
Fターム[4K042DC02]の内容
Fターム[4K042DC02]に分類される特許
1,141 - 1,160 / 1,317
原子炉構造物とその製造方法および補修方法
本発明は、オーステナイト系ステンレス鋼部材どうしの溶接部を含む原子炉構造物において、高温高圧水にさらされる溶接部の応力腐食割れを抑制することを目的とする。本発明は、原子炉構造物として用いられているオーステナイト系ステンレス鋼部材どうしを、所定の溶接金属を用いて溶接し、更に熱処理を施して、少なくとも高温水に接する表面の室温での残留応力が引張応力で144MPa以下、もしくは圧縮応力になるように施工する。これにより、原子炉構造物の高温高圧水にさらされる溶接部の応力腐食割れを抑制することができる。 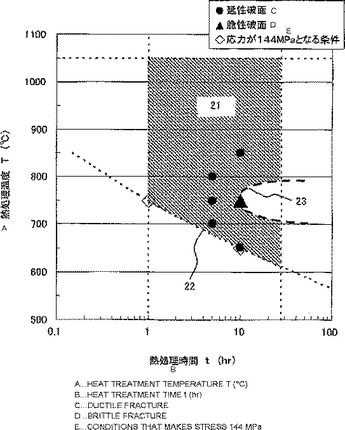 (もっと読む)
(もっと読む)
軸受部品の熱処理方法、軸受部品および転がり軸受

【課題】高度の耐割れ強度と寸法安定性とを有し、転動疲労寿命に優れた軸受部品の熱処理方法、軸受部品および転がり軸受を提供する。
【解決手段】軸受部品の熱処理方法は、鋼からなる軸受部品を、A1変態点以上の温度である浸炭窒化処理温度で浸炭窒化処理した後、A1変態点未満の温度に冷却し、その後、A1変態点以上であって、浸炭窒化処理温度未満の焼入れ加熱温度に再加熱し、焼入れを行なう。そして、焼入れ加熱温度は、815℃以下である。
(もっと読む)
ピニオンシャフト及びプラネタリギヤ装置

【課題】高温下において高速回転で使用しても長寿命なピニオンシャフト及びプラネタリギヤ装置を提供する。
【解決手段】プラネタリギヤ装置のピニオンギヤ3を回転自在に支持するピニオンシャフト5を、かしめによってキャリヤ4に固定した。このピニオンシャフト5は、高炭素クロム軸受鋼で構成されている。そして、浸炭窒化処理及び焼鈍し処理に続いて、ピニオンシャフト5の外周面のうち転走面となる部分のみに組織調整処理と高周波焼入れ処理とが施され、さらに焼戻し処理が施されている。ピニオンシャフト5の表層部の残留オーステナイト量は15体積%以上であり、芯部の残留オーステナイト量は0体積%、芯部の硬さはHv300以下である。また、芯部のうち少なくとも長手方向端部は、フェライトと球状炭化物とを有している。
(もっと読む)
鋼製部材の製造設備、軸受用薄肉部材およびスラスト軸受
【課題】 製造コストの上昇を抑えつつ、かつ焼入の際に発生する変形を抑制することが可能な鋼製部材の製造設備を提供する。
【解決手段】 鋼板を打ち抜くことにより、軌道輪11を成形する打ち抜き装置4と、成形された軌道輪11をAc1点以上の温度に加熱した後Ms点以下の温度に冷却することにより焼入硬化する焼入用高周波加熱装置2および金型拘束冷却装置3と、焼入硬化された軌道輪11をAc1点以下の温度に加熱することにより焼戻す焼戻用高周波加熱装置7とを備えている。焼入用高周波加熱装置2は軌道輪11を誘導加熱によりAc1点以上の温度に加熱することができる。金型拘束冷却装置3はAc1点以上の温度に加熱された軌道輪11を、金型を用いて拘束しながら、軌道輪11から熱を除去するための冷却部材として当該金型を利用することにより、軌道輪11をMs点以下の温度に冷却することができる。
(もっと読む)
ピニオンシャフト及びその製造方法並びにプラネタリギヤ装置
【課題】高温下において高速回転で使用しても長寿命なピニオンシャフト及びプラネタリギヤ装置を提供する。
【解決手段】プラネタリギヤ装置のピニオンギヤ3を回転自在に支持するピニオンシャフト5を、かしめによってキャリヤ4に固定した。このピニオンシャフト5は、高炭素クロム軸受鋼で構成されている。そして、浸炭窒化処理及び焼鈍し処理に続いて、ピニオンシャフト5の外周面のうち転走面となる部分のみに高周波焼入れ処理が施され、さらに焼戻し処理が施されている。ピニオンシャフト5の表層部の残留オーステナイト量は15体積%以上であり、芯部の残留オーステナイト量は0体積%である。また、芯部のうち少なくとも長手方向端部は、球状化セメンタイトとパーライト組織とを有している。さらに、長手方向端部の硬さはHv300以下である。
