
Fターム[5E077DD09]の内容
多導体接続(プリント板等) (8,893) | 接続の種類 (1,284) | 変形によるもの (87) | 圧縮 (20)
Fターム[5E077DD09]に分類される特許
1 - 20 / 20
超高密度コネクタ

【課題】超高密度接続のための技法を提供する。
【解決手段】1つの実施の形態において、超高密度コネクタ10は、実質的に平行な細長い円筒要素12の束を含み、各円筒要素は、少なくとも1つの隣接する円筒要素に実質的に接触している。細長い円筒要素の端部14は、3次元の互いに組み合う嵌合面を形成するように互い違いに配置される。細長い円筒要素の少なくとも1つは、嵌合するコネクタの対応する電気接点を接線方向に係合させるように配置された導電性接点18を有する。
(もっと読む)
電装品

【課題】本発明は、回路基板と該回路基板に接続される接続端子との接続状態を良好に保つとともに、小型化を図った電装品を提供することを目的とする。
【解決手段】電装品1は、回路素子4と、該回路素子4に接続される回路基板5と、該回路基板5に接続される接続端子6と、を有している。前記接続端子6には、本体部65と、前記本体部65に設けられた前記回路基板5に近付く方向と離れる方向との双方向Zに弾性変形自在に形成されたばね部材66と、前記ばね部材66を互いの間に位置付けるように前記本体部65から立設した一対のアーム部67と、が設けられ、前記一対のアーム部67が前記回路基板5を通されて、各アーム部67の前記本体部65から離れた端部67aが前記ばね部材66に向かって曲げられて、前記端部67aと前記ばね部材66との間に前記回路基板5を挟んでいる。
(もっと読む)
配索材の接続構造
【課題】高い生産性で、ピッチや配列の任意な配索材とコネクタを接続できるようにする。
【解決手段】複数本の平角導体13を幅方向aに並設して平角導体13の外周を絶縁体15で被覆した配索材11と、相手側コネクタの端子ピッチに合わせて端子間ピッチP1が設定された複数本のコネクタ端子19と、を接続する配索材の接続構造であって、配索材11には、端子ブロック17を装着する。端子ブロック17は、平角導体13と同一平面上で交差するように配置され且つ所定の平角導体13と導体接続されるコネクタ端子19を並設する。また、配索材11の接続構造は、端子ブロック17を挿入し前面に開口する相手側コネクタとの嵌合空間にコネクタ端子19の一端部を突出させるとともに側面より配索材11を導出させるコネクタハウジングを具備することが好ましい。
(もっと読む)
同軸ケーブル接続端子
【課題】通信機器等に同軸ケーブルを接続端子において、同軸ケーブルを接続端子に固定する時、かしめリング等付属の部品を必要とせず、単純な構造であり、安価かつ容易に作成可能な接続端子を提供する。
【解決手段】ケース20に設置された同軸ケーブル接続端子10は同軸ケーブル22を通す貫通孔を有する円筒状の突起部12,13を有している。突起部は1個あるいは複数個の切り欠き穴を有し、貫通孔に同軸ケーブル22を通して突起部を圧縮する。圧縮された突起部の下に位置する同軸ケーブルの外被が切り欠き穴の方向に押され、切り欠き穴内に進入して盛り上がる。この盛り上がりにより同軸ケーブル22が貫通孔から抜け落ちることを防止する。
(もっと読む)
電子部品の端子接続構造
【課題】簡易な製造工程によって電子部品と配線基板とを電気的に接続することができる電子部品の端子接続構造を提供する。
【解決手段】回動内機13の端子19には、導電性を有するスプリング23の中間部24が端子19に接触するように設けられる。スプリング23は、一端部25が配線基板14の配線18に接触し、圧縮された状態である。したがってスプリング23の圧縮に対する伸長力によって、スプリング23と配線18とが確実に接触し、端子19と配線18とがスプリング23を介して電気的に接続される。
