
Fターム[4K043HA05]の内容
ストリップ・線材の熱処理 (4,781) | 熱処理の付随処理(設備も含む) (177) | 熱処理と併行する処理 (12)
Fターム[4K043HA05]に分類される特許
1 - 12 / 12
各種高強度鋼の生産に適するフレキシブルな帯鋼処理ライン
順次に設けられたアンコイリング及び洗浄ステーション、加熱ステーション、均熱ステーション、徐冷ステーションの後、ハイ水素ジェット冷却ステーションと水焼入れ冷却ステーションが並行に設けられ、ハイ水素ジェット冷却ステーションの後に、再加熱ステーション、オーバーエージングステーション、最終冷却ステーション、テンパーステーション、フィニッシュステーション、塗油ステーション及び巻取りステーションが順次に設けられ、水焼入れ冷却ステーションの後に、酸洗ステーション及び電気めっきステーションが順次に設けられ、溶融亜鉛めっきステーションは再加熱ステーションの後に接続され、めっき層合金化焼鈍しステーションは溶融亜鉛めっきステーションの後に接続されるとともに、接続通路を介して前記の最終冷却ステーションに接続され、前記の酸洗ステーション及び電気めっきステーションは、それぞれ接続通路を介して再加熱ステーションに連通され、前記の電気めっきステーションは、接続通路を介してアンコイリング及び洗浄ステーションに直接に連通され、前記の水焼入れ冷却ステーションは、固定されたバイパスを介して徐冷ステーションに連通され、前記の再加熱ステーションの後には、移動可能なバイパスを介してオーバーエージングステーションが連通される。本発明によれば、各種高強度鋼の生産を、一つの装置に統合させて、フレキシブルな生産を実現した。  (もっと読む)
(もっと読む)
ばね鋼線の製造方法及び製造装置
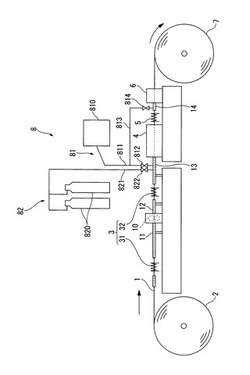
【課題】一度形成された酸化被膜が剥離することが少ないばね鋼線の製造装置を提供すること。
【解決手段】第1加熱コイル31で第1加熱工程を実施し、この第1加熱工程で加熱された線材1をそれより高い温度で第2加熱コイル32により再度加熱する第2加熱工程を実施する。第2加熱コイル31と冷却装置4との間のインライン上を通過する線材1にガス供給装置8から水蒸気と二酸化炭素とを略同時に投入する。これにより、酸化被膜の線材の母材からの剥離が少なくなる。
(もっと読む)
金属帯の連続処理ラインにおける金属帯のノッチング方法及び金属帯の連続処理ライン

【課題】接合部でのノッチングを基点とするバックリングの発生を防止または抑制し得る金属帯の連続処理ラインにおける金属帯のノッチング方法及び金属帯の連続処理ラインを提供する。
【解決手段】このノッチング設備1は、相互に接合される鋼帯5のうち、バックリングが生じる蓋然性が高い方の鋼帯5を基準とし、その鋼帯5の鋼種、板厚および板幅に基づいて、その幅方向での上刃11およびガイド12の位置を走行用油圧シリンダ14で変えて、鋼帯5同士の接合部にノッチングを穿設するようになっている。
(もっと読む)
酸化膜厚計測方法及びその装置
【課題】直火加熱炉入側での溶剤の塗布量と、直火加熱炉出側での鋼板表面の酸化膜厚とを計測することが可能であり、且つ、高精度な計測を実施することができる鋼板表面の酸化膜厚計測方法及びその装置を得る。
【解決手段】直火加熱炉の入側で、鋼板1に赤外光を照射し、その反射光の強度を測定し、直火加熱炉の出側で、鋼板1から自発放射される放射光の強度を測定し、鋼板1に赤外光を照射し、鋼板1から自発放射される放射光と、照射した光の反射光とが合成された反射・放射光の強度を測定し、反射光の強度と、反射光の強度が測定された鋼板1の同位置の放射光の強度及び反射・放射光の強度とに基づき、鋼板1の表面に生成される鉄系酸化物の膜厚d及び鋼板1に塗布された溶剤の塗布量Wの少なくとも1つを求めるものである。
(もっと読む)
鋼帯の冷却装置
【課題】高冷却速度を維持しつつ、鋼帯幅方向に均一冷却できる鋼帯の冷却装置を提供する。
【解決手段】冷却箱3の表面に突出ノズル4を配置し、この突出ノズル4から冷媒を噴出させて走行する鋼帯12を冷却する鋼帯の冷却装置2において、鋼帯進行方向に配列する各列の突出ノズル4を一定間隔P1ずらして配列するに際し、ずらす量を以下の範囲内で設定する。ここで、P2は鋼帯幅方向の突出ノズルピッチ、Dは突出ノズル口径、N2は冷却箱の鋼帯進行方向の突出ノズル列数とする。
(P2−D)/2<P1<P2(1−1/N2)/2
(もっと読む)
鋼線材
【課題】搬送時にはスケール密着性が良くてスケールが剥離しにくく、メカニカルデスケーリング時にはスケール剥離性が良くてメカニカルデスケーリング性に優れた鋼線材を提供する。
