
Fターム[4L056BF04]の内容
Fターム[4L056BF04]に分類される特許
1 - 9 / 9
綾巻きパッケージ交換装置を運転する方法ならびに綾巻きパッケージ交換装置
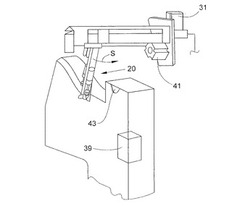
【課題】綾巻きパッケージ交換装置を運転する方法であって、綾巻きパッケージ交換装置は、自動で、綾巻きパッケージを製造する繊維機械の作業部に対して機能し、作業部に対して機能するために様々な操作装置、特に旋回可能で移動可能に支承された、ヤーンリザーブを形成するためのヤーン処理エレメントを備えているものを改良して、綾巻きパッケージを製造する繊維機械の作業部の設置位置のずれを問題なく迅速かつ精確に求めるものを提供する。
【解決手段】綾巻きパッケージ交換装置23を、少なくとも綾巻きパッケージを製造する繊維機械1の最初の運転前に、繊維機械1の作業部2に順次位置決めし、測定装置によって、作業部2の設置位置を測定し、求めた値を、作業部2においてヤーン処理エレメント20をあとで精確に位置決めするために準備する。
(もっと読む)
玉揚装置およびそれを備えた繊維機械

【課題】巻取管ストッカーに貯留されている巻取管をチャッカーで把持する際、その把持位置を一定にすることができる玉揚装置およびそれを備えた繊維機械を提供する。
【解決手段】チャッカーによる巻取管9の把持の際、把持される巻取管9以外の巻取管9を退避させるセパレータ69に支持されていて、かつ、セパレータ69の巻取管退避動作に従動して巻取管9の一方側端部に当接することにより、把持される巻取管9の他方側端部を巻取管ストッカー65の位置決め部材65aに押し付ける押付部材60cを備えた、巻取管位置規制手段60を含む玉揚装置6とした。
(もっと読む)
自動ワインダ
【課題】機台制御装置がパッケージコンベアにより順々に搬送される巻取パッケージのパッケージ情報を容易に把握可能な自動ワインダを提供する。
【解決手段】複数で設けられ、給糸ボビンから解舒された紡績糸を巻取ボビンに巻き取って巻取パッケージPを形成する巻取ユニット10・10・・・と、前記複数の巻取ユニット10・10・・・から玉揚された巻取パッケージPを搬出するパッケージコンベア20と、を備える。この自動ワインダ100全体を管理する機台制御装置30を備え、前記パッケージコンベア20の搬出方向一端側には、このパッケージコンベア20により順々に搬送される各巻取パッケージPのパッケージ情報を前記機台制御装置30へ送信する巻取パッケージ情報送信装置40を備える。
(もっと読む)
玉揚げ装置を有する繊維機械
【課題】玉揚げ作業の目標設定において、玉揚げ装置の走行制御機構の負担を軽減しようとすると、巻取りユニットの稼動効率を低下させてしまう。
【解決手段】各巻取りユニット2におけるパッケージ7の巻取り長さの大小を認識する巻取り状態認識手段30bと、巻取り長さが満管にある巻取りユニット7を最優先に、次いで満管に近い巻取りユニット7を優先する順序で、玉揚げ作業の実行目標とする巻取りユニット2を設定する目標設定手段30cと、玉揚げ作業の実行目標とする巻取りユニット2に玉揚げ装置3が到達してから、その巻取りユニット2で形成されているパッケージ7が満管となるまで、玉揚げ装置3に玉揚げ作業の実行を待機させる作業待機手段30dと、を備える。
(もっと読む)
自動ワインダー装置、および自動ワインダー装置における玉揚機の制御方法
【課題】自動ワインダー装置において、相互干渉位置に存する二台のユニットから玉揚げ処理の要求が出された場合でも、玉揚機を無駄なく走行移動させて、作業効率良く玉揚げ処理を実行できるようにすることにある。