(もっと読む)
コネクタ
【課題】回路基板のスルーホールへ固定するのに大きな加圧力を必要とせず、スルーホール破損の危険が少なく、接触が弾性接触で高い接触信頼性が得られる構造の接続端子を備えた回路基板用コネクタの実現。
【解決手段】接続端子の先端から、回路基板の厚さを想定して予め定められた寸法の位置に、接続端子の軸方向と直交する先端側前面とこれと平行な後面を有するストッパを設け、前記接続端子の長手方向に渡る1ないし数箇所に、ストッパと接続端子先端との間に加圧力を加えたときに座屈を起し易いように接続端子の長手方向と直交する向きの切り込みを設ける。
(もっと読む)
接続部材,その形成方法,接続構造およびその形成方法
【課題】各種配線部材や電子デバイス間の電気的接続に応用が可能で、脱着が容易な接続部材や接続構造を提供する。
【解決手段】電子照射等により架橋された熱可塑性高分子からなる基材2を準備する。基材2に貫通孔5を開口して、接続部材1を形成する。基材1を加熱し、延伸しつつ、冷却する。この処理によって、拡大貫通孔5aが形成され、熱収縮機能が付与される。配線体10の芯体12と、PCB20の突起電極22とを、接続部材1の拡大貫通孔5a内に挿入する。接続部材1を加熱すると、収縮する。それに伴い、拡大貫通孔5aも収縮する。熱収縮した貫通孔内で、各々半円柱状の芯体12と突起電極22とが締め付けられて相接触し、導通する。基材2を加熱すれば、接続を容易に解除することができ、脱着容易な接続構造が得られる。
(もっと読む)
同軸ケーブルとシールド端子との圧着接続構造
【課題】圧着接続の部分を小型化することが可能な、同軸ケーブルとシールド端子との圧着接続構造を提供する。
【解決手段】編組圧着部13の圧着を、折曲編組部7が重なった状態の絶縁体4の位置で行う。絶縁シース6及び絶縁体4は、絶縁シース6の肉厚分だけ段差部分20が形成されることから、この段差部分20に応じて圧着接続の部分21が小型になる。一方、シース圧着部14の圧着は、引掛かり部分19の近傍で行う。加締め状態にあるシース圧着部14が仮に外力等で移動しようとしても、引掛かり部分19にシース圧着部14が引っ掛かることからこの移動が規制される。
(もっと読む)
コネクタ
【課題】 特性インピーダンスの制御を行い易く、高速伝送が可能なコネクタを提供すること。
【解決手段】 弾性体11の表面に所定のピッチで形成された複数の導体パターン21を有し、各導体パターン21は、対向する第1電極23及び第2電極24と、該第1の電極23及び該第2の電極24間を連設する伝送路23を有し、前記弾性体11には少なくとも1つの前記導体パターン21の前記伝送路23と接続する金属支柱31が設けられている。
(もっと読む)
導電性グリッドを有するプラスチックパネルの電気接続
透明プラスチックパネル(14)及び導電性グリッド(12)を含むプラスチックパネルシステム。パネルは基質(24)を含み、基質に重なるようにグリッドがパネル上に設けられる。グリッドには少なくとも1つの導電性装着位置30が付属している。プラスチック部分(34)及び導電性部分(36)を含む電気コネクタ(32)が、プラスチック部分をパネルに超音波溶接することによってパネルに固定される。コネクタをパネルで保持する結果、パネルの導電性部分が導電性グリッドの装着位置と電気的に接触している。自動車の電気系統をパネルシステムのコネクタに取り付けることができる。 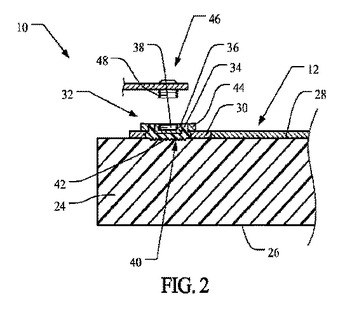 (もっと読む)
(もっと読む)
無線装置
【課題】パッキング内に配置したアンテナと給電回路との電気的接続を容易に行うことができるようにした無線装置を提供する。