【解決手段】(1) C:0.05 〜1.2 質量%、Si:0.01〜0.5質量%、Mn:0.1 〜1.5 質量%を含有する鋼線材において、スケールと鋼との界面に、P濃度の最大値:2.5 %以下のP濃化部が形成され、かつ、このP濃化部の直上にFe2SiO4 層が形成されていることを特徴とする鋼線材、(2) 前記鋼線材においてFe2SiO4 層の厚みが0.01〜1μmであるもの、(3) 前記鋼線材においてCr:0%超0.3 %以下および/またはNi:0%超0.3 %以下を含有するもの、(4) 前記鋼線材においてCu:0%超0.2 %以下を含有する。
(もっと読む)
方向性電磁鋼板の一次再結晶焼鈍設備
【課題】方向性電磁鋼板の製造において、鋼板幅方向の結晶粒径の変動を低く抑えることで歩留まりの低下を防止することが可能な方向性電磁鋼板の一次再結晶焼鈍設備を提供する。
【解決手段】本発明に係る方向性電磁鋼板の一次再結晶焼鈍設備は、連続焼鈍炉出側に、鋼板の結晶粒径をオンラインで測定可能なセンサーを、鋼板幅方向の2ヶ所以上に備える。
また、連続焼鈍炉出側に、鋼板の結晶粒径をオンラインで測定可能なセンサーを、鋼板幅方向に移動可能に1つ以上備えてもよい。
ここで、前記鋼板の結晶粒径をオンラインで測定可能なセンサーとしては、コの字形コアに、励磁一次コイルと出力二次電圧コイルとを巻装した構成のものを用いることが好ましい。
(もっと読む)
加熱装置
【課題】簡単な構造で安定した加熱を行うことができるとともに、消費電力を抑制することのできる加熱装置を提供することを目的とする。
【解決手段】加熱装置は、第1の加熱板1と、第1の加熱板1とは所定の距離離間して対向するように配置され、複数の穴5が形成された第2の加熱板2と、第2の加熱板2の面2aから所定の距離離間して配置されるハロゲンヒータ3とを備えている。加熱装置は、加熱対象物4を第1の加熱板1と第2の加熱板2との間に介在させ、当該加熱対象物4を加熱する。
(もっと読む)
多用途型線材連続熱処理装置
【課題】長尺な金属線材を均一かつ安定してガス吸収処理可能な金属線材の多用途型線材連続熱処理装置を提供する。
【解決手段】ガス吸収炉12と減速モータ13とを1つの圧力容器14に収納したので、ガス吸収炉12のワイヤ供給管15およびワイヤ排出管26を開放状態としても炉内圧はほとんど変化しない。そのため、長尺なワイヤ11に対して連続的に窒素ガスのガス成分である窒素を均一かつ安定して吸収処理することができる。
(もっと読む)
金属帯の製造方法及び金属帯処理プロセスライン
【課題】 有害欠陥部分を事前にカットすることなく、有害欠陥によるライントラブルを解消する。
【解決手段】 金属帯の焼鈍処理、鍍金処理又は調質圧延を含む各種処理を行うプロセスラインにおいて、金属帯の払い出し長さを計測する払い出し長さ測定器16、各処理を行うプロセスラインよりも上工程のプロセスラインの検査装置により得られた欠陥位置情報から決定される欠陥部位及び金属帯の欠陥マーキングの少なくとも一方を前記払い出し長さ測定手段の出力に基づいてトラッキングし、前記金属帯の欠陥部位又は前記欠陥マーキングがプロセスラインの各設備を通過する時に、欠陥部位通過により被害を受ける設備を待避させる制御手段21とを備えたものである。
(もっと読む)
鋼帯のスリップ防止方法
【課題】連続熱処理炉等の鋼帯をロールにより搬送する装置において、事前の実験を殆ど必要とすることなく簡単に、かつ確実に鋼帯のスリップ防止できる方法を提供する。
【解決手段】鋼帯をロールにより搬送する装置において、鋼帯とロールとの間にスリップが発生しない限界のロール表面の算術平均粗さを、雰囲気ガスの粘性係数、鋼帯の走行速度、鋼帯に加わる張力、鋼帯幅、ロール半径の関数より求め、ロール表面の算術平均粗さを前記求めた算術平均粗さ以上にする。ロール表面の算術平均粗さのみの調整では鋼帯表面に疵が発生する場合は、ロール表面の算術平均粗さを鋼帯の表面に疵が発生しない最大値に設定し、鋼帯とロールとの間にスリップが発生しない限界の雰囲気ガスの粘性係数を、ロール表面の算術平均粗さ、鋼帯の走行速度、鋼帯に加わる張力、鋼帯幅、ロール半径の関数より求め、雰囲気ガスの粘性係数を前記求めた粘性係数以下にする。
(もっと読む)
加熱設備及び加熱方法
【課題】誘導加熱装置の停止、或いは、誘導加熱装置の破損に伴う長時間のライン停止を防止することで、生産性の向上を図ることが可能な金属帯の加熱設備及び加熱方法を提供する。
【解決手段】
金属帯の連続焼鈍プロセスにおける再加熱帯入側又は再加熱帯内部に設けられる加熱設備であって、前記加熱設備が誘導加熱装置を備え、前記誘導加熱装置の、通過する金属帯に面する誘導加熱コイル表面の少なくとも一部に絶縁物を配する。
(もっと読む)
1 - 12 / 12
[ Back to top ]