延材の搬送予測を計算し、ミルペーシングを行うことで加熱炉抽出間隔の適正化を図ることができる、加熱炉抽出間隔決定方法を提供することを課題とする。
【解決手段】規定温度以下で仕上圧延を開始する制御圧延における加熱炉抽出間隔決定方法であって、仕上入側到達時の鋼板の温度を予測し、予測した仕上入側温度に基づき、前記鋼板が圧延開始まで待機しなければならない仕上入側待機時間を算出し、算出した仕上入側待機時間を考慮して搬送予測を計算し、ミルペーシングを行い最短の加熱炉抽出間隔を決定する。
(もっと読む)
加熱炉及びその制御方法
【課題】被加工体の脱炭量を軽減することができる加熱炉及びその制御方法を提供する。
【解決手段】炉床3と、炉床3によって塞がれる開口部2bが下方に形成され、該開口部2bに連通する中空部2aが形成された炉体2と前記炉床を昇降させる昇降手段を有する加熱炉において、前記中空部2aを900℃以上に加熱し、前記中空部2aの縦横比xが、0.5≦x≦3.0を満たし、前記炉床3による前記開口部2bの開閉速度v(mm/s)が、5≦v≦50を満たすように昇降手段を制御する制御手段を有する。
(もっと読む)
加熱装置の制御方法
【課題】加熱装置の加熱部材への出力電圧の印加を停止し、その後出力電圧の印加を再開するときに焼きムダ材の発生個数を低減可能な加熱装置の制御方法を提供する。
【解決手段】所定条件でビレット20を誘導加熱するときの加熱時間とインバータ240の出力電圧との関係を示す第一ラインと、所定条件でビレット20を加熱したときの加熱時間と耐火キャスタ230の温度との関係を示す第二ラインと、耐火キャスタ230の近傍にビレット20が有る状態で誘導加熱炉220の運転を停止しているときの耐火キャスタ230の温度と加熱停止時間との関係を示す第三ラインと、耐火キャスタ230の近傍にビレット20が無い状態で誘導加熱炉220の運転を停止しているときの耐火キャスタ230の温度と加熱停止時間との関係を示す第四ラインと、を含むライン群を予め作成しておき、当該ライン群に基づいて加熱コイル222へ再度印可する出力電圧を算出する。
(もっと読む)
鋼材の熱処理方法
【課題】燃料を浪費することなく高品質な丸棒鋼が得られる熱処理方法の提供。
【解決手段】制御装置4は、記録計6、第一熱電対8、第二熱電対10及び第三熱電対12を備えている。第一熱電対8は、パイロット鋼材2の表面に位置している。第三熱電対12は、径方向において、パイロット鋼材2の中心に位置している。第二熱電対10は、径方向において、第一熱電対8と第三熱電対12との中間に位置している。バッチ炉に、多種類の丸棒鋼と共に、パイロット鋼材2が装入される。パイロット鋼材2の径は、装入される丸棒鋼のうち最も太いものの径と同じか、それ以上である。制御装置4によって温度が測定されつつ、バッチ炉の温度が制御される。このバッチ炉によって、丸棒鋼に焼鈍しが施される。
(もっと読む)
厚鋼板の熱処理炉決定方法及び厚鋼板の熱処理方法
【課題】加熱矯正を要する厚鋼板が発生しても、熱処理炉の運用に支障をきたさない、熱処理炉の運用方法を提供する。
【解決手段】高温加熱用熱処理炉と低温加熱用熱処理炉を併用して、厚鋼板を加熱矯正する熱処理を行う際の、厚鋼板の熱処理炉決定方法であって、熱処理炉装入予定在庫量を判定する工程と、加熱矯正温度変更可能種別の選別工程と、加熱矯正温度の変更可能温度を決定する工程と、該変更可能温度と高温加熱用熱処理炉の設定温度との対比工程と、加熱矯正指示温度を変更する工程とからなることを特徴とする厚鋼板の熱処理炉決定方法。
(もっと読む)
鋼材の熱処理方法及び製造方法並びに製造設備
【課題】誘導加熱装置を用いた鋼材のインライン熱処理において、圧延能率を阻害することなく鋼材を効率的に熱処理する熱処理方法を提供する。
【解決手段】熱間圧延機1により圧延された鋼材2に対して、水冷装置3による焼入れ処理を行った後、矯正機4で歪を矯正し、複数台の誘導加熱装置5により熱処理を行うに際して、鋼材2を往復させることにより、誘導加熱装置5を3パス以上通過させて加熱する、いわゆるリバース加熱を行うことを特徴とする。
(もっと読む)
高周波熱処理方法および高周波熱処理品
【課題】温度制御を可能にし、熱処理の条件出しを容易に行なうとともに、被処理物の品質を安定させることが可能な高周波熱処理方法を提供する。また、製造コストが抑制され、かつ品質の安定した高周波熱処理品を提供する。