【解決手段】フレキシブルプリント配線板16にL型ダイポールアンテナ5を形成し、フレキシブルプリント配線板16の両面にパッキング材層17、18を設けてパッキング4を構成し、更に、フレキシブルプリント配線板16にL型ダイポールアンテナ5の給電点となるスルーホール28、29を設け、プリント配線板14にスルーホール28、29が嵌合可能なスプリングコネクタ15を配置する。
(もっと読む)
電子回路基板とコネクタの接続構造
【課題】電子回路基板とコネクタを、ネジを取り付けるなどの作業を伴うことなく、接続できると共に、相手側コネクタを着脱する際でも電子回路基板とコネクタとの電気的な接続を確実に行うようにした電子回路基板とコネクタの接続構造を提供する。
【解決手段】プレスフィット端子16をスルーホール34に圧入してコネクタ12を電子回路基板(プリント基板10)に接続する接続構造において、コネクタ12の長手方向Aの両端部(側壁12a,12b)に弾性変形可能な弾性部材24をそれぞれ一体的に形成すると共に、プリント基板10に弾性部材24が係合されるべき係合孔36を穿設する。
(もっと読む)
プリント基板向け接続端子およびプリント基板ユニット並びに電子機器
【課題】はんだ付けを必要としないプリント基板向け接続端子およびプリント基板ユニットを提供する。
【解決手段】接続端子22の空間にはリード端子16が受け入れられる。弾性変位片24の先端は円柱空間の中心軸に向かって弾性力を作用させる。弾性変位片24はリード端子16に強く接触する。リード端子16および弾性変位片24の間で電気接続が確立される。その一方で、刃部25はスルーホール17の内壁面に食い込む。刃部25およびスルーホール17の間で電気接続が確立される。こうしてリード端子16およびスルーホール17の間で電気接続が確立される。こうした接続端子22によれば、スルーホール17にリード端子16が差し込まれるだけで電子部品15はプリント配線基板14に実装される。1度の押し付け力で全てのリード端子16はプリント配線基板14に固定される。はんだ付けは省略される。
(もっと読む)
回路接続構造体
【課題】対向する回路電極同士間の良好な電気的接続を達成でき、回路電極間の電気特性の長期信頼性を十分に高めることができる回路接続構造体を提供する。
【解決手段】第1の回路基板31の主面31a上に第1の回路電極32が形成された第1の回路部材30と、第1の回路部材30に対向して配置され、第2の回路基板41の主面41a上に第2の回路電極42が形成された第2の回路部材40と、第1の回路部材30の主面と第2の回路部材40の主面との間に設けられ、第1及び第2の回路電極32,42を電気的に接続する回路接続部材10とを備える回路接続構造体において、第1及び第2の回路電極32,42の厚みが50nm以上で、回路接続部材10が、接着剤組成物と表面側に複数の突起部14を備えた導電粒子12とを含有する回路接続材料を硬化処理することにより得られるものであり、導電粒子12の最外層が、ニッケル又はニッケル合金である回路接続構造体1。
(もっと読む)
接続素子
【課題】 支持体に固定接点や弾性接点を備えた接続シートを正確に位置決め固定でき、また固定後は接続シートが容易に剥離しない接続素子を提供する。
【解決手段】 前記支持体2の長手(Y)方向の少なくとも一方の端面3fに、前記接続シート10を固定する第1の位置決め部6aを形成する。接続シート10を第1の位置決め部6aを基準として取り付けることにより、接続シート10を前記支持体2に対して正確に位置決め固定することができる。前記第1の位置決め部6aは前記支持体2の一部を突出させた突出部8,8で形成されており、突出部8,8が接続シート10の両縁部を保護するため、接続シート10が容易に支持体2から剥離してしまうのを防止することができる。
(もっと読む)
ケーブル接続方法
