
Fターム[5H615BB17]の内容
電動機、発電機の製造 (29,087) | 電機の型式、種類 (7,282) | 立軸型 (63)
Fターム[5H615BB17]に分類される特許
1 - 20 / 63
スピンドルモーター及びその製造方法
【課題】カバー部材とスリーブとの結合強度が向上した、カバー部材とスリーブとの結合時に汚染を抑制することができるスピンドルモーター及びその製造方法を提供する。
【解決手段】スピンドルモーター100は、シャフト130を回転可能に支持し下端部に接着剤収容溝124が形成されるスリーブ120と、スリーブ120の下端部に設けられ接着剤収容溝124に挿入結合される結合部を備えるカバー部材150と、を含み、結合部は接着剤収容溝124に充填される接着剤に浸漬されるように配置されることができる。
(もっと読む)
モータ及びその製造方法

【課題】樹脂を使用して軸受ハウジングを形成することにより、製造コストの節減及び組立工程の効率化を図ることのできる、スピンドルモータ及びその製造方法を提供する。
【解決手段】ロータ180と、一端が前記ロータ180と結合される回転軸150と、前記回転軸150の外周面を回転可能に支持する軸受160と、樹脂からなり、前記軸受160を収容する第1凹溝121、及び前記回転軸150の他端を支持する第2凹溝122を具備する軸受ハウジング120と、を含む。
(もっと読む)
モータおよびモータの製造方法
【課題】コイルからティースへ効率よく熱を伝導させて、モータの伝導効率を高める。
【解決手段】モータ1Aの静止部2Aは、内側樹脂部71Aと外側樹脂部72Aとを含む樹脂体234Aを、有している。内側樹脂部71Aは、ティース42Aとコイル233Aとの間、およびティース42Aとインシュレータ232Aとの間に、介在する。外側樹脂部72Aは、コイル233Aの周方向外側および軸方向外側を覆う。また、内側樹脂部71Aと外側樹脂部72Aとは、コイル233Aの径方向外側またはコイル233Aの径方向内側に配置された連続樹脂部73Aを介して、連続している。また、インシュレータ232Aは、ティースの周方向の側面に沿って広がる開口部66Aを、有している。当該開口部66Aにおいて、内側樹脂部71Aは、ティース42Aの周方向の側面と導線との双方に、接触している。
(もっと読む)
流体動圧軸受機構の製造方法およびモータ、並びに、ディスク駆動装置
【課題】流体動圧軸受の潤滑油を軸受組立体内に短時間にて充填し、かつ、軸受組立体内に気泡が巻き込まれることを抑制する。
【解決手段】軸受機構の製造方法が、a)軸受組立体4aを組み立てる工程と、b)上スラスト部42と上ハブ環状部との間の上シール間隙661を下方に向け、外筒部とフランジ部52との間の間隙を広げる、または、前記外筒部と下ハブ環状部との間の下シール間隙662を下方に向け、前記上スラスト部42と前記フランジ部52との間の間隙を広げる工程と、c)間隙全体を減圧する工程と、d)上方を向くシール間隙から潤滑油を注入し、所定の時間以上待つ工程と、e)大気圧に戻す工程と、を備える。
(もっと読む)
ディスク駆動装置の製造方法及びその製造方法により生産されたディスク駆動装置
【課題】ディスク駆動装置の清浄度を向上し、磁気ヘッドがトレースするときの磁気ヘッドと記録ディスクとの隙間を小さくした場合にTA障害の発生率を低く保つことのできる技術を提供する。
【解決手段】ディスク駆動装置の製造方法において、組立工程では、クリーンルーム内で固定体に軸受ユニットと軸受ユニットによって固定体に対して回転自在に支持される回転体とを組み付けてサブアセンブリを組み立てる。洗浄工程では、サブアセンブリの固定体と回転体の少なくとも一方に洗浄液と第1気体との混合物を吹付けて洗浄する。密封工程では、サブアセンブリを密封部材により密封する。
(もっと読む)
複軸並列モータの製造方法及び複軸並列モータの組付け装置
【課題】二つのロータシャフト及びカバーに固定された二つのベアリングに大きな面取りを施すことなく、カバーをケース本体に容易に組付けることができる複軸並列モータの製造方法を提供すること。
