
Fターム[4K043CB03]の内容
ストリップ・線材の熱処理 (4,781) | 冷却手段 (202) | ガスによる冷却 (100)
Fターム[4K043CB03]の下位に属するFターム
液体のスプレー、ミストによるもの (38)
Fターム[4K043CB03]に分類される特許
1 - 20 / 62
鋼線材及びその製造方法

【課題】熱延後の冷却中や、保管・搬送時には剥離せず、MDの際に容易に剥離するスケールが形成された線材、及びその製造方法を提供する。
【解決手段】本発明は、C:0.05〜1.2%(質量%の意味。以下、化学成分について同じ。)、Si:0.01〜0.5%、Mn:0.1〜1.5%、P:0.02%以下(0%を含まない)、S:0.02%以下(0%を含まない)、N:0.005%以下(0%を含まない)を含有し、残部が鉄及び不可避不純物である鋼線材であって、厚さ7.0μm以下のスケールを有し、且つ、該スケール中のFeO比率が30〜80体積%であり、Fe2SiO4比率が0.1体積%未満である鋼線材である。
(もっと読む)
熱延鋼帯の製造方法及び熱延鋼帯の冷却設備

【課題】コイルの潰れ発生を抑制することができる熱延鋼帯の製造方法を提供する。
【解決手段】仕上げ圧延された直後の熱延鋼帯を50℃/秒以上の冷却速度で急速に冷却する急速冷却工程と、急速冷却工程の後に、熱延鋼帯を緩やかな温度勾配で目標巻取温度まで冷却する緩冷却工程(第1及び第2緩冷却工程)と、この緩冷却工程の後に、コイラーに巻き取られた前記コイルを所定時間の間、冷却保持するコイル冷却工程とを備えている。
(もっと読む)
焼鈍炉及び焼鈍炉における冷却方法
【課題】ガスジェット冷却方式により金属帯を冷却する際の冷却能力を向上させることのできる焼鈍炉を提供すること。
【解決手段】連続的に搬送される金属帯3を炉体10の冷却帯15で冷却する焼鈍炉1において、冷却帯15において冷媒ガスを吹き付けて金属帯3を冷却するガスジェット冷却装置21と、炉体10において冷却帯15を含む範囲S1の入側及び出側に設けられたシール手段31と、冷却帯15を含む範囲S1内を加圧するための加圧手段41とを備えることを特徴とする。これにより、冷却のために用いられる冷媒ガスも加圧されてその密度が増大するので、その分、単位時間当たりに吹き付けられる冷媒ガス重量が増大し、冷媒ガスによる冷却能力を向上させることができる。
(もっと読む)
高炭素鋼線材およびその製造方法
【課題】従来よりも高強度かつ高延性を有する鋼線を製造可能とする伸線加工用高炭素鋼線材およびその製造方法を提供する。
【解決手段】炭素を0.65〜1.00質量%含有する高炭素鋼線材10において、高炭素鋼線材10の直径をD、高炭素鋼線材10の表面から0.05D以下の部位を表層部1、表面から0.20Dを超える部位を内部2としたとき、表層部1の組織の90%以上がラメラ間隔0.10μm以上の粗ラメラパーライト組織であり、かつ、内部2の組織の95%以上がラメラ間隔0.10μm未満の微細パーライト組織または擬似パーライト組織である。
(もっと読む)
連続焼鈍炉における冷却装置
【課題】鋼帯の冷却装置としてエアージェットクーラーを採用した連続焼鈍炉において、錆等の異物がエアー噴流に混入して鋼帯の表面に噴射され、鋼帯表面に製品欠陥を生じる問題を、生産性を低下させることなく回避可能とした連続焼鈍炉における冷却装置を提供する。
