
国際特許分類[B21B1/02]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 中実または輪かく状断面をもつ半製品を製造するための金属圧延方法または圧延機;圧延機列による連続作業;圧延機設備のレイアウト,例.スタンドの集合化;バスの連続またはカリバー形状の連続的変化 (1,932) | 断面形状が重要でない重い素材,例.インゴット,スラブ,ビレット,の圧延のためのもの (171)
国際特許分類[B21B1/02]の下位に属する分類
連続工程中におけるもの (1)
不連続工程中におけるもの
国際特許分類[B21B1/02]に分類される特許
1 - 10 / 170
鋼材の手入れ支援装置
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
連続鋳造片の圧下面の表面欠陥の生成防止方法
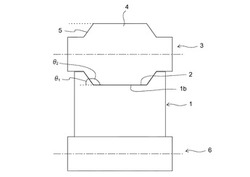
【課題】 連続鋳造装置で製造の連鋳片の圧下面の凹み部が分塊圧延後の鋼片に残存して形成の表面欠陥となることを防止した連鋳片の製造方法を提供する。
【解決手段】 連続鋳造装置から引抜き中の連鋳片1よりも細幅の凸部4を有する圧下ロール3と連鋳片1との当接位置の鋳造方向に垂直な断面において、圧下ロール3から傾斜して突出する凸部4の傾斜面5とこの凸部4の水平面に当接する連鋳片1の表面とで形成する立上り角度θ1を5°≦θ1≦15°とし、圧下ロール3の凸部4の傾斜面の立上り角度θ1の補角θ2を該立上り角度θ1の補角の165°≦θ2≦175°に鈍角化し、この圧下ロール3の凸部4により連続鋳造装置の引抜き中の連鋳片1を圧下して凹み部2とし、さらにこの連鋳片1を分塊圧延して分塊圧延後の鋼片に表面疵の生成を無くすものとする。
(もっと読む)
熱間スラブの幅圧下用金型

【課題】熱延鋼板、特に極低炭素鋼の熱延鋼板の板端部近辺に長手方向全長に発生するシーム疵を防止して表面品質や歩留まりを向上する、熱間スラブの幅圧下用金型を提供する。
【解決手段】圧延方向上流側の金型端において圧延方向に対して金型間の距離が狭まる方向の傾斜部、圧延方向下流側の金型端において圧延方向に対して金型間の距離が広がる方向の傾斜部、そして前記両傾斜部間に圧延方向と平行な圧下面を有する幅圧下用金型を用いた熱間スラブの幅圧下用金型であり、圧延方向と平行な圧下面にのみスラブの上下コーナー部を圧下するように形成された凹型の台形溝2を有することを特徴とする、熱間スラブの幅圧下用金型1。
(もっと読む)
熱間スラブのサイジング圧延方法
【課題】幅圧下量をより大きくしようとすると圧延パス数が増して能率が下がり、然も先尾端部のフィッシュテールも増大して歩留まりも低下するという課題があり、素材スラブ供給元である連続鋳造工程における工程合理化の一環である鋳込み幅集約化の推進を図る熱間スラブのサイジング圧延技術を提供する。
【解決手段】2つの厚み圧下用水平圧延機1,3と1つの幅圧下用竪型圧延機2とを、第1の水平圧延機1、竪型圧延機2、第2の水平圧延機3の並び順で近接配置したサイジング圧延設備を用い、圧延ロールとスラブとのスリップが発生しない範囲内で圧縮力が作用するように、1つの熱間スラブ4を、隣接する竪型圧延機2と第1或いは第2の水平圧延機1或いは2にて同時に圧延し、或いは隣接する第1の水平圧延機1と竪型圧延機2と第2の水平圧延機3にて同時に圧延する。
(もっと読む)
熱間スラブの幅プレス用金型の冷却方法
【課題】熱間スラブの幅プレス用金型に生ずる熱的損傷を低減することにより、金型の長寿命化を図るとともに、金型表層の欠け落ちによって発生する表面品質トラブルを防止することを可能とする、熱間スラブの幅プレス用金型の冷却方法を提供する。