(もっと読む)
熱処理方法、軸受用薄肉部材の製造方法、軸受用薄肉部材およびスラスト軸受
【課題】 製造コストの上昇を抑えつつ厳格な品質保証を可能とし、かつ焼入の際に発生する変形を抑制することが可能な熱処理方法を提供する。
【解決手段】 被処理物をAc1点以上の温度に加熱する加熱工程と、加熱工程でAc1点以上の温度に加熱された被処理物をMs点以下の温度に冷却する冷却工程とを有する焼入硬化工程と、焼入硬化工程よりも後に実施され、かつ被処理物の材質を判定する、材質判定工程とを含んでいる。加熱工程における加熱は誘導加熱により行われ、冷却工程における冷却は金型を用いて被処理物を拘束しながら実施される。さらに、冷却は被処理物から熱を除去するための冷却部材として金型を用いることにより、被処理物をAc1点以上の温度からMs点以下の温度に冷却することにより実施される。材質判定工程における材質の判定は、自動的に材質を判定する自動材質判定手段を用いて実施される。
(もっと読む)
その一方が焼付き防止性能を向上させる特定の鋼製である対の誘導要素
1対の誘導要素は、その要素の少なくとも一方が、0.15乃至0.3質量%の炭素、2乃至5質量%(好ましくは2乃至3質量%)のクロム、0.45質量%以上(好ましくは0.9質量%以下)のモリブデン、及び0.01質量%以上0.5質量%以下(好ましくは0.3質量%以下)のバナジウムを少なくとも含む鋼で製造されることを特徴とする。この鋼は成形後に窒化され、それにより5乃至50μmの厚さの鉄及び窒素原子からなる複合層を得る。鋼はまた0.4乃至1.5質量%のマンガンを含みうる。 (もっと読む)
鋼材の熱処理方法
【課題】塑性変形加工された鋼材の熱処理効率を向上させるとともに、該鋼材の金属組織の均一化を図る。
【解決手段】例えば、Ac1点以上又はAc1点未満の適切な温度に加熱され、鍛造加工によって外輪部材の形状に塑性変形された鋼材製のワークは、温度が降下しながらも加工自熱を保持している状態で熱処理炉に導入される。熱処理炉では、外輪部材は、好ましくは15〜50℃/分の昇温速度で昇温され、Ac1〜Ac3点間の温度で保持される(第1工程S1)。昇温・保持は、10分以内で十分であり、好ましくは3分程度である。外輪部材は、次に、5〜45℃/分、好ましくは5〜10℃/分の冷却速度で除冷される(第2工程S2)。
(もっと読む)
機械部品の円筒部端面の熱処理方法
【課題】円筒部を有し、その円筒部の一端側と他端側の肉厚が異なる機械部品の前記円筒部の肉厚大側の端面を、円筒部の一端側の内径と他端側の内径の縮み量に大きな差を発生させずに熱処理できるようにすることを課題としている。
【解決手段】機械部品1に設けられた円筒部2の肉厚小側の端面Bを、その面Bの熱処理が要求されないときにも加熱し、その後、焼き入れなどが要求される円筒部2の肉厚大側の端面Aを加熱する。この方法を採ると、円筒部2の一端側と他端側の穴寸法精度の悪化が抑えられ、機械加工なしで要求される穴寸法精度を確保することができる。
(もっと読む)
クランクシャフト及びその製造方法
【課題】機械加工性と高い疲労強度を両立させたクランクシャフトを提供する。
【解決手段】表面に軟窒化処理が施され、該鋼が合金成分として、C:0.10質量%以上0.30質量%以下、Si:0.05質量%以上0.3質量%以下、Mn:0.5質量%以上1.5質量%以下、Mo:0.8質量%以上2.0質量%以下、Cr:0.1質量%以上1.0質量%以下、 V:0.1質量%以上0.5質量%以下を含有し、残部がFe及び不可避不純物からなり、中心部から採片した鋼試料を1200℃にて1時間オーステナイト化後、900℃〜300℃までの冷却速度が0.5℃/秒となるように冷却したとき、組織に占めるベイナイトの比率が80%以上であり、断面にて測定したビッカース硬さが260Hv以上330Hv以下であり、軟窒化層の表面硬さが650Hv以上、全硬化層深さ0.3mm以上、心部硬さが340Hv以上である。
(もっと読む)
熱間圧延用複合ロールの製造方法及び熱間圧延用複合ロール