【解決手段】ユニット2・2の満管パッケージ作成の進捗状況と、各玉揚機4a・4bの現在位置からユニット2・2までの距離との二つの要素を判断基準として、両玉揚機4a・4bの走行を制御する。これにて、相互干渉位置に存する二台のユニット2・2から玉揚げの処理要求が出された場合においても、ユニット2・2に対する玉揚機4a・4bの玉揚げ処理の優先順位を予め決定したうえで、両玉揚機4a・4bを一定の距離を置いて走行移動させることができるので、玉揚機4a・4bが他の玉揚機4a・4bに近付いてから停止・反転走行するように、玉揚機4a・4bが無駄に走行する不具合を確実に排除することができる。
(もっと読む)
紡機における尻糸切断方法
【課題】スピンドル基部に残る糸(尻糸)を少なくできるとともに、従来に比較して糸切れミスを少なくすることができる紡機における尻糸切断方法を提供する。
【解決手段】玉揚げ停止時にリングレール17を尻糸切断部材28とスピンドル基部24bとの当接部と対応する位置に停止させ、尻糸切断部材28とスピンドル基部24bとの当接部以下の位置に糸Yを巻いた状態でスピンドル11を停止させる。その状態で玉揚げ装置のボビン把持装置36aにより管糸38を抜き上げ、同時にリングレール17を上昇させる。抜き上げ途中まで尻糸切断部材28を管糸38と共に上昇させ、尻糸切断部材28とスピンドル基部24bとの間に管糸38からトラベラTに連なる糸Yを導き、その後、管糸38から離脱した尻糸切断部材28とスピンドル基部24bとの間で糸Yを把持するとともに、カッタ部30で糸Yを切断する。
(もっと読む)
リフター付繊維機械
【課題】 水平方向の搬送手段及び垂直方向のリフターを備え、省スペース化を達成し、リフターの昇降速度を水平方向の搬送速度とは別個に制御することにより、効率的に巻取パッケージを作業員が取り出しやすい腰の高さ(およそ0.6メートルから1.5メートルの間の高さ)に持上げることができる繊維機械を提供すること。
【解決手段】 繊維機械の紡績ユニットによって糸が巻取られた巻取パッケージを所定位置に搬送する搬送手段の末端に、搬送されてきた巻取パッケージを受取り、人が取り出しやすい所定の高さにまで持上げるリフターを設ける。
(もっと読む)
練条機でケンス交換時にスライバを切断する方法および装置
【課題】本発明はケンス交換時のスライバ切断方法および装置に関し、特に設計上簡単な仕方でスライバの確実な切断を行うようにすることを目的とする。
【解決手段】ケンス24にスライバ22を収納する手段を備えた練条機でケンス交換時にスライバを切断する方法において、ケンス交換中にスライバ供給装置、たとえばコイラプレート23のスライバ排出口と、その後段にあるケンス内のスライバ最上層との間隔をスライバが裂ける程度に拡大する。設計上簡単な仕方でスライバの確実な切断を可能にする方法を提供するために、重合スライバ内に薄肉部12′が生じてこの薄肉部がコイラプレートのスライバ排出口の出口区域に来たときにケンス交換が開始するように、スライバ排出口の前段に配置されたドラフトゾーンbでドラフトを増す。
(もっと読む)
自動ワインダ
【課題】簡単な構成で迅速かつ的確に、満管パッケージとそれに関係した巻取ユニットとの対応関係を判別すると共に、その満管パッケージの重量を測定し、満管回転数を補正し得る自動ワインダを提供する。
【解決手段】パッケージPを回転させて糸Yを巻き取る複数の巻取ユニット2と、巻取ユニット2を制御し、予め設定された基準重量値に対応する回転総数までそのパッケージPを回転させて満管パッケージPを形成させる制御装置8と、巻取ユニット2において満管パッケージPが形成される毎に、その巻取ユニット2の位置まで移動して玉揚動作を行う玉揚装置6と、玉揚装置6に備えられ、玉揚動作の際に満管パッケージPの重量を測定する重量測定装置69と、を備え、制御装置8は、重量測定装置69による測定重量値と基準重量値とを比較し、それらに差があれば、その差に基づいて回転総数を補正し得るように構成した。
(もっと読む)
1 - 9 / 9
[ Back to top ]