
Fターム[4K043AB04]の内容
ストリップ・線材の熱処理 (4,781) | 被熱処理物(鋼材)の成分・組成 (1,551) | C:0.1%以上0.5%未満 (74)
Fターム[4K043AB04]に分類される特許
1 - 20 / 74
鋼板の製造設備及び製造方法
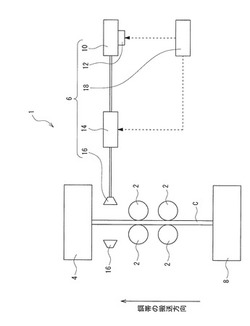
【課題】鋼帯の表面における模様状欠陥の発生を抑制することが可能な、鋼板の製造設備及び製造方法を提供する。
【解決手段】搬送されてくる鋼帯Cの表面から水分を除去するリンガーロール2と、リンガーロール2よりも鋼帯Cの搬送方向下流に配置され、且つ連続焼鈍炉の入側において鋼帯Cの表面を乾燥させるドライヤー4と、リンガーロール2とドライヤー4との間に配置され、鋼帯Cの表面へ霧状の冷却水を噴霧する噴霧設備6を備える。
(もっと読む)
鋼材の材質制御方法

【課題】フェライト中の炭素の拡散速度を強磁場を用いて抑制することで、材質制御を行う。
【解決手段】侵入型の固溶元素を含む鉄又は鋼であって、侵入型元素の拡散現象により引き起こされる現象、より、具体的には、時効、脱炭を、強磁場をかけることで制御する。強磁場を用いることで、高強度の高炭素鋼線の伸線加工後の時効による延性低下を制御する。
(もっと読む)
冷延鋼板の製造条件決定方法、製造条件決定装置および製造条件決定プログラム
【課題】実験による試行錯誤をすることなく、所望の機械的特性を有する冷延鋼板の製造条件を決定することができる冷延鋼板の製造条件決定方法、製造条件決定装置および製造条件決定プログラムを提供する。
【解決手段】製造条件決定方法は、所望の機械的特性を得るための目標フェライト分率等を決定する目標組織決定工程と、製造条件入力工程と、連続焼鈍時間算出工程と、オーステナイト粒径算出工程と、フェライト分率算出工程と、マルテンサイト硬さ算出工程と、目標フェライト分率等とフェライト分率等との差が予め定めた所定の閾値を超えるか否かを判定する組織比較判定工程と、判定結果に従って製造条件入力工程で入力された加熱温度、焼入れ温度および焼戻し温度を補正する製造条件補正工程とを含み、補正が終了するまでオーステナイト粒径、フェライト分率およびマルテンサイト硬さの算出処理を繰り返し行うことを特徴とする。
(もっと読む)
鋼線材及びその製造方法
【課題】熱延後の冷却中や、保管・搬送時には剥離せず、MDの際に容易に剥離するスケールが形成された線材、及びその製造方法を提供する。
【解決手段】本発明は、C:0.05〜1.2%(質量%の意味。以下、化学成分について同じ。)、Si:0.01〜0.5%、Mn:0.1〜1.5%、P:0.02%以下(0%を含まない)、S:0.02%以下(0%を含まない)、N:0.005%以下(0%を含まない)を含有し、残部が鉄及び不可避不純物である鋼線材であって、厚さ7.0μm以下のスケールを有し、且つ、該スケール中のFeO比率が30〜80体積%であり、Fe2SiO4比率が0.1体積%未満である鋼線材である。
(もっと読む)
ばね用鋼、ばね用鋼線及びばね
【課題】焼入れ後の焼戻し処理を省略しても高強度、高靭性、及び高耐力比を確保できるばね、ならびにこれに用いるばね用鋼線及びばね用鋼を提供することを目的とする。
【解決手段】本発明は、質量%で、C:0.15〜0.40%、Si:0.40%以上、1.0%未満、Mn:0.2〜2%、P:0.03%以下(0%を含まない)、S:0.02%以下(0%を含まない)、Cr:0.01〜1.2%、Ti:0.005〜0.1%、B:0.005%以下(0%を含まない)、N:0.002〜0.015%を含有し、残部が鉄および不可避不純物であることを特徴とするばね用鋼である。また前記ばね用鋼を、焼入れした後、焼戻しをすることなく、スキンパス伸線して得られ、引張強さが1900MPa以上、耐力比が0.90以上であるばね用鋼線も本発明に包含される。
(もっと読む)
表面性状に優れた冷延鋼板の製造方法および製造装置
