
Fターム[5E313EE49]の内容
電気部品の供給、取付け (45,778) | 部品の取付け (11,906) | 作業者に対する部品取付位置の表示、指示 (45)
Fターム[5E313EE49]に分類される特許
1 - 20 / 45
プリント基板及びプリント基板の種別識別方法
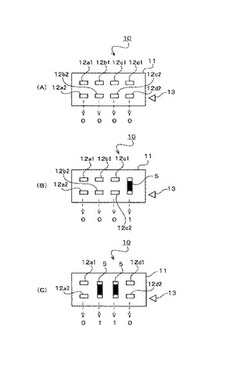
【課題】比較的小さな面積で多くの種別を識別することができるプリント基板を提供する。
【解決手段】種別識別表示10には、4対のランド(12a1,12a2と12b1,12b2と12c1,12c2と12d1,12d2)が設けられている。それぞれのランドの対に対して、電子部品(抵抗器)5が実装されていない場合は“0”、実装されていれば“1”を示す。それぞれの箇所(4対)が示す数字の組み合わせにより、プリント基板の種別を示す識別番号を表す。
(もっと読む)
部品実装システム及び部品実装システムにおける状態診断方法

【課題】検査部内における損傷等部位の発生を早期に発見することができ、損傷等部位の特定も容易な部品実装システム及び部品実装システムにおける状態診断方法を提供することを目的とする。
【解決手段】撮像により得られた検査用画像に基づいて部品4の基板2への装着状態の検査を行う検査部R2において、光電変換素子40aが光を受光していない状態で信号伝送ケーブル41から伝送されるディジタル信号を検査用信号として一定時間採取し、得られた結果に基づいて検査部R2の状態診断を行う制御装置50の診断部50eを備える。診断部50eは、得られた検査用信号の出力レベルが予め定められた基準範囲Dから継続的に外れた状態を検知した場合には、撮像ヘッド40に異常があると判断する。
(もっと読む)
対基板作業実行システム
【課題】停電時におけるオペレータの安全を確保可能な対基板作業実行システムを提供する。
【解決手段】それぞれが、駆動源26,56等を有し、その駆動源の作動によって回路基板に対する作業を実行する複数の作業実行装置14,16等と、それぞれが、光源を有し、その光源によって発光する機能を有する複数の光源含有機器76,86等と、複数の作業実行装置の各々の駆動源、および複数の光源含有機器の各々の光源への通電を制御する制御装置91とを備えた対基板作業実行システムにおいて、複数の光源含有機器の少なくとも1つの光源に電力を供給可能な非常用電源98を備え、停電時に、非常用電源から複数の光源含有機器の少なくとも1つの光源へ通電するように構成する。このように構成することで、停電発生時であっても、オペレータは周囲の状況を確認することが可能となり、安全を確保することが可能となる。
(もっと読む)
部品実装システム
【課題】部品実装機のエラー停止による生産性低下の問題を解決できるようにする。
【解決手段】部品実装機で、n個の部品1〜nを実装する生産ジョブの実行中にエラーが発生しない場合は、(a)に示すように、n個の部品1〜nを順番に実装するが、(b)に示すように、k番目の部品kを実装する際に、データの修正が必要なエラーが発生した場合は、表示装置に当該部品kに関するデータの修正を促す警告メッセージを表示すると共に、当該部品kの実装をスキップしてそれ以外の部品k+1,k+2,…,nの実装を継続する。その間に、作業者がエラーの発生原因となった部品kに関するデータを修正すれば、最後の部品nを実装した後に、当該エラーによりスキップした部品kのリカバリ実装を実行する。
(もっと読む)
電子部品装着装置及び電子部品装着方法
【課題】
本発明は、オペレータの選択内容を明確にすることで、欠品の原因を早期に解決でき、稼働率の高い電子部品装着装置及び電子部品装着方法を提供する。
【解決手段】
装着処理を行う間に生産中断したときに前記装着ヘッドの装着ステップの情報を表わすステップ情報と前記電子部品を装着するしないを選択し選択指示内容を保持する装着設定情報とを有する最終装着ステップ情報と、電子部品の装着状態を示す装着状態情報とを有する再開確認画面を表示し、前記再開確認画面を記憶することを特徴とする。
