
Fターム[4K043CB02]の内容
ストリップ・線材の熱処理 (4,781) | 冷却手段 (202) | 液体による冷却 (83) | 浸漬によるもの (45)
Fターム[4K043CB02]に分類される特許
1 - 20 / 45
線材の軟化装置及び線材の軟化方法
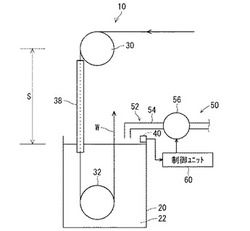
【課題】電線と端子との圧着強度のばらつきを抑制することを目的とする。
【解決手段】軟化装置10は、冷却液22を貯留する冷却液貯留部20と、冷却液貯留部20外に設けられ、線材Wを案内しつつ線材Wに電圧を印加するための第1通電用シーブ30と、冷却液貯留部20内に設けられ、第1通電用シーブ30を経て供給される線材Wを案内しつつ線材Wに通電を行うための第2通電用シーブ30とを備える。また、軟化装置10には、冷却液貯留部20における冷却液22の液面位置を検出する液面位置検出部40が設けられ、この液面位置検出部40の検出結果に基づいて、第1通電用シーブ30と第2通電用シーブ32との間における、線材Wの加熱経路長Sを制御する。
(もっと読む)
高強度冷延鋼板の製造方法及び製造装置

【課題】鋼板の板幅方向に筋状の変形が発生することを抑制すること。
【解決手段】ガスジェット冷却帯側から搬送されてきた鋼板Sは、水槽2内の冷却水5に浸漬される前に冷却設備4a,4bのスプレーノズル6から噴射される冷却水7によって冷却される。このとき、スプレーノズル6は、板幅方向両端部から板幅方向中心部に向かって配置数が減少するように配置されているので、鋼板Sの等温線の分布状態は冷却水5の水面に対して凸の円弧形状になる。換言すれば、鋼板Sの板幅方向には板幅方向両端部から板幅方向中心部に向かって温度が高くなる温度分布が形成される。
(もっと読む)
耐へたり性と耐久性に優れたバネ及びその製造方法
【課題】 自動車のパワートレインに使用する高い耐へたり性と耐久性とを備えた高強度バネを提供する。
【解決手段】 Cを0.50〜0.70質量%、Siを1.80〜2.20質量%、Mnを0.50〜0.80質量%、Crを0.50〜0.80質量%、及びVを0.10〜0.20質量%含み、残部が不可避不純物を除いてFeからなり、引張強度が2200MPa級、旧オーステナイト結晶粒の粒度番号が12〜13のオイルテンパー線をコイリングして得られる高強度バネであって、窒化処理により設けられた窒化層を最表面部に有し、最表面部の残留圧縮応力が700〜900MPaであって、且つ内部硬度がHv600〜700kg/mm2である。
(もっと読む)
ゴム物品補強用鋼線の製造方法並びにゴム物品補強用スチールコード及び空気入りタイヤ
【課題】高炭素鋼の線材を用いてスチールワイヤを製造する際に、最終伸線工程に工夫を加えることにより、高強度でかつ延性にも優れるスチールワイヤを得ることのできるゴム補強用鋼線の製造方法を提供する。
【解決手段】めっき処理後の高炭素鋼線に湿式伸線による最終伸線を行うゴム物品補強用鋼線の製造方法において、湿式伸線を太線の伸線機で行い、この最終伸線の中段以降で、鋼線の減面率を順次に減少させて鋼線の伸線加工時の温度上昇を抑制する。
(もっと読む)
ケーブル用導体の熱処理方法
【課題】少なくとも導体の走行線速を150m/分とすることを可能とし、導体の軟化および伸び特性を低下させることなく錫メッキ層が粗くならないケーブル用導体の熱処理方法と熱処理装置を提供する。
【解決手段】錫メッキされた銅の導体1に第1と第2の給電シープ間6a,6bで通電することにより錫メッキの融点以上まで加熱し、次いで、冷却装置4の冷却水5に浸して冷却するケーブル用導体の熱処理で、導体の線速を150m/分以上とし、下流側に位置する第2の給電シープ6bを冷却水中に配する。そして、導体1の横断面の周囲長さが1.47mm〜1.80mmで冷却水温度を28〜30℃、導体の横断面の周囲長さが0.67mm〜0.70mmで冷却水温度を38〜40℃とし、導体の冷却を第2の給電シーブに達する前に開始する。
(もっと読む)
連続焼鈍設備およびその設備における急冷焼入時の金属板の波状変形抑制方法