【課題】ピックアップ疵がないような表面性状に優れた冷延鋼板を製造することのできる有用な方法、およびそのための製造装置を提供する。
【解決手段】本発明方法は、冷間圧延に続いて非酸化雰囲気の連続焼鈍炉内で焼鈍を行う際に、送給ロールと鋼板ストリップの隙間に酸化性のガスを導入しつつ焼鈍を行うものであり、本発明装置は、冷間圧延に続いて配置される連続焼鈍炉において、その雰囲気が非酸化性雰囲気に制御されると共に、送給ロールと鋼板ストリップの隙間に酸化性のガスを導入する機構が設けられたものである。
(もっと読む)
高炭素鋼線材の製造方法およびその製造装置
【課題】環境負荷低減型の高強力、かつ、高延性を有する高炭素鋼線材の製造方法およびその製造装置を提供する。
【解決手段】炭素を0.65〜1.0質量%含有する高炭素鋼線材に対し、加工歪みεが1.5以下の加工を施し加工発熱により鋼線温度を200〜450℃の範囲に上昇させ、次いで、連続的に加熱装置を用いて鋼線温度を800〜950℃の範囲に上昇させた後、600〜750℃の温度範囲で加工歪みεを0.5〜2.0の範囲にて加工を加える。600〜750℃の温度範囲における加工処理終了後、550℃までの冷却速度は、100℃/sec.以下であることが好ましい。
(もっと読む)
伸線性に優れた高強度ばね用鋼線材およびその製造方法、並びに高強度ばね
【課題】硬さの上昇に伴う変形抵抗の増大を防止し、生産性を阻害する熱処理を省略、若しくは短時間への熱処理へと簡略化しても良好な伸線加工性等を発揮することのできる高強度ばね用鋼線材、およびこのような高強度ばね用鋼線材を製造するための有用な方法、並びに高強度ばね用鋼線材を素材として得られる高強度ばね等を提供する。
【解決手段】本発明の高強度ばね用鋼線材は、熱間圧延後の鋼線材であり、所定の化学成分組成を有し、パーライトを主体とする組織であり、且つパーライトノジュール粒度番号の平均値Paveおよびその標準偏差Pσが、夫々下記(1)式、(2)式を満足する。
9.5≦Pave≦12.0 …(1)
0.2≦Pσ≦0.7 …(2)
(もっと読む)
高強度鋼板およびその製造方法
【課題】Si含有量が多い場合でも、優れた化成処理性及び電着塗装後の耐食性を有する高強度鋼板およびその製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.18%、Si:0.4〜2.0%、Mn:1.0〜3.0%、Al:0.001〜1.0%、P:0.005〜0.060%、S≦0.01%を含有し、残部がFeおよび不可避的不純物からなる鋼板に、連続焼鈍を施す際に、加熱過程では、加熱炉内温度:600℃以上750℃以下の温度域を昇温速度:7℃/s以上とする。
(もっと読む)
高強度鋼板およびその製造方法
【課題】Si含有量が多い場合でも、優れた化成処理性及び電着塗装後の耐食性を有する高強度鋼板およびその製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.18%、Si:0.4〜2.0%、Mn:1.0〜3.0%、Al:0.001〜1.0%、P:0.005〜0.060%、S≦0.01%を含有し、残部がFeおよび不可避的不純物からなる鋼板に、連続焼鈍を施す際に、加熱過程では、焼鈍炉内温度:600℃以上A℃以下(A:650≦A≦900)の温度域を昇温速度:7℃/s以上、かつ、雰囲気の露点:−40℃以下とする。
(もっと読む)
高強度鋼板およびその製造方法
【課題】Si含有量が多い場合でも、優れた化成処理性及び電着塗装後の耐食性を有する高強度鋼板およびその製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.18%、Si:0.4〜2.0%、Mn:1.0〜3.0%、Al:0.001〜1.0%、P:0.005〜0.060%、S≦0.01%を含有し、残部がFeおよび不可避的不純物からなる鋼板に、連続焼鈍を施す際に、加熱過程では、加熱炉内温度:600℃以上A℃以下(A:650≦A≦780)の温度域を雰囲気中中の露点:−40℃以下、かつ、昇温速度:7℃/s以上で、加熱炉内温度:A℃超えB℃以下(B:800≦B≦900)の温度域を雰囲気中中の露点:−10℃以上で行う。