【解決手段】遠心式循環ブロワ1と、遠心式循環ブロワ1の前段に設けられた熱交換器4と、熱交換器4の後段に設けられた遠心式循環ブロワ1で昇圧された冷却ガスを、連続焼鈍炉内6に返送する冷却ガス返送管7と、冷却ガス返送管7の先端にあって冷却ガスを連続焼鈍炉6へ吹き込む冷却ノズル3とを有し、冷却ガス返送管7から冷却ガスの一部を吸引後、異物除去処理を行うサイクロ2ンと、異物除去処理後の清浄ガスを、循環ブロワの前段に返送する清浄ガス返送管8を備える。
(もっと読む)
連続焼鈍炉のガスジェット冷却装置
【課題】鋼帯幅方向の温度分布の不均一やガス噴射速度を速くしたときの鋼帯のばたつきを低減する。
【解決手段】鋼帯表裏の各々の面に対向して、その長さが鋼帯幅より長い管状の圧力ヘッダーが鋼帯長手方向に間隔Lで各々複数配置され、さらに該圧力ヘッダーに該圧力ヘッダーから突出して設けられたノズルが鋼帯幅方向に間隔Wで複数配置され、ノズルは鋼帯長手方向に千鳥状に配置された連続焼鈍炉のガスジェット冷却装置であって、鋼帯表裏の圧力ヘッダーの鋼帯長手方向間隔が前記鋼帯長手方向の圧力ヘッダー間隔Lの1/3以上、2/3以下となるように鋼帯表裏の圧力ヘッダーの位置が鋼帯長手方向にずらして配置され、鋼帯表裏の一方の側のノズル群のノズルに対して、鋼帯表裏の他方の側のノズル群のノズルの鋼帯幅方向のずらし量が前記鋼帯幅方向のノズル間隔Wの1/6以上、1/3以下になるように鋼帯表裏のノズルが鋼帯幅方向にずらして配置される。
(もっと読む)
鋼板連続焼鈍設備および鋼板連続焼鈍設備の運転方法
【課題】軟質鋼板から超ハイテンまでの多種類の薄鋼板製品を熱処理することができる鋼板連続焼鈍設備および鋼板連続焼鈍設備の運転方法を提供する。
【解決手段】(1) 予熱帯、加熱帯、均熱帯、冷却帯、再加熱帯、過時効帯、最終冷却帯を、この順に有する鋼板の連続焼鈍設備であって、前記再加熱帯から前記最終冷却帯までの間(前記再加熱帯、前記最終冷却帯を含む)に、鋼板を加熱速度:15℃/秒以上で急速加熱できる急速加熱領域と、該急速加熱領域で急速加熱された鋼板を冷却速度:10℃/秒以上で急速冷却できる急速冷却領域を有することを特徴とする鋼板連続焼鈍設備、(2) 上記鋼板連続焼鈍設備において急速加熱領域が過時効帯にあり、急速冷却領域が過時効帯と最終冷却帯との間、または、最終冷却帯にあるもの等。
(もっと読む)
各種高強度鋼の生産に適するフレキシブルな帯鋼処理ライン
各種高強度鋼の生産に適するフレキシブルな薄い帯鋼処理ラインにおいて、アンコイリング及び洗浄、加熱、均熱、徐冷、ジェット冷却、水焼入れ冷却、酸洗、再加熱、オーバーエージング、最終冷却、テンパー、フィニッシュ、塗油及び巻取りというステーションが順次に設けられ、アンコイリング及び洗浄ステーション、酸洗ステーション、再加熱ステーションのそれぞれに接続通路を介して接続される電気めっきステーションと、溶融亜鉛めっき炉のノーズを介して再加熱ステーションに接続され、接続通路を介してめっき後の冷却と最終冷却ステーションに接続される溶融亜鉛めっき及びめっき層合金化焼鈍しステーションと、電気めっきステーション、テンパーステーション、フィニッシュステーションのそれぞれに接続通路を介して接続されるパッシベーション及び他の後処理のステーションと、をさらに備え、前記の再加熱ステーションは、移動可能なバイパスを介してオーバーエージングステーションに連通される。本発明によれば、普通の冷延板、溶融亜鉛めっき板及びめっき層合金化焼鈍し板の生産及び電気Zn、Niめっき板の生産、特に超高強度レベルの冷延板、電気亜鉛めっき板と溶融亜鉛めっき板及びめっき層合金化焼鈍し板の生産を、一つの装置に統合させて、フレキシブルな生産を実現した。 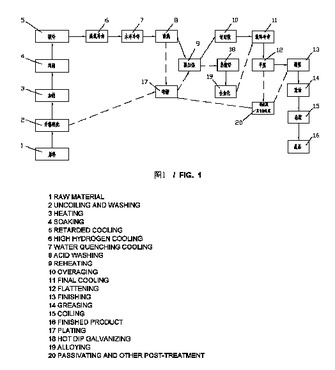 (もっと読む)