【解決手段】ステータ40及びロータ50を有する二つのモータジェネレータMG1,MG2がケース本体20及び一つのリアカバー30の中に収容され、各ロータ50のロータシャフト52が並列して配置された複軸並列モータ1の製造方法は、ユニット成形工程と、ユニット組付け工程とを備える。ユニット成形工程では、リアカバー30に固定された二つのベアリングB2を各ロータシャフト52の上端部52Aに嵌合させて、カバーユニットCUを成形する。ユニット組付け工程では、カバーユニットCUを各ステータ40が固定されたケース本体20に組付ける際に、各ロータシャフト52の下端部52Bをケース本体20に固定された二つのベアリングB1に嵌合させる。
(もっと読む)
アウターロータ型ブラシレスモータの組立方法
【課題】モータ本体に無理な荷重が作用することなくステータにスラスト受けを組み付けることができ、モータの小型化を維持したまま組立性を向上させたアウターロータ型ブラシレスモータの組立方法を提供する。
【解決手段】ステータ1にロータ10を組み付けた後に、スラスト受け8をハウジング2の軸孔2a周縁部に設けられた段付部2dに圧入若しくはかしめて閉止する際に、ロータヨーク11の貫通孔11bを通じて筒状のハウジング端面2eでモータに作用する荷重を受ける。
(もっと読む)
回転電機のロータおよびその製造方法
【課題】電磁鋼板が積層されてなるロータコアとエンドプレートとを有する回転電機のロータにおいて、ロータコアの軸方向の開きを押さえる構造を切削加工によらず提供可能とすること、および、衝撃荷重を受ける場所とコア押圧による応力集中の生じる場所とを異ならせる。
【解決手段】エンドプレート10は、曲げ加工によって形成される弾接部18によってロータコア8を軸方向に押圧し、ロータコア8の軸方向の開きを押さえる。このため、ロータコア8の軸方向の開きを押さえる構造を切削加工によらず提供可能となる。また、コア押圧による応力集中を中間屈曲部18bによって吸収緩和できるため、弾接部18より反ステータ側の根元側片17には、コア押圧による応力集中の影響が及びにくくなる。つまり、ロータ3への衝撃や振動による荷重を集中して受けやすい場所である反ステータ側部に、コア押圧による応力集中が生じることがない。
(もっと読む)
回転電機のモールドステータ構造
【課題】ステータS/Aをモールドするモータハウジング13に円筒嵌合部13eが形成され、この円筒嵌合部13eの内周面とステータS/Aの内周面とが段差の無い同一内径によって形成されるモータS/Aを提供する。
【解決手段】一次成形により樹脂モールドされるステータS/Aには、上端面の内周端から径方向の内側へフック状に突き出る固定用爪25が設けられる。この固定用爪25は、二次成形によりモータハウジング13を樹脂成形する際に、二次成形用の金型にステータS/Aを位置決め固定するために使用される。モータハウジング13には、ステータS/Aの下端側に円筒嵌合部13eが形成され、この円筒嵌合部13eの径方向外側に袋ナットを埋設した下側ナットモールド部13fが設けられる。モータハウジング13は、円筒嵌合部13eの内周面とステータS/Aの内周面とが段差の無い面一に形成される。
(もっと読む)
回転機器およびその回転機器の製造方法
【課題】引き出しワイヤと引き出し孔とが接触する可能性を低減し、絶縁が損なわれる可能性を低減する回転機器を提供する。
【解決手段】回転機器は、ベース50の第1面55側に配設され、第1面55側にワイヤにより形成されるコイルと、コイルとベース50とに介在し、ベース50の引き出し孔54の位置に合わせて形成されるシート孔75を有するインシュレーションシート74と、第2面59に設けられ、コイルと電気的に接続される配線部材76と、を備える。コイルを形成するワイヤは、引き出し孔54およびシート孔75を通って第2面59側に引き出され、配線部材76に接続される引き出しワイヤ72aを有する。インシュレーションシート74は、シート孔75から延出し、引き出し孔54の周面の少なくとも一部を覆う延出部77を有する。この延出部77は、引き出し孔54の周面の一部と引き出しワイヤ72aとに介在する。