【課題】比較的少なる工数をもって、導電芯線が絶縁材によリ被覆されて成るケーブルにおける導電芯線とコネクタ装置等に設けられたコンタクト部材との、適正かつ確実な電気的接続状態を得る。
【解決手段】ケーブル23の絶縁材を部分的に剥いで導電芯線21を露出させ、露出された導電芯線21を、先端部分が一対の分岐部25A,25Bを形成し、それらの夫々が外側部分に特定の方向に対して傾斜する傾斜部27A,27Bを有するものとされたコンタクト部材25に、分岐部25A,25Bによって挟まれる状態として配し、分岐部25A,25Bの夫々における傾斜部27A,27Bに特定の方向の押圧力を作用させることにより、分岐部25A,25Bに、夫々の外側部分から内側部分に向かう方向に変位する変形を生じさせて、導電芯線21を挟持させる。
(もっと読む)
可撓性平形導体における電線接続構造及び電線接続方法
【課題】 接続作業を良好にするとともに接続信頼性を確保する。
【解決手段】 ケース10内にFPC20(フレキシブルプリント回路板)が収容され、このFPC20の上面に導体部22の端部が露出して配置される。電線30の途中部分には、被覆32の除去により撚り合わされた複数本の芯線31が露出してなる中間皮剥ぎ部35が形成される。中間皮剥ぎ部35は、扁平状に押し潰されてその扁平面を導体部22の端部に接触させた状態で半田接続される。したがって、中間皮剥ぎ部35と導体部22との間の接合領域を大きく確保でき、かつ、芯線31がばらける事態を回避できる。
(もっと読む)
回路基板と端子金具との接続構造
【課題】 接続の作業性を向上させ、回路表面の損傷を防止し、確実な接続を図るようにする。
【解決手段】 上板5Aと下板5Bとを備えた端子金具5の下板5Bにバレル6を起立して形成し、この下板5Bのバレル6が挿入される穴3を回路基板1に形成し、これら穴形成個所の回路基板1に同様の穴をあけた補強板2を設け、前記上板5Aを持ち上げて回路基板1の穴3に下板5Bに形成されたバレル6を挿入した後に上板5Aを戻して下板5Bと上板5Aとで当該基板1を挟んでバレル6を折り曲げて上板5Aを固定し、回路基板1の印刷面1Aと前記下板5Bとが接触する。
(もっと読む)
電気部品用ソケット
【課題】 電気部品に付設されたフレキシブル基板の電極部に接触させる接触子を透明部材コンタクトとして、フレキシブル基板の電極部と透明部材コンタクトの接触子との位置合わせを容易とする。
【解決手段】 コンタクト保持部3によって、透明部材から成りその端部に複数配列して形成された接触子を有する透明部材コンタクト11を保持固定し、調整機構により、上記コンタクト保持部3に保持された透明部材コンタクト11の接触子の配列方向に沿って移動可能とされた表示パネル6を移動させて、フレキシブル基板9の電極部を透明部材コンタクト11の接触子に位置合わせし、押圧プレート5で、上記フレキシブル基板9の電極部と透明部材コンタクト11の接触子とを接触させてクッション部材2に対して押圧する。これにより、上記表示パネル6のフレキシブル基板9の電極部と透明部材コンタクト11の接触子とを接触させる。
(もっと読む)
導電路及びコネクタ
【課題】 接合信頼性の向上を図る。
【解決手段】 導電路Aは、重ね合わせた端子金具30とバスバー40を、その板面と交差する方向にダイス70で押圧することで、表面側に凹部Bが形成されるように変形させつつ接合して製造されている。重ね合わせた端子金具30とバスバー40をダイス70で押圧して凹部Bが形成されるように変形させると、その押圧された接合領域33a,43aにおいては端子金具30の表面とバスバー40の表面が変形しつつ金属学的に結合されるので、端子金具30とバスバー40の表面同士を単に当てているものに比べて、接合信頼性が高い。
(もっと読む)
1 - 20 / 20
[ Back to top ]