【課題】本発明の目的は、急冷焼入時に生じる金属板の波状変形を抑制可能な連続焼鈍設備およびその設備における急冷焼入時の金属板の波状変形抑制方法を提供することにある。
【解決手段】急冷焼入部を有する連続焼鈍設備において、前記急冷焼入部にて急冷焼入工程に付される鋼板4の張力を変えることができる張力変更手段としてのブライドルロール10、11を急冷焼入部前後に設けたことを特徴とする。
(もっと読む)
鋼線を熱処理する装置および方法
【解決手段】 本発明は、少なくとも1つの細長い部材、特に、金属部材、例えば、1以上のワイヤ(2)、特に、鋼線を、一の連続したプロセスにおいて熱処理する炉(1)に関する。当該炉は、入口(3)および出口(4)と、入口(3)と出口(4)との間に延在し、第1の軸状部分(8)を形成している1以上の炉構成部(5)とを備え、1以上の炉構成部(5)の温度を設定する1以上の加熱部(6)は、炉(1)の内部、特に、第1の軸状部分(8)の内部に配置されている。細長い部材、特に、金属部材は、第1の軸状部分(8)に沿って輸送可能である。本発明によると、第1の軸状部分(8)に接続されている少なくとも1つの第2の軸状部分(9)、および、少なくとも1つのファン(7)を備えており、ファンによって、炉(1)の内部の雰囲気は、第1の軸状部分(8)および第2の軸状部分(9)に沿って周回するように循環させる。本発明はさらに、少なくとも1つの細長い部材、特に、金属部材、例えば、1以上のワイヤ(2)、特に、鋼線を、一の連続したプロセスにおいて熱処理するモジュールに関し、炉(1)および当該モジュールを備える装置に関し、少なくとも1つの細長い金属部材、例えば、1以上のワイヤ(2)、特に、鋼線を一の連続したプロセスで熱処理する方法に関する。 (もっと読む)
コンベヤチェーン設備
【課題】メンテナンス時に、溶融ソルトの液面上に露出したコンベヤチェーン設備において、溶融ソルトを速やか且つ十分に排出することのできるコンベヤチェーン設備を提供すること。
【解決手段】一対のリンクプレートからなるリンク同士を、ブシュ7と該ブシュ7内に回転可能に挿通されたピン4とによって形成されるリンク連結部によって、長さ方向に連結してなり、オーステナイト状態の金属材を載置して搬送しながら400℃〜600℃の溶融ソルト内に浸漬させて冷却するコンベヤチェーンであって、前記ブシュ7と前記ピン4との間に溶融ソルト入出間隙C47を形成すると共に、該間隙C47は外部と液的に連通することを特徴とするコンベヤチェーン設備。
(もっと読む)
インライン熱処理用の溶融ソルト槽内搬送設備
【課題】耐摩耗性及び耐食性に優れ、低コストで、実用的なコンベヤチェーンを用いたインライン熱処理用の溶融ソルト槽内搬送設備の提供。
【解決手段】溶融ソルト槽31内におけるルーズコイルのパスラインに沿ってコンベヤチェーン1を配置し、ルーズコイルをコンベヤチェーン1に載置して、溶融ソルト30に浸漬させながら搬送する構成を有し、溶融ソルトは、硝酸又は亜硝酸のアルカリ金属塩から選ばれる1種又は2種以上の組み合わせからなり、コンベヤチェーンを構成する部品のうち、溶融ソルトに浸漬し、且つ互いに摺動する何れか一方又は両方の部位の材質は、(A)Ni:0.60%以下、Cr:11〜18%、C:1.2%以下、Si:1.0%以下である熱処理されたマルテンサイト系ステンレス鋼、(B)Cr:11〜20%、C:0.12%以下、Si:1.0%以下である熱処理されたフェライト系ステンレス鋼又は(C)コバルト基合金から選ばれる。
(もっと読む)
ルーズコイル搬送用コンベヤチェーン設備
【課題】オーステナイト状態のルーズコイルを載置して搬送する際、ルーズコイルの先端の噛み込みを防止でき溶融ソルト中を安定且つ円滑に搬送するルーズコイル搬送用コンベヤチェーン設備の提供。
【解決手段】一対の外リンクプレート3同士をピンで連結して外リンク2を形成すると共に、一対の内リンクプレート6同士をセンターブシュ7で連結して内リンク5を形成し、外リンク2と内リンク5と連結して構成してなり、外リンク2及び内リンク5の各上端面にオーステナイト状態のルーズコイルを載置して搬送しながら溶融ソルト内に浸漬させて冷却するルーズコイル搬送用コンベヤチェーン設備であって、長さ方向に隣接する外リンクプレート3の端部間に臨む内リンクプレート6の外面に、外リンクプレート3の端部間と内リンクプレート6の外面とで形成される間隙を埋めるための間隙充填部16をそれぞれ設けたことを特徴とする。
