
Fターム[4K042DC02]の内容
Fターム[4K042DC02]に分類される特許
1,221 - 1,240 / 1,317
高温浸炭特性に優れた肌焼用圧延棒鋼
【課題】 浸炭深さが求められる例えばCVT用プーリー等の棒状の機械部品用素材として、浸炭や浸炭窒化処理をより短時間で行ない得るよう、従来例よりも高温で浸炭を行なった場合でも優れた結晶粒粗大化防止効果を発揮し得る様な肌焼用圧延棒鋼を提供すること。
【解決手段】 C,Si,Mnなどの含有率が特定される他、N,Al,Nb,Tiの含有率が特定された鋼材からなり、鋼材中のAl,Nb,Tiから選ばれる少なくとも1種の元素を含む円相当径100nm以上の炭化物、窒化物および炭窒化物、それらの2種以上が付着し、もしくは複合した析出物の数が1.0×1012個/m2以下である高温浸炭時の結晶粒粗大化防止特性に優れた肌焼用圧延棒鋼を開示する。
(もっと読む)
色のついたかみそりブレード
色のついたかみそりブレードが提供される。そのようなブレードを製造する方法も提供され、ブレード材料を焼入れプロセスに曝す工程、及び焼入れプロセス中にブレード材料を酸化して酸化層をブレード材料上に形成する工程を伴う方法が含まれる。その方法には、酸化工程の後でブレード材料を急冷してブレード材料のマルテンサイト変態を開始する工程、及び焼入れしたブレード材料をかみそりブレードに形成する工程も含み、酸化層により、色のついた表面を有するかみそりブレードが提供される。  (もっと読む)
(もっと読む)
配管の熱処理方法および装置

【課題】
既設配管において、配管内面の溶接金属部および溶接熱影響部の残留応力を圧縮応力に転換し、既設配管の内面に圧縮応力を発生させる配管の熱処理方法および装置を提供する。
【解決手段】
配管系を構成する配管の熱処理方法において、前記配管の内部に冷却剤を停滞させ、前記配管外面の任意の位置を加熱することにより、当該加熱部の配管の管壁面内に温度差の少ない温度分布を発生させた後、冷却剤を流動させることにより達成できる。
【効果】
配管内面の溶接金属部および溶接熱影響部の残留応力を圧縮応力に転換することで、溶接金属部および溶接熱影響部より発生する応力腐食割れを抑制できる。
(もっと読む)
マルテンサイト系ステンレス鋼管及びその製造方法
【課題】高い強度及び良好な靱性が確保でき、且つ、熱間加工性にも優れた、安価な成分系からなる耐炭酸ガス腐食性用の高強度マルテンサイト系ステンレス鋼管の提供。
【解決手段】C:0.18〜0.22%、Si:0.1〜0.5%、Mn:0.40〜1.00%、P:0.011〜0.018%、S≦0.003%、Cr:11.50〜13.50%、Ni≦0.5%、Al:0.0005〜0.003%、N:0.012〜0.040%、Cu:≦0.25%、Ti:≦0.05%、V:0.02〜0.18、Mo:0〜0.05%、Nb:0〜0.009%、B≦0.0010%及びCa≦0.0010%を含み、残部はFeと不純物からなり、650MPa以上の降伏強度及びVノッチ試験片を用いた0℃でのシャルピー衝撃値で70J/cm2を超える靱性を有する高強度マルテンサイト系ステンレス鋼管。
(もっと読む)
高強度肌焼鋼および高強度浸炭部品
【課題】 高強度肌焼鋼からなる鋼部品において、浸炭後、再焼入れにより、積極的に旧オーステナイト粒を超微細化して強度を向上させる。
【解決手段】 質量%で、C:0.10〜0.35%、Si:0.03〜0.50%、Mn:2.0%以下、N:0.020%以下、Al:0.005〜0.05%を含有し、さらにV:0.02〜0.10%、Nb:0.02〜0.1%のうち1種ないし2種を含有し、残部Feおよび不可避不純物からなり、旧オーステナイト結晶粒度が、JIS G0551で規定されているNo.11以上まで微細化したマルテンサイト組織からなる高強度肌焼鋼を使用し、この鋼からなる鋼部品を、浸炭後、再焼入れを行い、JIS G0551 No.11以上まで微細化したマルテンサイト組織からなるものとした高強度浸炭部品である。