(もっと読む)
高強度鋼板およびその製造方法
【課題】Si含有量が多い場合でも、優れた化成処理性及び電着塗装後の耐食性を有する高強度鋼板およびその製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.18%、Si:0.4〜2.0%、Mn:1.0〜3.0%、Al:0.001〜1.0%、P:0.005〜0.060%、S≦0.01%を含有し、残部がFeおよび不可避的不純物からなる鋼板に、連続焼鈍を施す際に、加熱過程では焼鈍炉内温度:600℃以上A℃以下(A:650≦A≦1000)の温度域を昇温速度:7℃/s以上とし、かつ、均熱過程では焼鈍炉内温度:820℃以上1000℃以下の温度域を雰囲気の露点:−45℃以下とし、さらに、冷却過程では750℃以上の温度域を雰囲気の露点:−45℃以下とする。
(もっと読む)
高強度鋼板およびその製造方法
【課題】Si含有量が多い場合でも、優れた化成処理性及び電着塗装後の耐食性を有する高強度鋼板およびその製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.18%、Si:0.4〜2.0%、Mn:1.0〜3.0%、Al:0.001〜1.0%、P:0.005〜0.060%、S≦0.01%を含有し、残部がFeおよび不可避的不純物からなる鋼板に、連続焼鈍を施す際に、加熱過程では、加熱炉内温度:A℃以上B℃以下(A:600≦A≦780、B:800≦B≦900)の温度域を雰囲気の露点:−10℃以上とする。
(もっと読む)
高強度かつ耐水素脆化特性に優れた機械部品用線材、鋼線、および機械部品とその製造方法
【課題】部品としての引張強度が1200MPa以上1500MPa未満であり、かつ耐水素脆化特性に優れた機械部品を得ることが可能な特殊鋼線材、鋼線および機械部品とその製造方法を提供する。
【解決手段】鋼材化学成分が質量%で、C:0.35〜0.85%、Si:0.05〜2.0%、Mn:0.20〜1.0%、P:0.030%以下、S:0.030%以下、Al:0.005〜0.05%を含有し、残部がFe及び不可避的不純物からなり、熱間圧延後の変態前のオーステナイト結晶粒の粒度番号が8以上であり、変態後のパーライト組織を体積率で64×(C%)+52%以上含み、残部の組織が初析フェライト組織、またはベイナイト組織の1種または2種からなる特殊鋼線材。該線材から製造された特殊鋼鋼線。該鋼線から製造された引張強さが1200MPa以上1500MPa未満であり、かつ耐水素脆化特性に優れた機械部品。
(もっと読む)
鋼板の製造方法
【課題】Si含有量が0.2質量%以上の鋼板であって、全長、全幅にわたり良好な化成処理性が得られる鋼板を低コストに製造する。
【解決手段】
鋼板を連続焼鈍するに際し、直火加熱炉内の通板方向に沿って、各々が直火バーナー群を備えた3つ以上の加熱ゾーンを設け、最上流側の1つ以上の加熱ゾーン(A)では、直火バーナーの空気比0.60〜0.95で鋼板を400〜600℃に加熱し、その下流側の1つ以上の加熱ゾーン(B)では、直火バーナーの空気比1.05〜1.25で鋼板を600〜750℃に加熱し、最下流側の1つ以上の加熱ゾーン(C)では、直火バーナーの空気比0.60〜0.95で鋼板を650〜800℃に加熱する。
(もっと読む)
高強度ばね用鋼
【課題】ばね用鋼をコイリングしてコイルばねに加工する際に、コイリング後に行う焼入れ後の焼戻し処理を省略しても高強度と良好な腐食疲労特性を両立し、さらに低温靭性にも優れるコイルばねを提供できるばね用鋼を提供する。
【解決手段】C:0.15〜0.40%、Si:1〜3.5%、Mn:0.20〜2.0%を含有するとともに、Ti:0.005〜0.10%、Nb:0.005〜0.05%、およびV:0.25%以下よりなる群から選択される少なくとも1種、Cr:0.05〜1.20%、P:0.030%以下、S:0.02%以下を含有し、残部が鉄および不可避不純物からなり、下記式(1)で示される炭素当量Ceq1が0.55以下であるばね用鋼。