(もっと読む)
部品実装ライン
【課題】部品実装ラインのモニタ数の削減と作業性向上を実現する。
【解決手段】部品実装ライン11は、回路基板の搬送経路に沿って半田印刷機12、複数台の部品実装機13、外観検査機14等の複数台の装置が配列され、各装置12〜14の全部又は一部の装置は、モニタを省略した簡素な構成とし、その代わりに、各装置12〜14と無線LANで接続される1台又は複数台のタブレットPC15を備える。タブレットPC15は、部品実装ライン11の各装置12〜14のモニタとして機能し、タブレットPC15の表示画面に各装置12〜14の表示/入力画面を表示させることで、各装置12〜14の共用モニタとして使用する。タブレットPC15と無線LANで接続される機外撮像装置21が設置され、機外撮像装置21で撮像した部品の画像を処理して画像処理用データを作成する画像処理用データ作成機能をタブレットPC15に搭載している。
(もっと読む)
部品実装管理装置及び部品実装管理方法
【課題】部品実装ラインの途中に配置した検査装置で部品の実装不良を検出したときに、その下流側の実装機で部品実装をスキップする単位を作業者が設定できるようにする。
【解決手段】部品実装ラインの稼働中に検査装置でパネルのいずれかのボードで部品の実装不良が検出されたときに、検査装置より下流側の実装機モジュール12で、部品実装を作業者が設定したスキップ単位でスキップする。作業者が設定可能なスキップ単位は、検査モジュールで部品の実装不良が検出されたパネル全体の部品実装をスキップする「パネル単位」、部品の実装不良が検出されたボードのみの部品実装をスキップする「ボード単位」、実装不良の部品と関連する部品グループのみの部品実装をスキップする「部品グループ単位」とし、これら3種類のスキップ単位の中から、多様なユーザーの要求、実装不良検出時の作業効率、コスト性等を考慮して、作業者がスキップ単位を選択する。
(もっと読む)
部品実装システム
【課題】部品実装機により複数種類の実装基板を生産する際に、オペレータによる作業を軽減する。
【解決手段】複数の生産プログラムを、フィーダの段取り替えをせずに実行可能なクラスタに分割し、クラスタを単位に順次生産プログラムを実行して、フィーダから供給される部品を、所定位置に位置決めされた基板に搭載する部品実装機を備えた部品実装システムにおいて、クラスタが複数ある場合、各クラスタ内に含まれる全ての生産プログラムによる部品搭載の所要時間を計算すると共に、各クラスタ間で実行される段取り替えの所要時間を取得し、全クラスタ内の部品搭載所要時間と、全クラスタ間の段取り替え所要時間とを合計して、全生産終了予定時間を算出する手段を備えている。
(もっと読む)
対回路基板作業システムおよび電子回路部品装着システム
【課題】対回路基板作業システムおよび電子回路部品装着システムにおいて電気エネルギ供給抑制等、実用性を向上させる。
【解決手段】作業者による個エコスイッチのON操作(S2)、群エコスイッチのON操作(S3)、不作動状態移行許容モード設定時において設定時間以上、装着モジュールに対するアクセスがないこと(S4,S5)のいずれかの場合、シグナルタワー,表示ランプおよび操作画面への電気エネルギの供給を遮断し、電気エネルギの消費を低減させる。電気エネルギ供給遮断状態でアクセスがあった場合、装着モジュールが作動継続不能な場合、作業者による個エコスイッチあるいは群エコスイッチのOFF操作があった場合、電子回路部品の定時補給時のいずれかの場合に電気エネルギの供給を再開し、シグナルタワー等に必要な表示等を行わせる。
(もっと読む)
電子部品実装装置
【課題】効率良く高精度な部品認識を行うことができる電子部品実装装置を提供する。
【解決手段】ヘッドユニット12に、電子部品3の下面(撮像面)を斜め下方から撮像する2つのCCDカメラ22と、各CCDカメラ22に対し電子部品3の反対側から撮像面を照射する2つの照明23とを設ける。そして、2つのCCDカメラ22によって、吸着ノズル12bの軸回りにおける角度が異なる2方向から前記撮像面を撮像し、これら2つの2次元画像を、それぞれ幾何学変換により前記撮像面を真下から見た2次元画像に変換し、幾何学変換後の2つの2次元画像を比較して電子部品3の寸法、吸着位置ズレ、吸着角度ズレ、端子エラー(コプラナリティエラー、コリニアリティエラー)等を認識する。