(もっと読む)
軸受部品及びその製造方法
【課題】本発明は、焼入れ表層部の旧オーステナイト粒径を微細化して、転動疲労特性を向上させた軸受部品およびその製造方法を提供する。
【解決手段】素材となる鋼の成分組成が、質量%で、C:0.6〜1.5%、Si:0.1〜1.0%、Mn:0.1〜1.5%、Cr:0.05〜2.0%、残部Fe及び不可避的不純物からなる軸受部品であって、焼入れ表層部を有し、該焼入れ表層部の平均旧オーステナイト粒径が4.0μm以下であることを特徴とする軸受部品。
(もっと読む)
鋼の熱処理方法、転がり支持装置の構成部品の製造方法、および転がり支持装置

【課題】 寿命の長い転がり支持装置を得るための構成部品の製造方法および鋼の熱処理方法を提供する。
【解決手段】 高炭素クロム軸受鋼二種(SUJ2)からなる素材を、オーステナイト単相となる温度域にて加熱保持した後に油冷する第1工程と、AC1変態点以上に加熱保持した後に油冷する第2工程と、AC1変態点未満に加熱保持した後に放冷し、所定形状に加工する第3工程と、再度AC1変態点以上に加熱して、焼入れおよび焼戻しを行う第4工程と、をこの順で行う。
(もっと読む)
車輪支持用転がり軸受ユニット
【課題】 フランジの薄肉化を実現しつつフランジの面振れを抑制でき、且つ、現行形状のユニットの代換品としても使用可能な車輪支持用転がり軸受ユニットを低コストで提供する。
【解決手段】 車輪支持用転がり軸受ユニットのハブ輪1及び外輪を、C含有率が0.45質量%以上0.60質量%以下、Si含有率が0.20質量%以上1.5質量%以下、Mn含有率が0.60質量%以上1.2質量%以下、Cr含有率が0.03質量%以上0.8質量%以下の鋼からなる素材に対して熱間加工により所定形状に粗成形する。次に、ハブ輪1の外周面に形成される車輪取付用フランジ12を、冷間鍛造により所定形状に成形する。次に、ハブ輪1及び外輪3に焼入れ処理及び焼戻し処理を施す。そして、車輪取付用フランジ12をなす鋼のオーステナイト結晶粒の長軸の短軸に対する比を2以上20以下とする。
(もっと読む)
プラネタリギア機構の構成部品およびプラネタリギア機構の転がり支持機構
【課題】 高度の耐割れ強度と寸法安定性を有し、疲労特性(軸受部材では転動疲労特性)に優れたプラネタリギア機構の構成部品およびプラネタリギア機構の軸受部材を提供する。
【解決手段】 プラネタリギア機構10は、太陽歯車12と、その太陽歯車12の外周を取囲む内歯歯車15と、その太陽歯車12および内歯歯車15の双方に噛合う遊星歯車13とを有する。そのプラネタリギア機構10の構成部品は、窒素富化層を有し、オーステナイト結晶粒の粒度番号が10番を超え、かつ窒素富化層における残留オーステナイトが11%以上25%以下の範囲にある。
(もっと読む)
時効後の変形特性に優れたパイプライン用高強度鋼管およびその製造方法
【課題】優れた強度を有するとともに、塗装処理等における加熱によって時効した後も十分な変形性能を有するパイプライン用高強度鋼管およびその製造方法を提供する。
【解決手段】質量%で、C:0.02%〜0.09%、Si:0.001〜0.8%、Mn:0.5〜2.5%、P: 0.02%以下、S:0.005%以下、Ti:0.005〜0.03%、Nb:0.005〜0.3%、Al:0.001〜0.1%、N:0.001〜0.008%、を含有し、さらに、Ni:0.1〜1.0%、Cu:0.1〜1.0%、Mo:0.05〜0.6%、の2種以上を含有し、(Ni+Cu)−Mo>0.5を満足し、残部が鉄及び不可避的不純物からなる鋼板を冷間で筒状に成形し、端面同士をシーム溶接した鋼管であって、200℃から300℃の間に加熱後、管軸方向の2%の流動応力と0.5%の流動応力の差が30MPa以上である時効後の変形特性に優れたAPI規格X70〜X100級のパイプライン用高強度鋼管。