【解決手段】先行スラブの幅プレス終了後から後行スラブの幅プレス開始までの待機時間tw内において、後行スラブの幅プレス開始直前の金型表層温度に対応する金型表層の降伏応力σに対して、金型を水冷しつつ、水冷中の金型表層で増加する熱応力が前記降伏応力σに到達する以前まで水冷し、その後、金型の水冷を停止して復熱させ、金型表層温度が直前の水冷開始温度Tsに到達する以前まで水冷を停止して、金型表層の熱応力を低減させ、前記待機時間twの間、前記金型表層降伏応力σ到達以前までの水冷と、直前の水冷開始温度Ts到達以前に復熱するまでの水冷停止とを、交互に繰り返す。
(もっと読む)
熱間ステンレス鋼スラブの幅圧下方法
【課題】ステンレス熱延鋼板の板端部近辺に長手方向全長に発生するシーム疵による歩留まり低下、特にコイル先尾端部でのシーム疵の大きな廻り込みによる歩留まり低下を防止することを可能とする、熱間ステンレス鋼スラブの幅圧下方法を提供する。
【解決手段】圧下面の平行部4両側に夫々上流側傾斜部2、下流側傾斜部3を有する幅圧下用金型1を用いたスラブ幅プレスを行うにあたり、前記スラブの最先端部は上流側傾斜部2にて、同スラブの最尾端部は下流側傾斜部3にて、同スラブの残りの部分である定常部は平行部4にて、それぞれ幅圧下するものとし、その際、前記最先端部及び最尾端部の実幅圧下量が、前記定常部の実幅圧下量よりも30〜50mm大きくなるようにする。即ち先尾端部の実幅圧下増大量δ1、δ2を30〜50mmの範囲とする。
(もっと読む)
鋼片の圧延方法
【課題】(長さ/幅)の比や(長さ/厚さ)の比が3より小さい鋼片であっても、よりクロップ低減を図ることが可能な鋼片の圧延方法を提供する。
【解決手段】複数パスのリバース圧延によって幅圧下圧延を行う鋼片1の圧延方法である。上記複数パスの少なくとも連続する2パスにおいて、1パス目で一方から予め設定した長さだけ噛み戻し圧延を行い、2パス目で、反対側から圧延する。上記2パス目の圧延速度の最大値を20[m/分]以上50[m/分]以下とした。
(もっと読む)
高能率熱延鋼板の製造方法
【課題】粗圧延機の上流側に幅プレス装置が設置されている熱間圧延ライン(特に、後から幅プレス装置を導入した熱間圧延ライン)において、大幅な設備投資を招くことなく、生産能率を向上させることができる高能率熱延鋼板の製造方法を提供する。
【解決手段】幅プレス装置14と粗圧延機16の距離(A)に対して、幅プレス後の当該スラブ12の長さ(B)と、粗圧延最終パス前の前スラブ13の長さ(C)の合計(B+C)を比較し、(B+C)が(A)を超える時((B+C)>A)は、前スラブ13の粗圧延が終了してから、当該スラブ11の幅プレスを開始し、(B+C)が(A)以下である時((B+C)≦A)は、前スラブ13の粗圧延が終了しているか否かにかかわらず、当該スラブ11の幅プレスを開始する。
(もっと読む)
線材の製造方法
【課題】圧延材に良質なスケールを簡単に形成して、カミコミ異常を防止し得る線材の製造方法を提供する。
【解決手段】ショットブラスト工程において、圧延材Sに対しショットブラストが実施され、圧延材Sの表面積が拡大される。加熱工程では、加熱炉12において、圧延材Sをソーキング温度まで加熱する。圧延材Sがソーキング温度まで加熱されると、引き続きソーキング工程に移行する。ソーキング工程では、圧延材Sをソーキング温度に維持した状態で、所定時間ソーキングを行う。ソーキング工程は、液化天然ガスを燃焼させて水蒸気雰囲気下で実施する。ソーキング工程でソーキングされた圧延材Sは、圧延工程で熱間圧延されて線材Lが製造される。
(もっと読む)
エッジャー
【課題】エッジャーロールの位置を精度よく測定することが可能なエッジャーを提供する。
【解決手段】圧延材20の側方に配置されて圧延材20を幅方向に圧延するエッジャーロール10と、エッジャーロール10の上端部及び下端部を支持する一対の軸箱11,12と、一対の軸箱11,12の位置を調節する一対の位置調節シリンダー40,50と、一対の軸箱11,12を連結するビーム13と、ビーム13に固定されたプルバックシリンダー60と、プルバックシリンダー60の変位量を検出するプルバックシリンダー用センサー15と、位置調節シリンダー40,50の変位量を検出する位置調節シリンダー用センサー25,26と、を有する。
(もっと読む)
1 - 10 / 170
[ Back to top ]