(もっと読む)
電子部品実装体
【課題】プリント配線板に対する電子部品の実装方向を容易に判断できるようにした電子部品実装体を提供することを目的とする。
【解決手段】プリント配線板2と、プリント配線板2に実装され、感触の異なる2つの持ち手部1a、1bを有するコネクター1と、を備える。プリント配線板2は、コネクター1が実装される部位に、正規の実装方向でのコネクター1の実装を案内する表示部として、2つの持ち手部1a、1bの感触を示すコネクター外形輪郭線印刷部5を備える。
(もっと読む)
電子回路部品装着方法および電子回路部品装着機
【課題】より実用性の高い電子回路部品装着方法および電子回路部品装着機を得る。
【解決手段】マルチノズルヘッドの3個以上の吸着ノズルがそれぞれ電子回路部品を吸着した後(S1)、基板保持装置へ移動させられる途中に部品撮像システムにより撮像される(S2)。3個以上の吸着ノズルの全部が電子回路部品を保持しているが、保持状態が不安定な部品があれば、再度、撮像し(S3,S5,S7)、落下していれば、その旨を報知し、電子回路部品装着機を停止させる(S9)。不安定部品が落下していなければ収容箱に収容し、その後、さらに吸着ノズルを撮像し(S10,S11)、電子回路部品の落下がなければ回路基板に装着し(S6)、落下があれば、報知し、電子回路部品装着機を停止させる(S13)。不安定部品の解放前の落下の有無の検出により、電子回路部品が回路基板上に落下したままとされて不良基板が発生する可能性が低減される。
(もっと読む)
部品実装システム及び部品実装方法
【課題】部品が極めて小さい場合であっても要修理箇所に確実に部品を装着することができ、基板の良品率を向上させることができる部品実装システム及び部品実装方法を提供することを目的とする。
【解決手段】部品実装システム1は、部品Ptの装着後の検査で発見された要修理箇所について、オペレータOP等の手作業による修理が行われた後、半田印刷機2と第1の部品実装機4Aとの間に再投入された基板Pbに対し、欠品箇所があるか否かの検査を第1の部品実装機4Aが備える検査カメラ15Aを用いて行い、基板Pb上に欠品箇所を発見した場合には、その欠品箇所の位置の特定を行ったうえで、第1の部品実装機4Aの装着ヘッド14Aと第2の部品実装機4Bの装着ヘッド14Bが、位置を特定した基板Pb上の欠品箇所に部品Ptを装着する。
(もっと読む)
部品実装用NCデータ作成装置及び部品実装用NCデータ作成方法
【課題】部品実装用NCデータを作成する際に、部品のCADデータとNCデータとの間で部品基準角度が不一致の場合に、部品装着角度の補正を簡単に且つ正確に行う。
【解決手段】NCデータ作成者が実際の部品から簡単に識別できる極性マーク象限情報を、キーボード、マウス等によりNCデータ作成用のコンピュータに入力する。NCデータ作成用のコンピュータは、部品のCADデータの1番ピン位置座標に基いて1番ピン位置象限情報を極性マーク象限情報として算出し、算出した極性マーク象限情報と、NCデータ作成者が入力した極性マーク象限情報とを比較して、両者の極性マーク象限情報が一致すれば、NCデータの当該部品の装着角度情報を補正する必要はないと判断するが、両者の極性マーク象限情報が不一致であれば、両者の極性マーク象限情報から換算される部品基準角度の角度差相当分だけNCデータの当該部品の装着角度情報を補正する。
(もっと読む)
電子部品装着装置、部品供給装置及び電子部品装着方法
【課題】本発明は、部品供給テープの掛け違いを低減できる信頼性の高いあるいは部品供給テープの掛け違いを低減し新たな電子部品テープを供給できる稼働率の高い電子部品装着装置、部品供給装置及び電子部品装着方法を提供することである。