【課題】焼入れ処理時の外層、芯材の境界からの剥離トラブルを防止できる熱間圧延用複合ロールの製造方法及び複合ロールを提供する。
【解決手段】低合金鋼又は鋳鋼からなる芯材の周囲に、外層材としてハイス系成分からなる溶湯を連続鋳掛け肉盛り法にて溶着一体化してなる熱間圧延用複合ロールの製造方法において、前記連続鋳掛け法にて、外層と芯材との断面面積比率が1.0以上で外層長さが外径の1.5倍以上の複合ロール素材を形成後、熱処理において、オーステナイト化温度:950〜1150℃に3時間以上加熱した後、200〜300℃まで1〜3時間で冷却した後、その温度で保定又は引続いて焼戻しを数回行い、外層硬度80Hs以上にしたる熱間圧延用複合ロールの製造方法。
(もっと読む)
車輪支持用転がり軸受ユニット
【課題】形状の変更や高価な合金元素を含有する合金鋼への素材の変更が必要なく、応力の負荷や熱処理によるフランジの変形が生じにくい車輪支持用転がり軸受ユニットを提供する。
【解決手段】車輪支持用転がり軸受ユニット1のハブ輪2は、炭素の含有量,ケイ素の含有量,マンガンの含有量,及びクロムの含有量から算出されるA値が1.3以上となる合金鋼で構成されている。また、焼入れによる硬化層が軌道面を含む部分に形成されているとともに、焼入れが施されていない非焼入れ部が、球状化炭化物組織及び7%以下の初析フェライトを有する。さらに、前記A値と形状から導出されるB,C,Dとから算出されるL値が16.5以下である。
(もっと読む)
高周波熱処理方法、高周波熱処理設備、薄肉部材およびスラスト軸受
【課題】 被処理物の変形を抑制し、かつ厳密な温度制御が可能な高周波熱処理方法、高周波熱処理設備、変形が抑制されかつ品質が安定した薄肉部材および長寿命でかつ品質の安定したスラスト軸受を安価に提供する。
【解決手段】 本発明の高周波熱処理方法は、焼入用温度制御工程と、焼入時期制御工程と、焼入冷却工程とを備えている。焼入用温度制御工程は、焼入用加熱工程と、焼入温度制御用測温工程と、焼入用温度調節工程とを含んでいる。焼入時期制御工程は、焼入時期制御用測温工程と、焼入時期調節工程とを含んでいる。焼入冷却工程では、金型を用いて被処理物を拘束しながら冷却が実施されている。冷却は被処理物から熱を除去するための冷却部材として金型を用いることにより、被処理物をAc1点以上の温度からMs点以下の温度に冷却することにより実施される。
(もっと読む)
クランクシャフト及びその製造方法
【課題】 表面に軟窒化処理が施されているにも拘わらず、これまでの材料と同等以上の製造性を有し、かつ、高い疲労強度も両立させたクランクシャフトを提供する。
【解決手段】 表面に軟窒化処理が施された鋼よりなる、ピン部及びジャーナル部を有するクランクシャフトにおいて、前記ピン部及びジャーナル部をなす前記軟窒化処理された鋼表層部に、焼入れ誘起マルテンサイト相と、該焼入れ誘起マルテンサイト相が生成する際の残留オーステナイト相を、塑性加工によりマルテンサイト変態させた加工誘起マルテンサイト相とが混在した表層焼入れ加工層が形成されてなる。
(もっと読む)
焼戻し軟化抵抗と靭性に優れるブレーキディスク
【課題】 適正焼入れ硬さを有し、かつ焼戻し軟化抵抗性に優れかつ靭性にも優れたブレーキディスクを提案する。
【解決手段】 mass%で、C:0.1%以下、Si:1.0%以下、Mn:2.0%以下、Cr:10.5〜15.0%、N:0.1%以下を含み、かつ5Cr+10Si+15Mo+30Nb−9Ni−5Mn−3Cu−225N−270C<45 および0.03≦{(C+N)−(13/92)Nb}≦0.09 を満足する組成のステンレス鋼板から円盤形状のブレーキディスク用素材を加工し、焼入れ処理により、旧γ粒径が8μm以上15μm未満のマルテンサイト組織とする。これにより、適正焼入れ硬さを有するとともに、焼入れ軟化抵抗が高く、靭性に優れたブレーキディスクが得られる。なお、上記した組成に加えてさらに、焼戻し軟化抵抗性を向上させるために、Nbおよび/またはCuを含有してもよい。
(もっと読む)
軸受軌道輪の熱処理用の金型及び軸受軌道輪の製造方法
【課題】軸受軌道輪の寸法精度を高めることができる熱処理用の金型を提供する。
