
Fターム[4K043CB01]の内容
ストリップ・線材の熱処理 (4,781) | 冷却手段 (202) | 液体による冷却 (83)
Fターム[4K043CB01]の下位に属するFターム
浸漬によるもの (45)
Fターム[4K043CB01]に分類される特許
1 - 20 / 38
線材の製造装置および製造方法
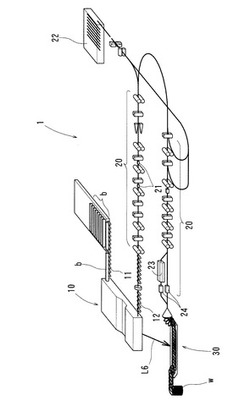
【課題】ビレットから線材を製造する線材の製造装置において、熱を有効活用して、エネルギーコストを抑える。
【解決手段】ビレットbを加熱する加熱炉10の過熱防止に用いられる冷却水の排水を、補給管L6を通じて、線材wを浸漬する熱処理槽30へ処理水として導入する。加熱炉を冷却した後の排水は比較的高温であるため、これを熱処理槽30の処理水として用いる場合、常温の処理水を使用温度にまで加熱する場合に比べて、加熱に要するエネルギーが少なく済み、エネルギーコストの削減が図られる。
(もっと読む)
連続焼鈍ラインの制御方法及び制御装置

【課題】バックリングによる金属ストリップの破断を抑制すること。
【解決手段】連続焼鈍ライン1の制御方法において、連続焼鈍ライン1を移動する金属ストリップのバックリングを検出する検出ステップと、検出ステップによって金属ストリップのバックリングが検出された場合、バックリングの検出位置における金属ストリップの張力と温度との少なくとも一方を低減する制御ステップとを含む。
(もっと読む)
熱延鋼帯の製造方法及び熱延鋼帯の冷却設備
【課題】コイルの潰れ発生を抑制することができる熱延鋼帯の製造方法を提供する。
【解決手段】仕上げ圧延された直後の熱延鋼帯を50℃/秒以上の冷却速度で急速に冷却する急速冷却工程と、急速冷却工程の後に、熱延鋼帯を緩やかな温度勾配で目標巻取温度まで冷却する緩冷却工程(第1及び第2緩冷却工程)と、この緩冷却工程の後に、コイラーに巻き取られた前記コイルを所定時間の間、冷却保持するコイル冷却工程とを備えている。
(もっと読む)
耐久性及び耐へたり性に優れたバネ用鋼線及びこれを用いたバネ
【課題】 高価な材料を使用することなく耐久性及び耐へたり性に優れたバネ用鋼線及びこれを用いたバネを提供する。
【解決手段】 Cを0.63〜0.68質量%、Siを1.20〜1.60質量%、Mnを0.50〜0.80質量%、Crを0.50〜0.80質量%、及びVを0.10〜0.20質量%含有し、残部がFeのバネ用鋼線であって、その断面の旧オーステナイト粒径の粒度番号が12.5以上13.5以下であり、且つその透過型電子顕微鏡写真において円相当で直径0.1μm以上の大きさを有する炭化物の密度が5個/μm2以下である。これを用いたバネは、120℃で48時間に亘ってせん断応力800〜1000MPaの負荷をかけた後の残留せん断歪が0.055%以下であり、所定の振幅応力を3.0×107回繰り返しかけても折損しない。
(もっと読む)
流量制御弁および高温の金属ストリップまたは金属プレートの冷却方法
【課題】応答速度及び正確さに関して優れた流量制御弁を提供する。
【解決手段】流体導管を形成するハウジングと、ハウジング内を流れる流体に最大インピーダンスを与える第1の位置と導管内を流れる流体に最小インピーダンスを与える第2の位置との間で移動可能な隔壁と、軸を介して、隔壁を、前記第1の位置、第2の位置および第1の位置と第2の位置との中間の位置に動かすことができる空気圧式アクチュエータと、入力電気信号に比例し少なくとも2つの流路間で切換え可能な空気流を空気圧式アクチュエータに供給する空気圧比例弁と、隔壁の位置を表すフィードバック信号を発生する手段と、前記フィードバック信号と必要な隔壁位置によって決まる基準信号とを受信し、空気圧比例弁に制御信号を供給するコントローラとから構成される。