(もっと読む)
溶融ソルト内搬送用コンベヤチェーン設備
【課題】高温の溶融ソルト内に浸漬しても、潤滑剤なしで回転摺動する回転ローラ部分の良好な潤滑状態を維持でき、円滑な搬送が可能な溶融ソルト内搬送用コンベヤチェーン設備の提供。
【解決手段】長さ方向に多数連結されたリンクと、該リンクに回転可能に設けられた回転ローラとを有し、回転ローラを搬送ラインを形成するガイドレール上に載置させることによりオーステナイト状態の金属材をリンク上に載置したときの荷重を回転ローラで受けると共に、搬送ラインに沿って駆動することにより金属材を搬送しながら400℃〜600℃の溶融ソルト内に浸漬させて冷却する溶融ソルト内搬送用コンベヤチェーン設備であって、回転ローラの内径と該回転ローラの回転軸の外径との差が、0.6〜2.0mmであり、回転ローラと回転軸との間に掛かる面圧が0.5N/mm2以下であり、回転ローラの回転速度が350rpm以下であることを特徴とする。
(もっと読む)
冷間加工特性に優れる高強度線材及びその製造方法
【課題】異形線加工を行う線材において、高強度、且つ高延性を付与することができる高強度異形鋼線用線材と、その製造方法を提供する。
【解決手段】質量%で、C:0.80超〜1.1%、Si:0.7〜1.3%、Mn:0.2〜0.8%、N:0.001〜0.006%、B:0.0004〜0.0025%を含有し、更に、Al:0.005〜0.05%、Ti:0.005〜0.02%の何れか1種又は2種を含有し、残部がFe及び不可避不純物からなり、線材の直径が5.0〜15.0mmであり、表層からの深さが100μm以内において、非パーライト組織の分率が10%未満、且つ、平均パーライトブロック粒径R[μm]がR≦0.625×d0+8.6の関係を満足し、引張強さTS[MPa]がTS≧350+1000×[C]+150×[Si]+75×[Mn]−9×d0の関係を満足する、冷間加工特性に優れる高強度線材。
(もっと読む)
ルーズコイルの冷却装置および冷却方法
【課題】冷却媒体の流速を平均的に上昇させ、ルーズコイル全体に対する連続的な強冷却を行い、ルーズコイルの平均強度を上昇させるルーズコイルの冷却装置および冷却方法を提供する。
【解決手段】冷却槽1内を上部空間4aと下部空間4bに仕切る仕切り板3と、下部空間4bにおいてルーズコイルCの搬送方向に沿って冷却媒体を噴出する噴出ノズル10と、噴出ノズル10の噴出方向と反対側において、噴出ノズル10の近傍に配置され、冷却媒体を吸い込む吸い込み部11とを備え、仕切り板3の、ルーズコイルC搬送方向両端部には、上部空間4aと下部空間4bを連通させる開口部5が形成され、開口部5近傍には、上部空間4aから下部空間4bに流れ込む冷却媒体を整流させる整流羽14と、下部空間4bから上部空間4aに流れ込む冷却媒体を整流させる整流羽14が設けられている、ルーズコイルの冷却装置1が提供される。
(もっと読む)
ガイドロール装置
【課題】竪型焼鈍炉で金属帯の振れを抑えるロールの押し込み疵を防止することができるガイドロール装置を提供する。
【解決手段】ガイドロール装置は、竪型焼鈍炉の冷却帯に設けられ、竪型焼鈍炉で熱処理される鋼帯にロールを押し付けて振れを抑える。ガイドロール装置に備わるロール20は、表面にセラミックで形成される溶射層23を有する。セラミック溶射層23は、胴体21との間にバッファ層24を介するように形成されることが好ましい。ロールの溶射層は、胴体21の表面が超硬合金で形成され、胴体21の端部の表面および軸22の表面がセラミックで形成される構成であってもよい。
(もっと読む)
オイルテンパー線とその製造方法、及びばね
【課題】窒化処理後に高い疲労強度と靭性とを兼備したオイルテンパー線とその製造方法並びにそのオイルテンパー線を用いたばねを提供する。