【解決手段】軸受軌道輪用の筒状半製品Wを外嵌させる軸部11と、この軸部11に設けられて筒状半製品Wの下端面21に当接させる環状のフランジ部12とを備えている。軸部11の外周側は、筒状半製品Wの内周面22に対して非接触となる軸方向に延びる凹溝13と、筒状半製品Wの内周面22に接触させて拘束する軸方向に延びる凸条部14とが周方向に交互に形成されている。フランジ部12は、筒状半製品Wの下端面21に対して部分的に接触させるべく欠損部15が形成されている。
(もっと読む)
焼結部品の高周波焼き入れ方法
【課題】焼結部品の外周に設けられる歯部などを、内周側の非焼き入れ部の薄肉部に割れを発生させずに高周波焼き入れすることを可能にして部品製造の歩留まりを向上させ、併せて焼き入れ後の部品の全品検査を不要となす方法を提供する。
【解決手段】外周に歯部2などの焼き入れ必要部を有し、さらに、その焼き入れ必要部よりも内径側にボス部3などの非焼き入れ部を有し、この非焼き入れ部に径方向厚み寸法の小さい薄肉部6が含まれている焼結スプロケットなどの焼結部品を高周波誘導加熱コイルの内側に配置し、この部品の焼き入れ必要部の高周波焼き入れを、加熱時間:2.5秒以下、焼き入れ必要部の最高到達温度:850℃〜950℃、高周波加熱時間をt(秒)、加熱中の焼結部品の回転数をr(rpm)とし、A=t×r/60とした場合、2≦A≦6、周波数:160KHz以上の条件下で行うようにした。
(もっと読む)
トロイダル型無段変速機
【課題】 トロイダル型無段変速機の寿命を長くする。
【解決手段】 入力ディスク2、出力ディスク3、パワーローラ5、およびスラスト軸受20の玉10のうち少なくとも一つを、質量比で、C含有率が0.3%以上0.6%以下で、Cr含有率が3%以上5%以下の鋼からなる素材を所定形状に加工した後、浸炭または浸炭窒化処理と、焼入れ処理と、焼戻し処理とをこの順で施して作製する。そして、その動力伝達面2a,3a,5aまたは転動面(玉10の表面)をなす表層部の硬さをHv697以上、前記表層部のCおよびNの合計含有率を0.9%以上2.0%以下、前記表層部の残留オーステナイト量を15体積%以上45体積%以下とし、芯部の硬さをHv302以上とする。
(もっと読む)
冷間加工された高強度シームレス耐食管の製造方法
【課題】シームレス管と比較して、外径が大きく、同等若しくは同等以上の品質及び性能を有し、製造コストを低減した溶接管を製造する方法を開発する。
【解決手段】耐食合金プレートを高速ロール曲げ機に供給することにより、所望の肉厚、長さ及び長手方向の継目部をした中空材を形成し、母材金属と類似する溶加材を用いて、或いは溶加材を用いずに、肉厚に渡り完全な溶け込みをするガス・タングステン・アーク溶接により長手方向の継目部を溶接する。複数の探針で溶接継目を超音波検査(UT)し、欠陥が発見された場合には、欠陥を修復或いは除去する。溶接部を圧盤でプレスし、或いは鍛造し、中空材本体を熱処理する。次に、外側と内側から酸化物の堆積分をすべて除去するために中空材をブラストし、或いは酸洗いする。中空材を冷間加工することによって高強度の耐腐食及び/又は耐浸食性のあるシームレス溶接耐食管へと完成させる。  (もっと読む)
(もっと読む)
バネ材の製造方法
【課題】 優れた加工精度と高疲労強度を両立させたバネ材の製造方法を提供する。
【解決手段】 質量%で、C:0.01%以下、Ni:8.0〜19.0%、Co:14.0%以下、Mo:2.0〜9.0%、Ti:2.0%以下(0は含まず)、Al:1.7%以下、O:30ppm以下、N:30ppm以下、残部は実質的にFeからなるバネ材を750〜950℃で固溶化処理して350HV未満の硬さとした後バネ形状に加工し、その後、400℃〜550℃で時効硬化処理を施すバネ材の製造方法である。好ましくは、疲労強度向上のために、上記の時効硬化処理の後に、バレル研磨若しくはショットピーニングを施す、或いは更に上記の時効硬化処理の後に窒化処理を施すか、または上記の時効硬化処理と同時に窒化処理バネ材の製造方法である。
(もっと読む)
1,141 - 1,160 / 1,317
[ Back to top ]