(もっと読む)
中〜高炭素鋼線材の連続加工熱処理ライン
【課題】 3方ロールの圧延機や4方ロールの圧延機で製造している中〜高炭素鋼線材よりも、さらなる高強度・高靭性の中〜高炭素鋼線材を製造することができる中〜高炭素鋼線材の加工熱処理ラインを提供すること
【解決手段】 中〜高炭素鋼線材の連続加工熱処理ラインにおいて、素線鋼材を圧延温度に加熱する第1の加熱装置の下流にトータル減面率50%以上を可能とする2方ロール圧延機群および圧延直後5秒以内に冷却を開始する圧延直後冷却装置、鋼材全断面をMf点温度以下に冷却する焼入れ冷却ジャケット、焼き戻し温度に加熱する第2の加熱装置、インデント加工用ロールダイスもしくは寸法調整のためのスキンパスロールダイスと、焼き戻し冷却ジャケットとを順に設置したことを特徴とする中〜高炭素鋼線材の連続加工熱処理ライン。
(もっと読む)
各種高強度鋼の生産に適するフレキシブルな帯鋼処理ライン
順次に設けられたアンコイリング及び洗浄ステーション、加熱ステーション、均熱ステーション、徐冷ステーションの後、ハイ水素ジェット冷却ステーションと水焼入れ冷却ステーションが並行に設けられ、ハイ水素ジェット冷却ステーションの後に、再加熱ステーション、オーバーエージングステーション、最終冷却ステーション、テンパーステーション、フィニッシュステーション、塗油ステーション及び巻取りステーションが順次に設けられ、水焼入れ冷却ステーションの後に、酸洗ステーション及び電気めっきステーションが順次に設けられ、溶融亜鉛めっきステーションは再加熱ステーションの後に接続され、めっき層合金化焼鈍しステーションは溶融亜鉛めっきステーションの後に接続されるとともに、接続通路を介して前記の最終冷却ステーションに接続され、前記の酸洗ステーション及び電気めっきステーションは、それぞれ接続通路を介して再加熱ステーションに連通され、前記の電気めっきステーションは、接続通路を介してアンコイリング及び洗浄ステーションに直接に連通され、前記の水焼入れ冷却ステーションは、固定されたバイパスを介して徐冷ステーションに連通され、前記の再加熱ステーションの後には、移動可能なバイパスを介してオーバーエージングステーションが連通される。本発明によれば、各種高強度鋼の生産を、一つの装置に統合させて、フレキシブルな生産を実現した。  (もっと読む)
(もっと読む)
熱延鋼板の冷却方法及び冷却設備
【課題】熱延鋼板の巻取温度を精度良く目標巻取温度に制御することが可能な熱延鋼板の冷却方法及び冷却設備を提供する。
【解決手段】冷却設備100は、水冷及び空冷の切り替えが可能な複数の冷却装置1と、各冷却装置の入側及び出側にそれぞれ配置された複数の温度計2、2Aと、冷却装置の入側と出側の熱延鋼板の温度差に基づき、水冷時及び空冷時の熱伝達率を算出する熱伝達率算出手段3と、熱伝達率算出手段によって算出した水冷時及び空冷時の熱伝達率を用いて伝熱計算を行うことにより、複数の冷却パターンについての熱延鋼板の巻取温度を予測する巻取温度予測手段4と、複数の冷却パターンのうち予測した熱延鋼板の巻取温度が所定の温度となる冷却パターンを選択し、該選択した冷却パターンに従って各冷却装置が行う水冷又は空冷を切り替える冷却制御手段5とを備える。
(もっと読む)
Si含有鋼板の製造方法
【課題】Siを0.05質量%以上含むSi含有鋼板1を加熱・均熱帯2と気水冷却または水冷却による急冷を行う冷却帯3を通過させて連続焼鈍した後、酸洗設備5で酸洗し、電気めっき設備6でNiまたはNi合金の薄めっきを施すことからなるSi含有鋼板の製造方法において顕著に見られる黄変を防止する。