Ceq1=[C]+0.108×[Si]−0.067×[Mn]+0.024×[Cr]−0.05×[Ni]+0.074[V] ・・・(1)
(もっと読む)
金属ストリップ材料の熱処理方法、およびその方法で製造されたストリップ材料
本発明は、ストリップの幅にわたって異なる機械的性質を与える金属ストリップ材料を熱処理する方法であって、ストリップが加熱及び冷却され、所望により、連続焼きなまし工程の間に過時効される方法に関するものである。本発明によれば、工程のうちの以下のパラメータ:加熱速度、最高温度、最高温度保持時間、最高温度後の冷却軌道の少なくとも1つが、ストリップの幅にわたって異なるか、または、過時効が行われる場合、前記工程のうちの以下のパラメータ:加熱速度、最高温度、最高温度保持時間、最高温度後の冷却軌道、過時効温度、過時効温度保持時間、過時効前の最低冷却温度、過時効温度への再加熱速度の少なくとも1つが、ストリップの幅にわたって異なり、その際、冷却軌道の少なくとも1つが非線形温度−時間経路をたどる。本発明はまた、このように製造されるストリップ材料にも関するものである。 (もっと読む)
容易に成形可能な平鋼製品の製造方法、平鋼製品及び該平鋼製品から部品を製造する方法
本発明は、0.1〜0.4重量%のC含量を有する容易に成形可能な平鋼製品を経済的に製造できる方法に関する。そのため、本発明によれば、焼きなまし処理を0.1〜25体積%のH2、H2Oと、残余のN2及び残りとして技術的に不可避の不純物とを含み、かつ−20℃〜+60℃の露点を有する焼きなまし雰囲気下で行い、この焼きなまし雰囲気の関係H2O/H2は最大0.957である。焼きなまし処理後、平鋼製品を600〜1100℃の保持温度に加熱し、この温度で10〜360秒の保持時間、平鋼製品を保持し、その結果、焼きなまし処理後に得られる平鋼製品は、10〜200μmの厚さであり、かつその自由表面に隣接する延性エッジ層(R)を有し、このエッジ層は、エッジ層で覆われている平鋼製品の内部コア層の延性より大きい延性を有する。本発明は、それに応じて提供される、特に熱間成形又は冷間成形に適した平鋼製品及び該平鋼製品から部品を製造する方法にも関する。 (もっと読む)
クロム系ステンレス鉄筋の製造方法
【課題】狙いとする強度区分に安定して製造することが容易なクロム系ステンレス鉄筋の製造方法を提供すること。
【解決手段】質量%で、C:0.15%以下、Si:1.00%以下、Mn:1.00%以下、P:0.040%以下、S:0.030%以下、Ni:0.60%以下、Cr:11.0〜13.5%、N:0.15%以下を含有し、残部がFe及び不可避的不純物よりなる鋼材を熱間圧延した後、600℃以上の温度であって、かつ焼もどしパラメータであるT(20+logt)/1000(T:焼なまし温度(K)、t:焼なまし時間(hr)、logは常用対数)が17.0〜23.0の範囲となる条件で焼なまし処理を施すことを特徴とするクロム系ステンレス鉄筋の製造方法である。
(もっと読む)
中〜高炭素鋼線材の連続加工熱処理ライン
【課題】 3方ロールの圧延機や4方ロールの圧延機で製造している中〜高炭素鋼線材よりも、さらなる高強度・高靭性の中〜高炭素鋼線材を製造することができる中〜高炭素鋼線材の加工熱処理ラインを提供すること
【解決手段】 中〜高炭素鋼線材の連続加工熱処理ラインにおいて、素線鋼材を圧延温度に加熱する第1の加熱装置の下流にトータル減面率50%以上を可能とする2方ロール圧延機群および圧延直後5秒以内に冷却を開始する圧延直後冷却装置、鋼材全断面をMf点温度以下に冷却する焼入れ冷却ジャケット、焼き戻し温度に加熱する第2の加熱装置、インデント加工用ロールダイスもしくは寸法調整のためのスキンパスロールダイスと、焼き戻し冷却ジャケットとを順に設置したことを特徴とする中〜高炭素鋼線材の連続加工熱処理ライン。
(もっと読む)
1 - 20 / 74
[ Back to top ]