(もっと読む)
電動機のステータコアの取付方法
【課題】ステータコアをコアホルダの内周に無理なく装着でき、かつコアホルダあるいはステータコアの熱変形等によっても、コアホルダに対するステータコアの軸方向移動を規制することができる電動機のステータコアの取付方法を提供する。
【解決手段】コアホルダ44の内周に、電動機のステータコア41を取付ける取付方法は、コアホルダの円筒部44aに形成された凹部37内にステータコアの外周部を係合する工程を含む。凹部は第1壁37aと第2壁37bと底部37cとにより区画され、常温における第1壁と第2壁との間の距離は、ステータコアの外周部が凹部内に嵌合するように設定されている。
(もっと読む)
回転電機、風力発電システムおよび回転電機の製造方法
【課題】組み立て作業を容易かつ迅速に行うことが可能な回転電機を提供する。
【解決手段】この発電機1は、ロータコア32および回転軸33を含むロータ31と、ロータコア32と半径方向に対向するように配置されるステータコア22を含むステータ21と、ロータ31の回転軸33を回転可能に支持する回転軸支持孔13とを備え、ロータコア32の回転軸支持孔13側の端部32bから、第2玉軸受36が回転軸支持孔13に挿入される際に回転軸支持孔13に最初に接触する部分までの回転軸33が延びる方向の長さL1は、回転軸支持孔13のステータ21側の端部13bから、ステータコア22の回転軸支持孔13とは反対側の端部22aまでの回転軸33が延びる方向の長さL2よりも大きくなるように構成されている。
(もっと読む)
モータの側圧用焼結含油軸受およびその側圧用焼結含油軸受の製造方法
【課題】突発的な衝撃等の外乱が生じても、側圧用軸受から付勢部材が外れることを確実に防止するモータの側圧用焼結含油軸受およびその側圧用焼結含油軸受の製造方法を提供すること。
【解決手段】側圧用焼結含油軸受2を、上側(ターンテーブル側)の外径が大きく下側(ステータ部材側)の外径が小さい錐台形の下端に、付勢部材を載置する載置部21を設けた形状に形成する。また、側圧用軸受2は、焼結体7に形成された錐台形状の軸受孔72の内径が大きい載置部側からサイジングバー91を挿入して圧接し、軸受孔72を略円柱形状に形成するとともに、焼結体7を上側の外径が大きく下側の外径が小さい錐台形の下端に載置部を設けた略錐台形状に形成する。
(もっと読む)
スピンドルモータ、ディスク駆動装置、及びスピンドルモータの製造方法
【課題】ハブの円筒部と磁性部材との間の環状隙間に接着剤を均一に介在させ、それにより、ハブの歪みを防止できる軸受装置を提供する。
【解決手段】スピンドルモータ902は、静止部903と、静止部に対して回転自在に支持される回転部904とを備え、回転部は、上下方向に延びる中心軸に対して径方向に広がる円板部951及び円板部の外縁部から下方へ延びる円筒部952を有するハブ942と、円筒部の内周面に接着剤961を介して固定された磁性部材943とを有し、ハブと磁性部材との間に、円筒部の内周面と磁性部材の外周面との間の径方向隙間を含む環状隙間970と、環状隙間の下端部に連通して、径方向隙間より径方向の間隔が大きい環状下開口980とを有し、環状下開口の容積は、環状隙間の容積と等しいか、それよりも大きい。
(もっと読む)
モータ、ステータの製造方法、およびファン
【課題】コイルの導線端部を端子ピンに容易に絡げるとともに、導線の断線を防止しつつ、端子ピンをステータに強固に固定できる薄型モータを提供することにある。
