
国際特許分類[B21B15/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 特に金属圧延機に連結または組み込まれた,あるいは特に金属圧延機に関連する用途に適用されている付加的金属加工作業を行うための装置 (140)
国際特許分類[B21B15/00]の下位に属する分類
素材が永久的内部ねじれを受けるもの,例.コンクリートの補強棒材を製造するためのもの
国際特許分類[B21B15/00]に分類される特許
41 - 50 / 140
熱延鋼帯の製造方法
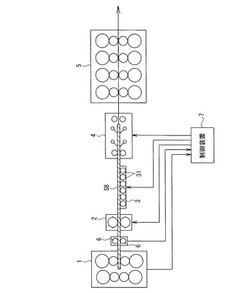
【課題】シートバーの搬送速度を制御する制御装置の制御動作が複雑化したりすることなく熱延鋼帯を高効率で製造することのできる熱延鋼帯の製造方法を提供する。
【解決手段】クロップシャー2とデスケーリング装置4との間に配置された搬送テーブル3によりシートバーSBを仕上圧延機5に搬送する際に、シートバーSBがクロップシャー2により切断された直後の速度と同じ搬送速度でシートバーSBをデスケーリング装置4に搬送する。また、デスケーリング装置4により酸化スケールが除去されたシートバーSBの先端部が予め設定した所定の位置に達したときにシートバーSBの搬送速度を仕上圧延機5の第1スタンドに噛み込み可能な速度まで減速する。
(もっと読む)
熱延鋼帯の製造方法

【課題】凸部を有する一対のプレス金型で鋼のスラブを幅プレスするサイジングプレスが設置された熱間圧延設備にて、エッジシーム疵を余幅の部分に含ませた幅(目標幅という)の熱延鋼帯を確実に製造する方法を提供する。
【解決手段】スラブ叩き位置の厚み方向ずれ量と、エッジシーム疵最大回り込み量との相関関係を、鋼種、スラブ寸法を含むスラブ規格ごとに予め求めておき、当該スラブについて、スラブ叩き位置の厚み方向ずれ量とエッジシーム疵最大回り込み量との相関関係に基づき、スラブ叩き位置の厚み方向ずれ量が零である場合に対するエッジシーム疵最大回り込み量の増分を決定し、当該スラブの後に幅プレスする後行スラブについて、スラブ叩き位置の厚み方向ずれ量が零である場合に設定された余幅に前記増分を加え、設定された余幅を修正する。
(もっと読む)
熱延鋼帯の圧延方法
【課題】サイジングプレスが設置されている熱間圧延ラインにて、サイジングプレスの設備改造を行わず、熱間圧延工程を混乱させることもなく、余幅をさらに削減できる熱延鋼帯の圧延方法を提供する。
【解決手段】入側スラブ幅計3で得た幅プレス入側スラブ幅の実測データを用い、各スラブ1に対する設定計算を行い、該設定計算で求めた幅プレス量に基づいてサイジングプレス4の開度を設定するとともに、当該材料のスラブ1の幅プレス時、出側スラブ幅計7で幅プレス出側スラブ幅を測定し、得た幅プレス出側スラブ幅の実測データに基づいてサイジングプレス4の設備要因による幅プレス量誤差を求め、求めた幅プレス量誤差に見合う分だけ、次材料以降のスラブ1に対してサイジングプレス4の開度を補正する。
(もっと読む)
冷延鋼板の製造方法および製造設備
【課題】冷間圧延後の製品エッジ部の性状、およびトリミングによる押し込み疵を防止して、品質が良好な冷延鋼板を安定して製造する方法および設備を提供する。
【解決手段】酸洗前の熱延鋼板のエッジ部に対して、上下対の円形回転刃を上下から所定の深さまで押し当てて、エッジ部を未分離状態までせん断を施し、次いでそれぞれのエッジ部に設置され、エッジ部のみを挟圧可能な狭幅ロールにより挟圧してエッジ部を切り離したのち、酸洗、および、直径300mm以上のワークロールを有する圧延機により冷間圧延を施す。
(もっと読む)
冷延鋼板の製造方法および製造設備
【課題】特に冷間圧延後の製品エッジ部の性状、および、トリミングによる押し込み疵を防止して、品質が良好な冷延鋼板を安定して製造する方法および設備を提供する。
【解決手段】酸洗前の鋼板のエッジ部に対して、上下対の円形回転刃を上下から所定の深さまで押し当てて、エッジ部を未分離状態までせん断を施し、次いでそれぞれのエッジ部に設置され、エッジ部のみを挟圧可能な狭幅ロールにより挟圧してエッジ部を切り離したのち、酸洗および冷間圧延を施す。
