
国際特許分類[B21B15/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 特に金属圧延機に連結または組み込まれた,あるいは特に金属圧延機に関連する用途に適用されている付加的金属加工作業を行うための装置 (140)
国際特許分類[B21B15/00]の下位に属する分類
素材が永久的内部ねじれを受けるもの,例.コンクリートの補強棒材を製造するためのもの
国際特許分類[B21B15/00]に分類される特許
11 - 20 / 140
条鋼圧延設備における圧延材のコブリング処理方法
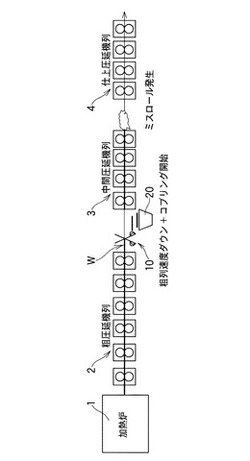
【課題】大断面積の圧延材についてコブル材長さを短くできるようにした、条鋼圧延設備における圧延材のコブリング処理方法を提供すること。
【解決手段】条鋼圧延設備における上流側の圧延機列2とその直ぐ下流側の圧延機列3との間に設置された走間切断機10により、当該走間切断機下流側でのミスロール発生時に、前記上流側の圧延機列2からの圧延材を連続切断するコブリング処理を行なうに際し、前記上流側の圧延機列2による圧延速度を通常圧延時の速度よりも減速する。
(もっと読む)
冷延鋼板のノッチング方法

【課題】冷延鋼板連続処理ラインにおいて、先行板と後行板との板継ぎ部の板幅端部をノッチングするに際して、中央ライン速度低下やライン停止の発生を的確に防止することができる冷延鋼板のノッチング方法を提供する。
【解決手段】冷延鋼板連続処理ラインのノッチングにおいて、入側ルーパーの鋼帯残長によってノッチャー前進・後退速度を変更することにより、ノッチング時間不足によるライン停止を防止することを特徴とする冷延鋼板のノッチング方法。
(もっと読む)
剪断加工工具の異物付着検出方法及び異物付着監視装置
【課題】剪断加工工具を用いて棒状の金属を剪断加工するに際し、人による目視観察、あるいは通常の可視光光学画像の画像解析によるのではなく、剪断加工工具に付着する異物を検出する異物付着検出方法及び異物付着監視装置を提供する。
【解決手段】剪断加工工具2は棒状の金属が当接する凹部10を有し、剪断加工工具の先端のうち凹部10を含まない部分を底部12とし、剪断加工工具表面のうち、少なくとも底部12の一部を含み凹部の頂点11を含まない任意の領域を基準領域13として定め、少なくとも凹部の頂点11を含む任意の領域を検査領域14として定め、棒状の金属を剪断加工した後に、剪断加工工具の基準領域と検査領域を含む表面の温度を測定し、基準領域13内の最高温度を基準温度、検査領域14内の最高温度を検査温度とし、前記検査温度が、前記基準温度に予め定めた一定温度を付加した温度よりも高温となったときに異物付着ありと判定する。
(もっと読む)
鋼板剪断設備における鋼板の搬送方法及び搬送装置
【課題】ダブルサイドシャーにより鋼板の幅方向両端部を一定長さずつ剪断する鋼板剪断設備において、鋼板をその蛇行を効果的に抑えつつ搬送する。
【解決手段】鋼板剪断設備内で、ダブルサイドシャーを出た鋼板を1又は2以上のピンチロールで搬送するに際し、少なくとも1つのピンチロールxの上ロール又は/及び下ロールは、鋼板幅方向中央寄りのロール部Aとその外側のロール部Bを有するとともに、ロール部Aの周速vAとロール部Bの周速vBがvA<vBであり、ロール部Aとロール部Bとの境界がダブルサイドシャーによる剪断位置の通板方向延長線上にある。ピンチロールxのロール部Aとロール部Bとの周速差により、ダブルサイドシャーの下流側において蛇行を生じようとする鋼板がセンタリング力を受けるため、鋼板の蛇行が効果的に防止される。
(もっと読む)
クロップシャーの駆動制御方法
【課題】連続熱間圧延設備で鋼板を圧延する際に生じる先端部のクロップ切断に際し、複数の検出器を使用することなく、クロップ切断長さについての誤差の発生を抑えてクロップ切断を行うクロップシャーの駆動制御方法を提供する。
【解決手段】粗圧延機出側に設置されたクロップ形状読取り装置2でクロップ形状を測定してクロップカット位置を決定するとともに、該クロップ形状読取り装置2で鋼板Bの幅方向位置データを測定して鋼板の横振れ量とキャンバー量を算出し、算出した横振れ量、キャンバー量と前記クロップ形状からの鋼板端検出装置4で検出される鋼板の被検出端位置を予測して該被検出端位置と前記クロップカット位置との距離を算出し、クロップシャー5の駆動タイミングを制御する。