【解決手段】本発明は、部品供給装置の挿入口から供給テープを挿入し、供給テープに収納された電子部品を吸着しプリント基板に装着する電子部品装着する際に、前記供給テープの有する前記電子部品の情報を読み取り、読み込まれた情報に基づき前記供給テープを挿入すべき前記部品供給装置を選択し、供給テープが未装着な時は閉じている挿入口を開くことを特徴とする。
(もっと読む)
電子部品実装装置
【課題】同一種類の複数の電子部品を基板に実装する実装形態においてロットが異なる部品の混載を防止することができる電子部品実装装置を提供する。
【解決手段】多面取り基板に同一種類の電子部品を実装する実装作業において、部品供給部における電子部品の残数を部品残数として記憶しておき、1つの単位基板を対象とする単位基板実装作業を開始する前に、部品品切れが発生する可能性の有無を判定するために設定された閾値と部品残数とを比較して部品残数が閾値未満であるか否かを判定し(ST3)、部品残数が閾値未満であれば作業対象となる部品供給部を当該時点で設定されている部品供給部から他の部品供給部に変更するロット切換処理(ST14)を行う。
(もっと読む)
電子部品手動実装機
【課題】作業者における実装方向への部品持ち換え作業をなくし、実装方向の間違いを防止することができ、かつ実装時間の短縮化を実現する。
【解決手段】テーピングされた電子部品を供給し、かつ部品供給角度を変更することができる複数のカセット型部品供給装置101を部品供給設置部102に設け、制御部108により、部品供給設置部102における各カセット型部品供給装置101の位置に応じて、電子部品を実装する実装基板801を保持する基板位置決め部104における基板基準位置112に合うように部品供給角度を変更し、作業者による実装方向の間違いの防止と、実装時間ロスを削減し、実装時間の短縮化を図る。
(もっと読む)
電子部品装着方法
【課題】修正したい電子部品の装着位置の絞込みを容易に行えるようにすること。
【解決手段】生産運転前に、試しにプリント基板P上に電子部品の装着を行い、作業者が装着された各電子部品の装着座標を確認し、装着された位置が間違っていると判断すると、装着座標を修正したい電子部品の絞込みを行うが、作業者はモニタ25のメニュー画面において装着座標の教示スイッチ部を押圧操作すると、装着座標の教示画面が表示される。複数の電子部品Dが装着されたプリント基板Pを目視して、装着座標を修正したい電子部品D1の装着位置周辺に「C1」とシンボルが付されてあることがわかる。吸着及び装着順データを表示する装着座標の教示画面において、作業者がシンボルスイッチ部26Aを押圧操作すると、CPU20は吸着及び装着順データをシンボル毎にソートし、前記シンボル毎にソートした上位4つの吸着及び装着順データをモニタ25に表示させる。
(もっと読む)
部品実装機の三次元搭載データ作成方法
【課題】三次元搭載用生産プログラムのデータ作成時に三次元搭載を視覚的に確認して、エラー修正を行えるようにする。
【解決手段】部品実装機20で、基板12上の重複する位置に、部品10を重ねて搭載する三次元搭載を行う部品実装機の三次元搭載データ作成方法において、三次元搭載用生産プログラム作成時に、三次元搭載順序をレイアの設定で管理すると共に、三次元搭載状態を検出して、そのイメージデータ画面を表示し、順次各搭載点毎の三次元搭載順序に不具合発生状態を確認可能とする。
(もっと読む)
基板部品のマニュアル実装装置
【課題】マニュアルで取り付ける基板部品の固有情報とプリント基板の固有情報とを関連付けて管理できる基板部品のマニュアル実装装置を得る。
【解決手段】プリント基板1に実装する複数の基板部品2を種類毎に部品箱3に収容し、部品箱3と収容した基板部品2の部品IDとを関連付けて、部品ID登録手段4によって部品箱3又は制御部5へ登録し、プリント基板1にも基板ID1aを付与しておき、部品ID読取手段7と部品取出位置検出手段8からの情報で、部品箱3から取り出した基板部品2を特定し、マニュアルで実装した基板部品2の部品固有情報を、制御部5においてプリント基板1の基板固有情報と関連付けて登録するように構成した。
(もっと読む)
1 - 20 / 45
[ Back to top ]