【解決手段】電気めっき後の鋼板1に、黄変防止処理設備7において、(A)分子量160以下の低分子量カルボン酸およびその塩、ならびに(B)キレート剤系ホスホン酸およびその塩から選ばれた1種または2種以上を合計500〜30000mg/L含有する黄変防止処理液と接触させることにより黄変防止処理を施す。
(もっと読む)
鋼板の冷却方法および装置
【課題】弱冷での板面内の冷却ムラを防止する鋼板の冷却方法及び装置を提供する。
【解決手段】上下に配置したノズル群22、21からの水吹き付けにより冷却する鋼板の冷却方法であって、前記上下のノズル群を鋼板搬送方向に複数のゾーンZ1、Z2、Z3に分割してゾーンごとおよび上下ごとに独立の水量オンオフ制御を可能とし、最弱冷するときは最上流側のゾーンの下ノズル群のみオンに設定し、より強く冷却するときは、下ノズル群のみオンに設定するゾーンを、必要となる冷却強さの昇順に順次最下流側まで増やし、さらなる冷却強さの昇順に最上流側のゾーンから順次上ノズル群をオンに設定して、冷却を行う。
(もっと読む)
鋼材の冷却装置および冷却方法
【課題】鋼材に冷却水を供給する場合において、鋼材を高冷却速度で均一にかつ安定して冷却することができる鋼材の冷却装置および冷却方法を提供する。
【解決手段】棒状冷却水が鋼板10に衝突する直噴部40の位置が碁盤目状に配置されているとともに、鋼板搬送方向において対応する位置にある直噴部同士を結ぶ直線が鋼板搬送方向に対して所定角度φだけ傾いている。
(もっと読む)
高強度ばね用鋼線及び高強度ばね並びにそれらの製造方法
【課題】腐食疲労特性に優れた高強度ばね及び高強度ばね用鋼線、並びにそれらの製造方法を提供する。
【解決手段】質量%で、C:0.35〜0.50%、Si:1.00〜3.00%、Mn:0.10〜2.00%を含有し、P:0.015%以下、S:0.015%以下に制限し、残部がFe及び不可避的不純物からなり、50℃から600℃までの温度範囲を0.25℃/sで昇温して示差走査熱量を測定した際に、発熱反応のピークが450℃以上のみに存在することを特徴とする高強度ばね用鋼線、高強度ばね。焼戻し温度T[K]、焼戻し時間t[s]及びSiの含有量Si%[質量%]が下記を満足する条件で、焼戻し処理を行うことを特徴とする高強度ばねの製造方法。16000≦(T−40×〔Si%〕)×(31.7+logt)≦23000。
(もっと読む)
水切り装置
【課題】帯鋼に沿って下方に流れる大量の液体冷媒を水切りすることができる水切り装置を提供する。
【解決手段】上下方向に搬送される加熱された帯鋼Sを気水Cを用いて冷却する1次冷却帯1及び2次冷却帯2の出側に、帯鋼Sを挟むように対向配置される一対の上段ノズル35及び下段ノズル36を設け、上段ノズル35及び下段ノズル36における帯鋼Sと対向する面に、帯鋼Sの搬送方向に対して略直交するように開口され、空気Aを噴射して帯鋼Sに沿って下方に流れる冷却水Wを水切りする上スリット35b,36b及び下スリット35c,36cを、帯鋼Sの搬送方向に沿って形成するようにした。
(もっと読む)
熱処理装置
【課題】金属線材や金属棒材を連続した熱処理する際に、係る金属線材などの表面に疵を生じにくい熱処理装置を提供する。
【解決手段】金属線材wを中空部7の軸方向に沿って走行させ、且つ外側から加熱されるパイプP1と、係るパイプP1の中空部7の軸方向に沿って配置され、且つセラミックからなる複数の溝付きロールRと、を含み、係る複数の溝付きロールR,R間の上方に、上記金属線材wの跳ね上がりを防ぐ複数の抑えロールrが配置されている、熱処理装置1。
(もっと読む)
焼鈍と酸洗いの方法