【解決手段】焼戻しマルテンサイト組織を有するオイルテンパー線である。このオイルテンパー線に450℃で2時間のガス軟窒化処理を行った場合、線表面部に形成される窒化層の格子定数が2.881Å以上、2.890Å以下となり、450℃で2時間の加熱を行った場合、引張強度が1975MPa以上、降伏応力が1769MPa以上、絞り値が40%超、となる。このオイルテンパー線は、伸線加工後の鋼線に焼入れ工程と2段階の焼戻し工程とを行うことにより得られる。
(もっと読む)
水冷管
【課題】線材の熱間圧延において仕上げ圧延した線材が水冷管内で引っ掛からないようにして、それだけミスロール率を低減できる水冷管を提供する。
【解決手段】線材を熱間圧延するときの仕上げ圧延工程で用いる水冷管であって、線材の通過する貫通路を軸心と直交する方向の断面で見て多角形に形成し、該多角形の一辺が線材の接触することとなる底面に相当する辺となるようにした。
(もっと読む)
金属ストリップ冷却装置及び金属ストリップ冷却方法
【課題】 生産能力を維持しながら、スプレー冷却による金属ストリップの形状変化を抑制することを、従来よりも容易に実現できるようにする。
【解決手段】 冷延鋼板Sの温度が220[℃]以上となる領域の冷却速度が175[℃/sec]を超えないように、相対的に急冷帯111の入側にある冷却スプレーヘッダ301a〜301d、301m〜301pから冷延鋼板Sに吹き付けられる冷却媒体の温度を、相対的に急冷帯111の出側にある冷却スプレーヘッダ301e〜301l、301q〜301xから冷延鋼板Sに吹き付けられる冷却媒体の温度よりも高くする。
(もっと読む)
溶融金属ワイピング装置およびワイパー
【課題】 溶融金属の拭き取り能力の耐久性を大幅に向上させた溶融金属ワイピング装置およびワイパーを提供する。
【解決手段】 溶融金属浴槽から出てきた鋼帯を前記浴槽と略等しい雰囲気温度に保持しつつ通板する保持帯において、該保持帯の鋼帯出口に取り付けられガスシールされた箱体と、該箱体の内側で、鋼帯を上下から挟む一対の回動軸にワイパーが取り付けられたワイパー支持部と、該ワイパー支持部のワイパーを前記鋼帯に対し接触、離反させるようにしたワイパー昇降部と、前記回動軸を可撓継ぎ手を介して回動させるようにしたワイパー回動部とを備える。そして、前記ワイパーは、断面矩形本体、または、断面小判状もしくは楕円を持つ本体と、その表面に巻き付けられた耐熱性の拭き取り部材を備える。
(もっと読む)
熱間圧延棒線の直接焼入方法
【課題】 炭素鋼のコイル状棒線を高強度化するため熱間圧延後直接焼入する。
【解決手段】 仕上げ圧延後の赤熱棒線をレイング式巻取機によって垂直らせんリング列に成形し、直接冷水槽中の集積台上に落下させる。集積台はリング列中心軸と偏心して水平回転させ且つ集積高さに対応して下降させ且つ集積部位を水面直下としているので水中で正確な幾何的ルーズコイルが形成される。冷水槽は上層部で遠心放射状の流れを形成していて集積されたリングは直ちに且つ均等に急冷され焼入がなされる。
(もっと読む)
耐遅れ破壊特性に優れた高強度PC鋼線及びその製造方法
【課題】本発明は、プレストレストコンクリート等に用いられているPC鋼線に関するものであり、特に、耐遅れ破壊特性と延性に優れる強度が2000MPa以上の高強度PC鋼線とその製造方法を提供する。
【解決手段】質量%で、C:0.9〜1.2%、Si:0.01〜1.5%、Mn:0.2〜1.5%、Al:0.001〜0.05%、N:0.0005〜0.010%を含有し、残部がFe及び不可避的不純物からなり、かつ90%以上の伸線加工パーライトと10%以下のフェライト、ベイナイト組織からなり、引張強さが2000MPa以上であるPC鋼線であって、該PC鋼線の線径をDとしたときに、PC鋼線の表面から0.1Dの領域(表層部)の表層Hv硬さ(Hv表)と表層部より内側の領域(内部)の内部Hv硬さ(Hv内)の比(Hv表/Hv内)が1.1以下であることを特徴とする耐遅れ破壊特性に優れた高強度PC鋼線、及びその製造方法である。Cr、Mo、V、Ni、Cu、Bの1種又は2種以上、及び/又は、Ti、Nb、Zrの1種又は2種以上を含有しても良い。
(もっと読む)
1 - 20 / 45
[ Back to top ]