【解決手段】高周波焼入方法は、被処理物1の表面に、被処理物1が加熱される温度域において被処理物1よりも耐酸化性の高い安定化層が形成される表面安定化工程11と、表面安定化工程11において安定化層が形成された被処理物1が焼入硬化される焼入硬化工程10とを備えている。焼入硬化工程10は、安定化層が形成された被処理物1の温度が調節される温度制御工程20と、加熱された被処理物1が冷却されるべきタイミングが決定されて、被処理物1が冷却される焼入制御工程30とを含んでいる。
(もっと読む)
高周波熱処理設備
【課題】温度制御を可能にし、熱処理の条件出しを容易に行なうことを可能にすることにより、過去の生産実績の蓄積が少ない場合や、経験の浅い作業者が熱処理の作業を行なう場合でも、容易にかつ効率よく高周波熱処理を実施することができる高周波熱処理設備を提供する。
【解決手段】高周波熱処理設備は、被処理物を搬送する搬送装置99Bと、搬送装置99Bにより搬送された被処理物を、高周波加熱により加熱して焼入硬化する高周波焼入装置93とを備えている。高周波焼入装置93は、被処理物の温度を調節するための焼入温度制御装置と、加熱された被処理物が冷却されるべきタイミングを調節するための焼入タイミング制御装置と、被処理物を加熱するために焼入用電源から出力される電源出力の推移データと、被処理物が冷却されるタイミングを特定するデータとを記憶する焼入用記憶装置とを含んでいる。
(もっと読む)
高周波焼入方法、高周波焼入設備および高周波焼入品
【課題】温度制御を可能にし、容易にかつ効率よく焼入を実施することができるとともに、被処理物の広い範囲に所望の熱処理品質を付与することが可能な高周波焼入方法、および高周波焼入設備を提供する。
【解決手段】高周波焼入方法10は、温度制御工程20と、焼入制御工程30とを備えている。温度制御工程20は、温度制御用測温工程23と、温度調節工程24と、加熱工程22とを含んでいる。焼入制御工程30は、被処理物の高温部と低温部との温度が測定される焼入用測温工程35と、冷却タイミング調節工程36と、冷却工程37とを含んでいる。そして、冷却タイミング調節工程36では、高温部における温度履歴が、所望の残留オーステナイト量の上限値以下となる温度履歴の条件を満たし、低温部における温度履歴が、所望の硬度の下限値以上の条件を満たすように加熱時間が調節されて、冷却開始信号が出力される。
(もっと読む)
高周波焼入方法、高周波焼入設備および高周波焼入品
【課題】熱処理の条件出しが容易で、かつ被処理物の所望の部位、たとえば表面から所望の深さにおける硬度を制御することが可能な高周波焼入方法および高周波焼入設備を提供する。
【解決手段】高周波焼入方法10は、温度制御工程20と、焼入制御工程30とを備えている。温度制御工程20は、温度制御用測温工程23と、温度調節工程24と、加熱工程22とを含む。焼入制御工程30は、焼入用測温工程35と、冷却タイミング調節工程36と、冷却工程37とを含む。そして、焼入用測温工程35においては、測定される温度の情報、測温部位と硬度制御部位との位置関係、および被処理物を構成する材料の熱伝導率、比熱、密度に基づき算出される硬度制御部位の温度に基づいて加熱時間が調節されて、冷却開始信号が出力される。
(もっと読む)
浸炭処理装置及び方法
【課題】 被処理物に対してより均一な浸炭処理を行う。
【解決手段】 内部が減圧状態かつ浸炭性ガス雰囲気の処理室31において被処理物Wを加熱することによって浸炭処理する浸炭処理装置であって、上記処理室31の内部における複数領域の温度を測定する温度測定手段と、上記被処理物Wが均一に浸炭処理されるように上記温度測定手段の測定結果に基づいて上記複数領域の温度を個別に調整する温度調整手段とを備える。
(もっと読む)
高周波焼戻方法、高周波焼戻設備および高周波焼戻製品
【課題】 焼戻の条件決定が容易で、かつ被処理物の品質を安定させることが可能な高周波焼戻方法および高周波焼戻設備を提供する。さらに、製造コストが低減され、かつ品質の安定した高周波焼戻製品を提供する。
【解決手段】 高周波焼戻方法は、加熱温度制御工程と、加熱時間制御工程とを備えている。加熱温度制御工程は、加熱温度制御用測温工程と、加熱温度調節工程と、加熱工程とを含んでいる。加熱時間制御工程は、加熱時間制御用測温工程と、加熱時間調節工程と、加熱終了工程とを含んでいる。さらに、加熱時間調節工程において、被処理物の加熱を終了すべきタイミングを決定するための焼戻時間tは以下の式(A)に基づいて算出される。
H=a・log(t)+b・(1/T)+c・・・(A)
H:被処理物の硬度、t:焼戻時間、T:被処理物の温度、a、b、c:定数
(もっと読む)
多室型熱処理装置及び温度制御方法