環境への影響が少なく、高い生産比率をもって、高品質な表面が得られる、ステンレス鋼の鋼帯のような平らな冷間圧延製品の連続焼鈍及び酸洗い方法である。以下の手順からなる。酸素含有量が0.5乃至12%の雰囲気中で、650乃至1050℃の範囲からなる温度まで引き上げる加熱と、酸化剤及び/又は不活性剤の存在下で、650乃至1200℃の範囲からなる温度まで10乃至200秒継続される加熱と、酸化剤及び/又は不活性剤の存在下で、650℃から外界温度の範囲からなる温度まで低下させる冷却と、熱化学又は電解によるスケール除去と、最後に、鉱酸からなる酸洗い浴を使用した手段によって実施可能な酸洗い及び/又は不動態化。  (もっと読む)
(もっと読む)
調質圧延鋼板の幅方向材質予測方法及びこれを用いた連続焼鈍ラインの操業方法
【課題】調質圧延鋼板の板幅方向の材質変動を予測し、抑制することができる調質圧延鋼板の幅方向材質予測方法及びこれを用いた連続焼鈍ラインの操業方法を提供する。
【解決手段】連続焼鈍炉1の出側に、鋼板幅方向に複数に分割されたバックアップロール9を装備する調質圧延機2を配置し、調質圧延機9における伸び率、張力、鋼板幅方向の圧延荷重の値と、鋼板の板厚、板幅とに基づいて調質圧延鋼板の幅方向材質予測を行う。また、得られた予測結果に基づいて連続焼鈍炉の徐冷炉および/または急冷炉の冷却手段18を幅方向に制御すれば、鋼板幅方向の材質バラツキを抑制することができる。
(もっと読む)
熱延鋼帯の冷却装置および冷却方法
【課題】熱間圧延された鋼帯を冷却水で冷却する際に、高い冷却能力と安定した冷却領域を適切に実現することにより、鋼帯の先端から尾端まで均一に冷却を施すことができる熱延鋼帯の冷却装置および冷却方法を提供する。
【解決手段】鋼帯12の下面側に、テーブルロール間から鋼帯下面へ向けて棒状冷却水を噴射する下面冷却ノズル19を配置するとともに、鋼帯12の上面側に、下面冷却ノズル19から噴射された棒状冷却水が鋼帯12に衝突する位置の直上へ向けて、その上流側と下流側とからそれぞれ傾斜させた棒状冷却水を噴射する冷却ノズル14を対向するように配置する。
(もっと読む)
熱延鋼帯の冷却装置および冷却方法
【課題】熱間圧延された鋼帯を冷却水で冷却する際に、高い冷却能力と安定した冷却領域を適切に実現することにより、鋼帯の先端から尾端まで均一に冷却を施すことができる熱延鋼帯の冷却装置および冷却方法を提供する。
【解決手段】鋼帯12の上面側に、テーブルロール9の上流側と下流側とからそれぞれ該テーブルロール直上へ向けて傾斜させた棒状冷却水を噴射する円管ノズル14を対向するように配置する。
(もっと読む)
高温鋼材の冷却方法
【課題】熱延鋼材を高い冷却速度で均一に冷却することができ、且つ冷却終了温度を高精度に制御することが可能な冷却方法を提供する。
【解決手段】熱間圧延後の高温鋼材を、水溶性ポリマーを添加した冷却媒体により冷却する。膜沸騰における冷却速度が高まるので、冷却速度を向上させることができるとともに、遷移沸騰における熱流束変化量が小さくなることにより、遷移沸騰での安定冷却が可能となり、遷移沸騰開始温度以下に冷却する場合でも冷却終了温度を高精度に制御でき、且つ鋼材を均一に安定して冷却することができる。
(もっと読む)
熱処理炉における金属材の制御方法
本発明は、連続運転される熱処理炉に収容され本質的に水平方向に進行する被熱処理金属材(1)を、冷却(3)の際、金属材の支持用要素(6)の間に配置された領域の箇所で浮遊させる金属材の制御方法に関するものである。金属材(1)の軌道を測定装置(11)によって測定し、得られた測定結果に基づき、金属材(1)は制御された冷却剤の噴射を受けて、金属材(1)の軌道が、少なくとも金属材の支持用要素の間に位置する領域において、軌道に沿って取り付けられ冷却剤を搬送するための装置(8)の間を進むようにする。  (もっと読む)
(もっと読む)
1 - 20 / 38
[ Back to top ]