(もっと読む)
各種高強度鋼の生産に適するフレキシブルな帯鋼処理ライン
順次に設けられたアンコイリング及び洗浄ステーション、加熱ステーション、均熱ステーション、徐冷ステーションの後、ハイ水素ジェット冷却ステーションと水焼入れ冷却ステーションが並行に設けられ、ハイ水素ジェット冷却ステーションの後に、再加熱ステーション、オーバーエージングステーション、最終冷却ステーション、テンパーステーション、フィニッシュステーション、塗油ステーション及び巻取りステーションが順次に設けられ、水焼入れ冷却ステーションの後に、酸洗ステーション及び電気めっきステーションが順次に設けられ、溶融亜鉛めっきステーションは再加熱ステーションの後に接続され、めっき層合金化焼鈍しステーションは溶融亜鉛めっきステーションの後に接続されるとともに、接続通路を介して前記の最終冷却ステーションに接続され、前記の酸洗ステーション及び電気めっきステーションは、それぞれ接続通路を介して再加熱ステーションに連通され、前記の電気めっきステーションは、接続通路を介してアンコイリング及び洗浄ステーションに直接に連通され、前記の水焼入れ冷却ステーションは、固定されたバイパスを介して徐冷ステーションに連通され、前記の再加熱ステーションの後には、移動可能なバイパスを介してオーバーエージングステーションが連通される。本発明によれば、各種高強度鋼の生産を、一つの装置に統合させて、フレキシブルな生産を実現した。  (もっと読む)
(もっと読む)
ガイドロール装置
【課題】竪型焼鈍炉で金属帯の振れを抑えるロールの押し込み疵を防止することができるガイドロール装置を提供する。
【解決手段】ガイドロール装置は、竪型焼鈍炉の冷却帯に設けられ、竪型焼鈍炉で熱処理される鋼帯にロールを押し付けて振れを抑える。ガイドロール装置に備わるロール20は、表面にセラミックで形成される溶射層23を有する。セラミック溶射層23は、胴体21との間にバッファ層24を介するように形成されることが好ましい。ロールの溶射層は、胴体21の表面が超硬合金で形成され、胴体21の端部の表面および軸22の表面がセラミックで形成される構成であってもよい。
(もっと読む)
連続焼鈍炉のガスジェット冷却装置
【課題】冷却能力を向上し、また冷却ムラの発生を防止できる連続焼鈍炉のガスジェット冷却装置を提供する。
【解決手段】鋼帯幅方向に延在してその長さが鋼帯幅よりも長い管状の圧力ヘッダー(23)が、鋼帯進行方向に複数個配置され、該圧力ヘッダー(23)の鋼帯(12)対向側に、ガス噴射口(26)が、鋼帯巾方向に等ピッチで複数配置された連続焼鈍炉のガスジェット冷却装置であって、鋼帯(12)から該圧力ヘッダー表面までの距離L、ガス噴射口の孔径D、ガス噴射口(26)の鋼帯巾方向のピッチPwおよび圧力ヘッダー(23)の鋼帯進行方向のピッチPlは、Lが50〜120mmの範囲内にあり、かつ、3≦L/D≦7、2.5≦Pw/D≦9および2.5≦Pl/D≦9の関係を満たす。
