
Fターム[4K043CA03]の内容
ストリップ・線材の熱処理 (4,781) | 加熱手段 (217) | 電熱ヒータ (16)
Fターム[4K043CA03]に分類される特許
1 - 16 / 16
鋼板の加熱方法および加熱装置
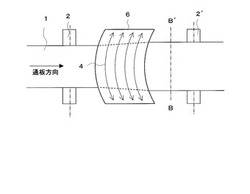
【課題】鋼板を急速加熱する際、鋼板を拘束するロールの有無に拘わらず発生する絞りを効果的に防止することができる鋼板の加熱方法を提案すると共に、その方法に用いる加熱装置を提供する。
【解決手段】連続的に搬送される鋼板を加熱する方法において、鋼板面に投影した形状が上流側に凸形状のソレノイド型誘導加熱コイル等を用いて鋼板の板幅中央部を先行して加熱し、加熱時の鋼板の等温線が上流側に凸形状となるよう加熱することで、一つの大きなしわを発生させて絞りを防止する鋼板の加熱方法。
(もっと読む)
薄鋼板用連続焼鈍設備

【課題】0.5mm以下の薄鋼板に高温長時間の焼鈍を施しても炉内破断を起こし難い新規な連続焼鈍設備を提供する。
【解決手段】薄鋼板を、炉内に対向して配設された反転ロールに巻きつけて進行方向を反転し、炉内を往復させながら焼鈍を施す連続焼鈍設備において、上記反転ロールを、対向して水平方向に配設することによって鋼板の自重による張力増大を軽減するとともに、ロール軸心が鋼板進行方向に直交する方向より一定方向に、好ましくは2〜10°ずらして配設し、対向する反転ロールの周囲を鋼板を螺旋状に移動させることによって、薄鋼板の高温長時間の焼鈍を可能とする。
(もっと読む)
鋼線を熱処理する装置および方法
【解決手段】 本発明は、少なくとも1つの細長い部材、特に、金属部材、例えば、1以上のワイヤ(2)、特に、鋼線を、一の連続したプロセスにおいて熱処理する炉(1)に関する。当該炉は、入口(3)および出口(4)と、入口(3)と出口(4)との間に延在し、第1の軸状部分(8)を形成している1以上の炉構成部(5)とを備え、1以上の炉構成部(5)の温度を設定する1以上の加熱部(6)は、炉(1)の内部、特に、第1の軸状部分(8)の内部に配置されている。細長い部材、特に、金属部材は、第1の軸状部分(8)に沿って輸送可能である。本発明によると、第1の軸状部分(8)に接続されている少なくとも1つの第2の軸状部分(9)、および、少なくとも1つのファン(7)を備えており、ファンによって、炉(1)の内部の雰囲気は、第1の軸状部分(8)および第2の軸状部分(9)に沿って周回するように循環させる。本発明はさらに、少なくとも1つの細長い部材、特に、金属部材、例えば、1以上のワイヤ(2)、特に、鋼線を、一の連続したプロセスにおいて熱処理するモジュールに関し、炉(1)および当該モジュールを備える装置に関し、少なくとも1つの細長い金属部材、例えば、1以上のワイヤ(2)、特に、鋼線を一の連続したプロセスで熱処理する方法に関する。 (もっと読む)
金属ストリップの横型連続焼鈍炉
【課題】加熱能力を効果的に高めることのできる金属ストリップの横型連続焼鈍炉を提供する。
【解決手段】金属ストリップ20の横型連続焼鈍炉10において、加熱室12の上部にセラミックスから成る支持板36を横設して、支持板36の上面に電熱線から成る電気ヒータ44Cを横向きに寝た状態且つ波打形状をなす状態に設置し、電気ヒータ44Cで加熱された支持板36からの輻射熱を、下方を通過する金属ストリップ20に当てて加熱するようにする。
(もっと読む)
連続熱処理装置
【課題】 線径の細い金属線材の処理の場合にも破断の発生を防止することができ、なおかつ表面に擦り疵や掻き疵の発生がない、金属線材の連続熱処理装置を提供する。
【解決手段】 連続熱処理装置の熱処理炉13を構成する炉心管15を地表面に対して垂直に配置し、炉心管15の上側には巻き取りコイル12などを、また炉心管15の下側にはローラーに代えて繊維チューブ20などの支持装置をそれぞれ設置する。これにより、炉心管15内を搬送される金属線材18に加えられる張力を、金属線材18が炉心管15の内部に接触せずに搬送されるための最小の大きさとすることができる。
(もっと読む)
ストリップ材処理装置