【課題】 加熱室内及び冷却室内における処理対象物の配置スペースを広く確保すると共に、処理対象物の温度をリアルタイムで測定することで正確に冷却制御を行うことを目的とする。
【解決手段】 処理対象物を加熱処理する加熱室と、当該加熱室において加熱処理された処理対処物を冷却処理する冷却室とを少なくとも備える多室型熱処理装置であって、前記冷却室内における前記処理対象物の温度を検出し、当該温度を示す温度検出信号を出力する温度センサと、前記加熱室及び冷却室の外部に配置されると共に、前記温度センサから入力される温度検出信号が示す冷却室内における処理対象物の温度に基づいて前記冷却処理を制御する冷却制御部と、前記温度センサと前記冷却制御部とを接続する接続線とを備える、という手段を採用する。
(もっと読む)
報知制御装置、その方法、そのプログラム、そのプログラムを記録した記録媒体、および、誘導加熱装置
【課題】 誘導加熱に関する情報を適切に報知できる誘導加熱装置を提供する。
【解決手段】 誘導加熱装置は、制御手段にて、整合回路部における直列共振インピーダンスおよび直列共振周波数の状態を認識する。制御手段は、整合回路部の直列共振インピーダンスおよび直列共振周波数の状態の対処方法を表す対処文字列表示領域574Aを表示手段の表示領域411Aに表示させる。このため、直列共振インピーダンスおよび直列共振周波数の状態の対処方法を表示手段で表示させることができ、誘導加熱処理を熟知していない操作者であっても適切に対処できる。したがって、誘導加熱に関する情報を適切に報知できる。
(もっと読む)
熱処理炉
【課題】長尺の被処理材を長手方向及び幅方向に均一な温度分布で加熱可能な熱処理炉を提供する。
【解決手段】熱処理炉に雰囲気ガスで長尺の被処理材1を加熱する熱処理室2と、該熱処理室2に連通し且つ前記雰囲気ガスを加熱する加熱室3とを設け、熱処理室2を被処理材1の長さ方向に設けられた複数の仕切り7により複数の制御ゾーンに区画し、該制御ゾーン毎に送風方向が正逆切り換え自在である循環手段4と被処理材1に対して上流側での雰囲気ガスの温度を測定する温度測定手段8,9とを備え、さらに、加熱室3を熱処理室2の制御ゾーンに対応し且つ連通する制御ゾーンに区画し、該制御ゾーン毎に加熱手段5を設ける。
(もっと読む)
熱処理炉における加熱方法
【課題】 昇温時間差を最短とした被処理材の加熱方法を提供する。
【解決手段】 被処理材2を収納する炉室1と、該炉室1内の雰囲気ガスを加熱する加熱手段3と、加熱手段3により加熱された雰囲気ガスを炉室1内で循環させる正逆運転可能な循環手段4とを有した熱処理炉を用い、循環手段4の正逆運転により被処理材2の両側から交互に熱風を供給して、被処理材2を目標温度まで加熱する方法において、前記熱風の流れに沿った方向での被処理材2の各部の温度が目標温度に到達する時間差を最短とするように循環手段4の正逆運転を制御する。
(もっと読む)
熱処理炉
【課題】 被処理材の全体にわたって、昇温時間が均一となるようにした熱処理炉を提供すること。
【解決手段】 被処理材2を収納する炉室1と、該炉室1内の雰囲気ガスを加熱する加熱手段3と、該加熱手段により加熱された雰囲気ガスを熱風として送風する送風手段4とを有し、前記送風手段4により前記被処理材2の一端部から他端部へ該被処理材2の表面に沿って熱風を流すことにより、該被処理材2を加熱する熱処理炉において、前記熱風が被処理材2の表面において形成する速度境界層が、被処理材2の一端部から他端部にわたって同じ厚さになるように、前記被処理材2の一端部であって熱風の流れ方向で上流側に速度境界層生成手段23を設ける。
(もっと読む)
軸体曲がり矯正方法及び軸体の高周波誘導加熱装置
【課題】 軸体の曲がりを矯正する押圧(加圧)手段等の特別な機構を用いることなく、高周波誘導加熱機構を利用して軸体の曲がりを矯正することができるような軸体曲がり矯正方法及び高周波誘導加熱装置を提供する。
【解決手段】 軸体(例えば、クランクシャフト2)が回転されているときの軸体の軸部(例えば、ジャーナル部3a)の振れ量及び振れ箇所の位相を検出する第1の工程と、第1の工程において検出された振れ量及び位相の検出値に基づいて高周波誘導加熱コイル4の加熱出力を変調する第2の工程とを有し、第2の工程においては、軸体の湾曲内側部が高周波誘導加熱コイル2に対向するときに高周波誘導加熱コイル2の加熱出力を相対的に小さく設定し、軸体の湾曲外側部が高周波誘導加熱コイル2に対向するときに高周波誘導加熱コイル2の加熱出力を相対的に大きく設定する。
(もっと読む)
1 - 20 / 29
[ Back to top ]