(もっと読む)
冷延鋼板の製造方法
【課題】冷間圧延後の製品エッジ部の性状、および、トリミングによる押し込み疵を防止して、品質が良好な冷延鋼板を安定して製造する方法を提供する。
【解決手段】酸洗前の熱延鋼板のエッジ部に対して、上下対の円形回転刃を上下から所定の深さまで押し当てて、エッジ部を未分離状態までせん断を施し、次いでそれぞれのエッジ部に設置され、エッジ部のみを挟圧可能な狭幅ロールにより挟圧してエッジ部を切り離したのち、酸洗および総圧下率30%以上の冷間圧延を施す。
(もっと読む)
熱延鋼帯の圧延方法
【課題】設備改造を行わず、熱間圧延工程を混乱することもなく、サイジングプレスが設置されている熱間圧延ラインにて、余幅をさらに削減できる熱延鋼帯の圧延方法を提供する。
【解決手段】サイジングプレス4の入側にスラブ幅計3を設置し、該スラブ幅計でスラブ長手方向の複数部位にて幅プレス入側スラブ幅を測定し、得た幅プレス入側スラブ幅の実測データについて、搬送方向の先端、尾端の部位ごとに、上位コンピュータ6から伝送されてきたスラブ幅データと、幅プレス入側スラブ幅の実測値データを比較し、幅プレス入側スラブ幅の実測値データが妥当であると判定したときに、上位コンピュータから伝送されてきたスラブ幅データに代わり、幅プレス入側スラブ幅の実測値データを設定計算のスラブ幅の初期値として用いる。
(もっと読む)
圧延材のクロップ鋸断方法
【課題】圧延ラインの効率を向上可能な圧延材のクロップ鋸断方法を提供する。
【解決手段】R2ミル15の入側のTHS(鋸断機)14で圧延材のクロップを鋸断する場合、後行圧延材2のボトムクロップをトップクロップより先に鋸断することにより、先行圧延材1の圧延が完了したら、後行圧延材2をR2ミル15に向けて速やかに送給することができる。先行圧延材1の圧延パス回数が所定回数以下であるか、先行圧延材1の圧延時間が所定時間以下であるときに、先行圧延材1の長さと後行圧延材2の送給方向先端からボトムクロップ鋸断位置までの長さの和が、R2ミル15とTHS14との距離より小さいとして、後行圧延材2のボトムクロップをトップクロップより先に鋸断する。先行圧延材1の出側への圧延時に後行圧延材2を送り出してボトムクロップを鋸断し、先行圧延材1の入側への圧延時に後行圧延材2を送り戻してトップクロップを鋸断する。
(もっと読む)
スラブ幅圧下用金型およびそれを用いたスラブ幅圧下方法
【課題】幅プレスを備えた熱間圧延ラインにおいて、スラブ(特に広幅スラブ)から熱延鋼板を製造する際に、シートバー先後端のクロップロスを低減して歩留まりを向上させることができるスラブ幅圧下用金型およびそれを用いたスラブ幅圧下方法を提供する。
【解決手段】スラブを板幅方向に圧下するために使用するスラブ幅圧下用金型20であって、圧下面はスラブの進行方向に平行な部分20aとその両端の一定曲率の曲面部20bからなり、前記平行部20aと1つの曲面部20bの長手方向長さの和が、圧下するスラブのうち最大スラブ幅の1/2長以上であり、両端の曲面部20bの曲率半径が、最大幅圧下量の1/2以上であることを特徴とするスラブ幅圧下用金型20。
(もっと読む)
金属ストリップの溶接システム
三つの軸x,y及びz上を移動することが可能で、端部の用意のための切断作業及び溶接作業と共に溶接した接合部の側部切込み作業をも行うことが可能なレーザー溶接切断システムを備える金属ストリップ用溶接システムであり、特定の機械システムを必要とせず、投資する時間と費用の観点からかなりの節約となる。そのシステムは、適応性があり、寸法及び物理化学的性質の観点から、広範な製品を対象とすることが可能である。更に、溶接方法についても説明するが、該溶接方法は、迅速で、同時に正確でもあり、ストリップ溶接のより高い質を確保しつつ、生産コストを低減する。 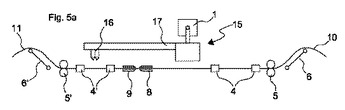 (もっと読む)
(もっと読む)
41 - 50 / 140
[ Back to top ]