【課題】ストリップ材の温度を幅方向に均一化できるストリップ材処理装置を提供する。
【解決手段】ストリップ材処理装置1は、ヒータ14を有する循環ダクト15の下流側をストリップ材8の幅方向に区分してなり、ストリップ材8の幅方向に並んでストリップ材8に熱風を吹き付ける複数の熱風吹き付け手段18と、熱風吹き付け手段18の下流側で、ストリップ材8の幅方向の温度分布を計測する測温手段20と、測温手段20の検出結果に応じて、ストリップ材8の幅方向の温度差を低減するように、熱風吹き付け手段18毎に、ダンパ16の開度を調節することで吹き付ける熱風の風量を調節する熱風調節手段21とを有する。
(もっと読む)
キュリー点を有する鋼帯の連続焼鈍方法及び連続焼鈍設備
【課題】キュリー点を有する鋼帯を長手方向に均一な昇温速度で焼鈍することができる、鋼帯の連続焼鈍方法及び連続焼鈍設備を提供する。
【解決手段】加熱帯が第1加熱帯〜第3加熱帯に区分されている連続焼鈍設備を用い、前記第1加熱帯において、前記鋼帯を500℃以上、キュリー点Tc(℃)−50℃未満まで加熱する第1加熱手段と、前記第2加熱帯において、前記第1加熱帯で加熱された鋼帯をキュリー点Tc−30℃ないしキュリー点Tc−5℃の温度領域まで、上流及び下流のソレノイドコイル式高周波誘導加熱装置により加熱する第2加熱手段と、前記第3加熱帯において、前記第2加熱帯で加熱された鋼帯をキュリー点を超える処理目標温度まで加熱する第3加熱手段とを設け、前記下流のレノイドコイル式高周波誘導加熱装置の実績出力電力値に基いて前記上流のレノイドコイル式高周波誘導加熱装置の出力電力値を制御する。
(もっと読む)
冷間連続圧延設備の制御装置
【課題】圧延材の材質情報としてフェライト粒径等の粒径情報を測定し、その測定結果を制御モデルに反映させることにより、制御モデルの予測精度を大幅に向上させることができる冷間連続圧延設備の制御装置を得る。
【解決手段】複数の圧延スタンドによって圧延材2を圧延する圧延装置1と、圧延装置1の前段に設けられ、圧延装置1によって圧延される前の圧延材2の粒径情報を測定するレーザ超音波粒径センサ3と、圧延装置1に関する圧延制御モデルを有し、圧延制御モデルの算出結果に基づいて圧延装置1を制御することにより、圧延材2の板厚制御を行う制御手段とを備える。そして、制御手段は、レーザ超音波粒径センサ3によって測定された粒径情報を一つの入力情報として、圧延制御モデルによる算出を行う。
(もっと読む)
連続焼鈍ラインの運転方法及び連続焼鈍設備
【課題】ライン運転停止状態にある連続焼鈍ラインでのライン運転を再開する際に、低炭素鋼板や極低炭素鋼板等のバックリングが発生しやすい鋼板で発生するバックリングに起因する板破断を防止できる連続焼鈍ラインの運転方法及び前記方法の実施に使用する連続焼鈍設備を提供する。
【解決手段】ライン運転停止状態にある鋼板の連続焼鈍ラインのライン運転を再開して鋼板を連続焼鈍する際に、加熱帯前段のロール室9内の最前段の炉内ロール8に巻き付いている鋼板を、巻き付いている鋼板面に対向させて配置した加熱手段11で加熱して、該鋼板の生焼け部を再結晶させ、その後ライン運転を行い、鋼板を連続焼鈍する。
(もっと読む)
キュリー点を有する鋼帯の連続焼鈍方法および連続焼鈍設備
【課題】キュリー点を有する鋼帯を長手方向に均一に焼鈍することができる、鋼帯の連続焼鈍方法及び連続焼鈍設備を提供する。
【解決手段】加熱帯、均熱帯、冷却帯からなる連続焼鈍設備での、キュリー点(Tc)を有する鋼帯のTcを超える焼鈍温度での連続焼鈍方法において、前記加熱帯での加熱処理を3領域に区分し、第1加熱帯では、ガス加熱による輻射加熱手段及び/又は電気ヒータによる輻射加熱手段により、鋼帯をTc−50℃未満まで加熱し、続く第2加熱帯では、該加熱鋼帯を、ソレノイドコイル式高周波誘導加熱手段により、Tc−30℃乃至Tc−5℃の領域まで加熱し、最後の第3加熱帯では、該加熱鋼帯を、ガス加熱による輻射加熱手段及び/又は電気ヒータによる輻射加熱手段により、Tcを超える処理目標温度まで加熱する。
(もっと読む)
オイルテンパー線およびその製造方法