(もっと読む)
尾端クロップ検出装置及び熱間圧延設備
【課題】費用面及びメンテナンス面で好適な構成で、適切に尾端クロップを検出することができる尾端クロップ検出装置およびそれを備えた熱間圧延設備を提供する。
【解決手段】熱間圧延ライン外に、熱間圧延ラインの仕上圧延スタンド間(F3−F4間)を通過する被圧延材7を連続的に撮像するカメラ11を設置する。そして、カメラ11で撮像した被圧延材7の連続画像から被圧延材7の尾端画像を検出し、その尾端画像から被圧延材7の尾端のエッジ部を抽出する。さらに、そのエッジ画像に対して画角合わせ処理を施すことで、圧延方向に対して斜めから見たエッジ画像を圧延方向に対して直交する方向から見た画像に変換し、被圧延材7の尾端クロップ形状を認識する。
(もっと読む)
平板状条材の溶接方法
【課題】コイル溶接部が異形断面加工される際の破断を防ぎ、異形断面条材の生産性を向上させて製造コストを低減することができる平板状条材の溶接方法を提供する。
【解決手段】圧延加工面が先端側からV字状に末広がりとなっている突起部41a,41bを有する平盤状V型ダイス40と、平盤状V型ダイス40の圧延加工面に対向して設けられた遊星圧延ロール51とを備えた異形断面条材製造装置50を用い、平盤状V型ダイス40と遊星圧延ロール51との間に、所定長さの平板状条材53が巻かれたコイル54から平板状条材53を導入して平板状条材53を異形断面条材62へ連続的に圧延加工するに際し、コイル交換時に交換前の前コイル54と交換後の次コイル11の平板状条材53の条材端面を互いに嵌合する嵌め合い形状に切断し、嵌め合い形状に切断した条材端面同士を嵌め合わせた後溶接する方法である。
(もっと読む)
冷延鋼板の製造方法
【課題】冷間圧延後の製品エッジ部の性状不良を防止して、品質が良好な冷延鋼板を安定して製造する方法を提供する。
【解決手段】熱間圧延後の鋼板を酸洗した後に冷間圧延して所定の寸法の冷延鋼板を製造する方法において、冷間圧延前の鋼板のエッジ部をトリミングする際に、トリマー装置のクリアランスGを鋼板の板厚hに対して、G/hが0.15以上、0.25以下の条件にてトリミングを行った後、冷間圧延の各パスの圧延荷重を、全パス中での最大値に対する最小値の比率が0.75以上となるように設定し、総圧下率85%以上の冷間圧延を施す。
(もっと読む)
クロップ落下検出方法
【課題】水蒸気やミストが充満する環境下においても、粗バーからのクロップの分離、落下を精度良く容易に検出することができ、また仮にクロップがクロップシュートに引っ掛り、複数のクロップがクロップシュート上に停滞、堆積した場合であってもその状態を早期且つ確実に認識することができるクロップ落下検出方法を得る。
【解決手段】熱間圧延後における粗バー2の先端及び/又は後端に形成された不定形部を切断したクロップ4をクロップシュート5を通じて落下させるに際して、上記クロップシュート5の近傍に、該クロップシュート5の全幅を監視する遠赤外線検出装置7を設け、クロップシュート5を落下してくるクロップ4が放射する遠赤外線を該遠赤外線検出装置7により検出して、該落下してくるクロップの形状を熱画像として出力することにより、クロップの落下を検出する。
(もっと読む)
コイル材接続方法及びコイル材接続装置
【課題】生産ライン内で先後のコイル端部同士を接合しても接合部を境に曲がりを生じさせることがないコイル材接続の方法及び装置を提供する。
【解決手段】先行コイル9aと後行コイル9bの端部91,92同士を接続するに際して、生産ライン内に送り込まれている先行コイル9aの帯材終端91と後行コイル9bの帯材始端92とを対向させた状態で夫々の端部を打抜きパンチ5により同時に打抜いて互いに引っ掛かり合う嵌合形状に形成し、嵌合形状に打抜かれた先行コイル9aの帯材終端91と後行コイル9bの帯材始端92との夫々の嵌合形状部93,94を上下に配置させた状態でこれら嵌合形状部93,94同士を打抜きパンチ5を含む金型により押圧して嵌め込む。
(もっと読む)
11 - 20 / 140
[ Back to top ]