【解決手段】中心軸を中心として回転するロータ2と、ロータ2を軸受部41を介して回転可能に支持するステータ3とを備え、ステータ3は、中心軸から径方向外方に向かって伸びる複数のティース36を備えたステータコア31と、中心軸から径方向外方に向かって伸びる複数の端子ピン32と、複数の端子ピン32を支持する絶縁性の支持部33とを有している。ティース36の両面には絶縁膜35が形成され、端子ピン32は、ティース36と端子ピン32との間に絶縁膜が35介されるように、ティース36と支持部32とで挟持され、ティース36と支持部32との周りに、導線が共巻きされてコイル34が形成されている。導線の端部34aは、端子ピン32に電気的に接続されている。
(もっと読む)
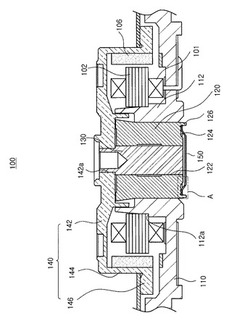
モータ及びモータの製造方法
【課題】弾性変形する材質で形成されたベースカバーを用いることにより、設計値との誤差を減らして精密度を向上させたモータを提供する。
【解決手段】本発明に係るモータは、スリーブ130と、スリーブ130に支持されて回転軸を中心として回転するシャフト110と、スリーブ130とシャフト110との片側をカバーするベースカバー120とを含み、ベースカバー120は加圧によりスリーブ130またはシャフト110と接するように弾性変形する材質で形成されていることを特徴とする。
(もっと読む)
動圧流体軸受装置、それを備えたスピンドルモータ、および製造方法
【課題】動圧発生溝を転造加工するときに発生するスリーブ内周軸受面の余肉部を整形して平坦にし、かつ軸受面およびスリーブ全体の表面空孔を封孔することにより、圧力漏れが無く高性能で長寿命な流体軸受及びその製造方法を得る。
【解決手段】軸受孔を有し、前記軸受孔の内周面に動圧発生溝を有し、前記軸受孔に軸が相対的に回転可能な状態で挿入されているスリーブを備えた動圧流体軸受装置の製造方法であって、転造により動圧発生溝を形成して成形体を形成する工程と、前記成形体を熱処理して再焼結する工程と、さらにスリーブ内径より大きなボールを通して整形するボールバニッシュ工程を行なう。
(もっと読む)
モータおよびそれを用いた電子機器
【課題】製造工程の効率化とともに品質の向上を図ったモータおよびそれを用いた電子機器を提供する。
【解決手段】ステータコア13は、複数枚の板状体331および板状体332を一体化して積層した積層部330と、延長部32を有し積層部330の両面を挟むように配置した端板部320とを備え、ステータコア13の磁束の流れを妨げない位置に積層部330と端板部320の位置決め部37を形成し、位置決めされた状態で、積層部330と端板部320とを仮固定して、粉体塗装あるいは電着塗装により絶縁層Pを形成して固着する。
(もっと読む)
モータおよびこのモータの製造方法
【課題】板状部材をステータに溶解して接合する構成において、接合状態を確認しやすいモータおよびこのモータの製造方法を提供すること。
【解決手段】ロータ配置孔26が形成されたステータ21と、前記ロータ配置孔26に配置されるロータ23と、少なくとも前記ステータ21の軸線方向の一端側に配置される板状部材1とを備えるモータ2において、前記板状部材1は、当該板状部材1の接合部11を溶解させて前記ステータ21の一端側に接合されてなる。
(もっと読む)
軸受機構の製造方法、並びに、モータおよび記録ディスク駆動装置
【課題】軸受機構においてシャフトの中心軸方向の移動を許容する間隙を簡易な方法で正確に形成する。
【解決手段】記録ディスク駆動装置に用いられるモータの軸受機構4の製造では、まず、スリーブハウジング43の底部432の凹部4321の深さよりも高さが高い樹脂部材47が凹部4321内に取り付けられ、樹脂部材47上にスラスト部材45が取り付けられる。次に、シャフト41、スリーブ42およびシール部材44がスリーブハウジング43内に挿入され、シャフト41の先端がスラスト部材45に当接する。その後、スリーブハウジング43の底部432が加熱され、シャフト41の上端部413が下方に押圧されることにより、樹脂部材47が塑性変形し、スリーブ42の下面421と抜止部材412の上面4121との間にシャフト41が中心軸J1方向に移動可能なアキシャル間隙46が形成される。
(もっと読む)
1 - 20 / 63
[ Back to top ]