【課題】オイルテンパー線の材料に起因するノイズ信号を低減し、および/または、スケールの剥離に依存するノイズ信号を低減することで、既存の探傷器を用いて30μm程度の微小な疵の検出を可能にしたオイルテンパー線およびその製造方法を提供する。
【解決手段】鋼線表面にスケールを有するオイルテンパー線であって、鋼線の金属組織が、焼戻しマルテンサイトと、焼戻しマルテンサイト中に分布したCoを含有する球状化セメンタイトとを含み、鋼線の保磁力が38.0Oe以上であることを特徴とするオイルテンパー線である。
(もっと読む)
金属箔のスレッディング装置
【課題】簡素な装置構成で、円滑にスレッディングを行うことができる金属箔のスレッディング装置を提供すること。
【解決手段】スレッディングバー22を、その両端部にて互いに連結可能な複数のパイプ又は棒から構成し、スレッディングバー22を炉内のサポートロール21の上端レベルより高い位置まで持ち上げるスレッディング治具23を、サポートロール22の上流側近傍に配置した。
(もっと読む)
高力鋼のストリップを熱浸漬亜鉛メッキの目的のために連続的に焼なまし及び下準備するための方法
【課題】 高力鋼のストリップを液体金属の浴中で熱浸漬被覆する目的のためにそれを連続的に焼なまし及び下準備するための方法を提供する。
【解決手段】 鋼ストリップは少なくとも二つのセクション内で処理され、それらは、ストリップの進行方向で考えると連続して加熱及び温度維持セクションと冷却及び移動セクションを含み、加熱及び温度維持セクション内でストリップは加熱され、次いで酸化性雰囲気で所定の焼なまし温度に維持され、冷却及び移動セクション内で焼なましされたストリップは還元性雰囲気で少なくとも冷却されかつ先行セクション内で形成された酸化物層内に存在する酸化鉄の完全な還元を受ける。このとき酸化性雰囲気は還元性雰囲気から分離され、制御された酸素含有量が加熱及び温度維持セクション内で50〜1000ppmに維持され、かつ制御された水素含有量が冷却及び移動セクション内で4%未満、好ましくは0.5%未満の値に維持される。
(もっと読む)
外皮付き電気ヒータの外皮溶損防止方法
【課題】、非接地系の電源回路において、熱処理炉内に設置される外皮付き電気ヒータの外皮内に堆積する酸化スケールによる2相地絡を、外皮の溶損前に検出できる外皮付き電気ヒータの外皮溶損止方法を提供すること。
【解決手段】外皮付き電気ヒータをデルタ結線した各相の電流値を電流検出器3により検出し、検出した電流を電流変換器4により例えば4〜20mAの出力に変換し、制御装置5に取り込む。制御装置5にて各相の電流の変化率を演算し、この変化率が事前に設定する変化率よりも大きくなった場合、リレー2を作動させ、過電流遮断器1により外皮付き電気ヒータへの電流を遮断する。
(もっと読む)
金属線材の連続熱処理装置
【課題】チタンなどの活性な金属や合金からなる長尺な金属線材を、表面に摺り疵や掻き疵などを生じることなく、不活性雰囲気内で連続して確実に熱処理できる金属線材の連続熱処理装置を提供する。
【解決手段】中心部を貫通するパイプ6内の不活性雰囲気中に当該パイプ6の軸方向に沿って連続供給される金属線材w1,w2を熱処理する熱処理炉2と、係る熱処理炉2における上記パイプ6の入口7の手前に配置され、連続供給される上記金属線材w1を、その送り方向とほぼ直交する例えば上下方向に沿って振動させる振動手段と、を含み、係る振動手段は、モータ(駆動源)Mの回転軸16に対し、中心を偏心させて固定した溝付きローラ18である、金属線材の連続熱処理装置1。
(もっと読む)
ステンレス鋼帯の焼鈍方法および焼鈍装置
【課題】薬剤の使用を必要としないステンレス鋼帯の焼鈍方法および焼鈍装置を提供する。
【解決手段】ステンレス鋼帯の焼鈍方法(4)は、少なくとも1回の圧延工程を経た後に、少なくとも下記の工程:ステンレス鋼帯を還元性雰囲気中で加熱する工程(2)、ステンレス鋼帯を冷却する工程(2)、ステンレス鋼帯の表面に粗さを転写する工程(23)を、典型的には連続して行なう。ステンレス鋼帯の焼鈍装置(4)は、ステンレス鋼帯を還元性雰囲気中で加熱する手段(2)、ステンレス鋼帯を冷却する手段(2)、ステンレス鋼帯の表面に粗さを転写する手段(23)を含む。
(もっと読む)
1 - 16 / 16
[ Back to top ]