(もっと読む)
バッチ式熱処理炉
【課題】 加熱室内の雰囲気制御が容易であり、圧延材処理の場合に前酸洗を省略できるとともに、圧延材及び伸線材の両処理品に対して後酸洗性の良好な処理済品を得ることができるバッチ式熱処理炉を提供する。
【解決手段】 不活性ガス雰囲気中で処理品の加熱を行う加熱室2の一端部に設けた処理品の出入口3に、真空パージ室と冷却室を兼ねた真空パージ兼冷却室5を連結し、真空パージ兼冷却室5には不活性ガス導入管36と酸化性ガス導入管37を接続し、真空パージ兼冷却室5を経て加熱室2内に送入され加熱処理された処理品Wに対して、該処理品の種類に応じて真空パージ兼冷却室5における不活性ガス雰囲気中での冷却と酸化性ガス雰囲気中での冷却の一方を選択して、前記処理品の冷却を行うように構成されている。
(もっと読む)
連続式熱処理炉
【課題】 加熱室内の雰囲気制御が容易であり、圧延材処理の場合に前酸洗を省略できるとともに、圧延材及び伸線材の両処理品に対して後酸洗性の良好な処理済品を得ることができる連続式熱処理炉を提供する。
【解決手段】 一端部に前室2をそなえ不活性ガス雰囲気中で処理品の加熱を行う加熱室3の他端部に、不活性ガス雰囲気中で処理品の冷却を行う第1冷却室4と、真空パージ室5と、酸化性ガス雰囲気中で処理品の冷却を行う第2冷却室6とを、この順に連結し、前室2を経て加熱室3内に送入され加熱処理された処理品Wに対して、該処理品の種類に応じて第1冷却室4における不活性ガス雰囲気中での冷却と第2冷却室6における酸化性ガス雰囲気中での冷却の一方を選択して、前記処理品の冷却を行うように構成されている。
(もっと読む)
高炭素鋼線材のパテンティング方法
【課題】鉛浴や流動槽といった恒温保持処理を施すことなしに微細パーライト組織を得、後に続く伸線加工性を向上し得る高炭素鋼線材のパテンティング方法を提供する。また、これに加え、実工程に適用する場合の経済性や実用性を考慮し、ラインスピードに代表される生産性をも向上させ得る高炭素鋼線材のパテンティング方法を提供する。
【解決手段】炭素を0.55〜1.1質量%含有する高炭素鋼線材を、800℃以上の加熱で組織を完全オーステナイト化せしめた後、放冷および/またはガス冷による冷却手法にて30〜200℃/secで冷却し、Al変態点以下600℃以上の温度で加工を施すことにより微細パーライト組織を得る
(もっと読む)
加熱炉および加熱装置
【課題】SMAワイヤを連続して安定的に残留歪みを除去することができる加熱炉、加熱装置を提供する。
【解決手段】ワイヤの一部をオーステナイト変態終了温度以上に加熱する第1通路が形成された加熱部と、ワイヤが通過する第2通路が形成され、第2通路が第1通路の両端にそれぞれ連通するように加熱部と一体に設けられた2つのガイド部と、を備え、ガイド部は、2つのガイド部の開口の温度が張力におけるマルテンサイト変態終了温度以下になるように構成されていることを特徴とする加熱炉。
(もっと読む)
熱延鋼板の冷却方法及び冷却設備
【課題】熱延鋼板の巻取温度を精度良く目標巻取温度に制御することが可能な熱延鋼板の冷却方法及び冷却設備を提供する。