(もっと読む)
非鉄溶融金属用合金部材
【課題】 非鉄溶融金属と接触して使用される各種の耐溶損性合金部材に適用できるものについて、耐溶損性、耐摩耗性、耐酸化性および保温性に優れた非鉄溶融金属用合金部材を提供する。
【解決手段】 質量%で、C:1.0〜4.0%、Si:0.2〜4.0%、Mn<0.2%、Ni:4.0〜10.0%、Cr:10.0〜25.0%、Mo≦9.0%、V:4.0〜15.0%、Al:0.001〜0.1%を含有し残部Feおよび不可避的不純物元素から構成するとともに、該基体の表面に窒化層を形成したことを特徴とする。また、前記非鉄溶融金属用合金部材の基体がさらに質量%でW<0.2%、Co≦5.0%、Nb≦10.0%のうちいずれか一種以上を含有することを特徴とする。
(もっと読む)
非鉄溶融金属用合金部材
【課題】 非鉄溶融金属と接触して使用される各種の耐溶損性合金部材に適用できるものについて、耐溶損性、耐摩耗性、耐酸化性および保温性に優れた非鉄溶融金属用合金部材を提供する。
【解決手段】 質量%で、C:1.0〜4.0%、Si:0.2〜4.0%、Mn:0.2〜3.0%、Ni:4.0〜10.0%、Cr:10.0〜25.0%、Mo≦9.0%、V:4.0〜15.0%、Al:0.001〜3.0%を含有し残部Feおよび不可避的不純物元素から構成するとともに、該基体の表面に窒化層を形成したことを特徴とする。また、前記非鉄溶融金属用合金部材の基体がさらに質量%でW<0.2%、Co≦5.0%、Nb≦10.0%のうちいずれか一種以上を含有することを特徴とする。
(もっと読む)
軸受要素部品用鋼管、その製造方法および切削方法
本発明の軸受要素部品用鋼管によれば、特定成分を限定するとともに{211}面の集積度、さらに鋼管長手方向の常温衝撃値を規定することによって、快削元素を特別に含有させることなく、且つ球状化処理での焼鈍時間も従来と同様とし生産性の低下をきたすこともなく、被削性に優れ、さらに、転動疲労寿命も長い軸受要素部品の素材を提供することができる。したがって、本発明の製造方法や切削方法を適用することによって、レース、コロおよびシャフトなどの軸受要素部品を低廉な製造コストで、かつ効率的に製造できる。  (もっと読む)
(もっと読む)
転がり、摺動部品およびその製造方法
【課題】寸法安定性に優れた転がり、摺動部品およびその製造方法を提供する。
【解決手段】軸受鋼より所定の形状に形成された加工済み部品素材を、カーボンポテンシャルが1.2%以上の浸炭雰囲気中において840〜870℃で3時間以上加熱して浸炭処理を施した後、830℃以下に降温し、ついで急冷する。これにより、表面から最大せん断応力が作用する深さまでの表層部の全炭素量を1.0〜1.6wt%、および表層部のマトリックス中の固溶炭素量を0.6〜1.0wt%とするとともに、表層部に炭化物を析出させて炭化物の量を面積率で5〜20%でかつその粒径を3μm以下とする。さらに、表層部よりも深い部分の硬さをロックウェルC硬さで30〜64、表層部よりも深い部分の残留オーステナイト量を15%以下とする。
(もっと読む)
完全硬化耐熱鋼から成る部品を熱処理する方法及び完全硬化耐熱鋼から成る部品
本発明は、完全硬化耐熱鋼から成る部品を熱処理する方法であって、熱処理が部品の完全硬化、部品の表面層硬度増大及び部品の焼戻しを含んでいる。部品の表面層硬度増大の際表面層への強すぎる添加を回避しながら部品の表面層硬度増大の際、表面層の一層深い硬度増大を伴う拡散元素の一層大きい侵入深さ及び一層大きい表面層硬度を得て、その結果部品の高められた耐久限度を得るため、上部変態温度AC3より上にある共通な焼入れ及び拡散温度TH+Dに部品を加熱し、完全なオーステナイト化及び含まれる炭素の分解及び表面層への拡散分子の所望の添加に至るまで部品を共通な焼入れ及び拡散温度TH+Dに保持し、続いて部品を急冷することによって、部品の完全硬化及び部品の表面層のプラズマイオン硬化が、共通な工程(1)で行われる。 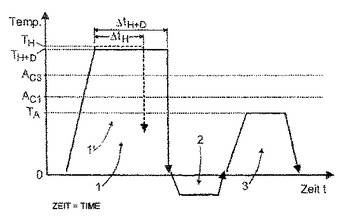 (もっと読む)