【解決手段】冷却設備100は、水冷及び空冷の切り替えが可能な複数の冷却装置1と、各冷却装置の入側及び出側にそれぞれ配置された複数の温度計2、2Aと、冷却装置の入側と出側の熱延鋼板の温度差に基づき、水冷時及び空冷時の熱伝達率を算出する熱伝達率算出手段3と、熱伝達率算出手段によって算出した水冷時及び空冷時の熱伝達率を用いて伝熱計算を行うことにより、複数の冷却パターンについての熱延鋼板の巻取温度を予測する巻取温度予測手段4と、複数の冷却パターンのうち予測した熱延鋼板の巻取温度が所定の温度となる冷却パターンを選択し、該選択した冷却パターンに従って各冷却装置が行う水冷又は空冷を切り替える冷却制御手段5とを備える。
(もっと読む)
加熱炉の温度制御方法
【課題】連続焼鈍炉の加熱炉内で、溶接点を介して厚みが異なる鋼板を連続して加熱する際に生じる鋼板温度外れと鋼板の形状不良を回避することが可能な加熱炉の温度制御方法を提供する。
【解決手段】本発明によれば、連続焼鈍炉において複数の加熱ゾーンを含む加熱炉により板厚が先行材と後行材とで異なる鋼板を加熱する場合の加熱炉の温度制御方法において、前記加熱炉入側からN番目の加熱ゾーンの炉温を前記後行材の標準値に設定して温度制御し、前記N番目の加熱ゾーンの炉温が前記後行材の標準値に許容範囲を含む温度に到達してから、N−1番目の加熱ゾーンの炉温を前記後行材の標準値に設定して温度制御し、以下同様に、N=1番目の加熱ゾーンに至る各加熱ゾーンの炉温を順次温度制御する。
(もっと読む)
鋼帯の冷却装置
【課題】鋼帯の幅方向に延びるスリットノズルを用いた鋼帯の冷却装置において、スリットノズルからの冷媒ガスの吹き付けによる鋼帯のバタツキを低減すること。
【解決手段】走行する鋼帯Sに冷媒ガスを吹き付けて冷却する鋼帯の冷却装置において、鋼帯の幅方向に延びるスリットノズル3を、冷媒ガスが導入される冷却箱2の表面から鋼帯S側に突出させて設け、スリットノズル3の先端と冷却箱2の表面との間に、鋼帯Sの走行方向に貫通する冷媒ガス通過口4を設けた。
(もっと読む)
連続焼鈍ラインにおける金属帯の搬送速度制御方法およびそれを用いた金属帯の製造方法
【課題】連続焼鈍ラインにて、焼鈍後の金属帯Sが冷却されるのに十分な、均熱帯内部、冷却帯内部の金属帯Sの長さを、確保できない場合でも、金属帯Sを十分に冷却でき、焼鈍炉出側周辺の設備が焼損するのを防止できる方法を提供する。
【解決手段】焼鈍炉の冷却帯で、金属帯Sの幅方向に配列した複数のチャンバー3を介して、前記金属帯Sに冷却ガスを吹きつけ、前記金属帯Sの幅方向温度分布を制御するとともに、前記焼鈍炉の出側における前記金属帯Sの温度が、焼鈍炉出側周辺の設備が焼損するのを防止できる温度となるよう、前記金属帯Sの搬送速度を制御する。
(もっと読む)
熱処理設備の制御方法
【課題】 的確なタイミングで冷却装置の駆動を停止することができる熱処理設備の制御方法を提供する。
【解決手段】 熱処理設備1では、走行中の金属板2を、加熱装置6によって加熱し、この加熱装置6よりも金属板2の走行方向X下流側で、冷却装置7によって冷却する。加熱装置6は、走行中の金属板2を炉11内で加熱する。炉11には、熱源12から熱が供給される。このような熱処理設備1では、熱源12による炉11への熱の供給を停止した後、加熱装置6よりも走行方向X下流側かつ冷却装置7よりも走行方向X上流側での金属板2の温度に基づいて、冷却装置7の駆動を停止する。
(もっと読む)
1 - 20 / 62
[ Back to top ]