(もっと読む)
ステンレス鋼管の製造方法
【課題】鋼管内面に発生する異常酸化スケールを抑制するとともに、熱処理後の急冷により、スケールを効率よく除去できるステンレス鋼管の製造方法を提供する。
【解決手段】マンドレルミル圧延およびストレッチレデューサー圧延で製造したステンレス鋼管に熱処理を施し、酸洗処理により表面に生成したスケールを除去するステンレス鋼管の製造方法であって、前記マンドレルミル圧延でのC相当重量(g/m2)をX軸とし、当該マンドレルバーを用いて圧延されたステンレス鋼管の加熱温度(℃)をY軸とする関係図で表したとき、前記ステンレス鋼管の熱処理に際し、前記関係図中のA、B、C、D、EおよびFの各点を直線で結ぶ範囲内の条件で加熱した後、急冷することを特徴とするステンレス鋼管の製造方法である。
(もっと読む)
高加工性鋼管およびその製造方法
【要 約】
【課 題】 シーム溶接で溶解または変態した部分がそうでない部分と同程度に高い管軸方向r値を有して加工性、特に曲げ加工性に優れた高加工性鋼管およびその製造方法を提供する。
【解決手段】 シーム部分を含む円周方向全域で1.2 以上、より好ましくは1.6 以上の長手方向r値を有する高加工性鋼管である。この鋼管は、帯鋼を電縫溶接してなる鋼管に、好ましくはAc1 温度以上の加熱付与後、600 ℃以上かつAc3 以下の温度域で縮径率30%以上の縮径圧延を施す方法、あるいはさらに、該圧延後の冷却中に、または該冷却完了後に再加熱して、600 ℃以上900 ℃以下で1秒以上保持する熱処理を施す方法により製造される。
(もっと読む)
車両の駆動系部品の製造方法
【課題】 車両の駆動系部品の製造方法を工夫することで、生産能率の向上を図る。
【解決手段】 この駆動系部品の製造方法は、車両の駆動系部品の製造方法である。この製造方法は、材料を加工し駆動系部品を成形する第1工程S1と、駆動系部品にガス軟窒化処理を施す第2工程S2とを含んでいる。
(もっと読む)
低合金鋼及びその製造方法
【課題】クリープ強度及び靭性に優れた低合金鋼を提供する。
【解決手段】本発明による低合金鋼は、質量%で、C:0.01〜0.15%、Si:0.7%以下、Mn:0.1〜0.7%、Cr:1.5〜3.5%、Ti:0.005〜0.02%、B:0.0006〜0.01%、V:0.05〜0.3、Nb:0.01〜0.1%、Al:0.005〜0.05%、N:0.002〜0.05%、Mo+W:0.03〜3.5%、P:0.025%以下、S:0.025%以下、Ni:0〜0.8%、Ca:0〜0.005%、Nd:0〜0.10%を含有し、残部はFe及び不純物からなり、ラスマルテンサイト母相と析出物とを含む。ラスマルテンサイト母相のラス幅は2μm以下であり、析出物の大きさは1μm以下である。
(もっと読む)
高強度等速ジョイント用中間シャフト
【課題】 高周波焼入れ技術を有効に活かしつつ、静的ねじり強度で2000MPaレベルを超える特性を発揮し得る様な高強度CVJ用中間シャフトを提供すること。
【解決手段】 化学成分、特にC,Mn,Ni,Mo,Bなどの特定された鋼材からなり、シャフト最小径部の半径を(r)、高周波焼入れによる焼入れ硬化層の深さを(t)としたとき、(t/r)比が0.7以上で、且つ焼入れ硬化層の結晶粒度番号が9番以上であり、静的ねじり強度が2000MPa以上である高強度等速ジョイント用中間シャフトを開示する。
(もっと読む)
1,221 - 1,240 / 1,317
[ Back to top ]