
国際特許分類[B21B37/28]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 金属圧延機またはそれで製造した製品に特に適用される制御装置または方法 (1,210) | 帯材,薄板材または板材の圧延中の平坦度または形状の制御 (174)
国際特許分類[B21B37/28]の下位に属する分類
ロールキャンバー制御を用いるもの (47)
ロールベンディングを用いるもの (42)
ロールの軸方向移動を用いるもの
ロールベンディングとロールの軸方向移動の組合せを用いるもの (23)
製品の加熱,潤滑または水噴霧冷却を用いるもの
国際特許分類[B21B37/28]に分類される特許
1 - 10 / 62
クラスタ圧延機を用いる被圧延物の形状制御方法およびクラスタ圧延機の形状制御装置
【課題】本発明は、形状データより直接、有効成分を読み取って制御することで圧延材の板や条の平坦な形状得る。
【解決手段】軸方向に数分割された分割ロールを有し、各分割ロールを個別にもしくは圧延材の板幅方向の中央部に対して対称に圧下位置が調整されるバックアップロールを上下に有するクラスタ圧延機を用いる被圧延物の形状制御方法であって、圧延機出側に設けられた形状検出器により被圧延物の圧延方向の伸びを板形状として検出し、分割ロールの配置に応じて、被圧延物の板幅方向の各形状検出点を複数のゾーンに区分し、各ゾーンの形状偏差に対して、各分割ロールの操作量の重み付けを行い、ゾーン毎に形状検出器の検出値に基づいてバックアップロールの圧下量または開放量を計算し、その計算値に基づいてバックアップロールの圧下位置を出力して被圧延物の伸びを修正する形状制御方法を提供する。
(もっと読む)
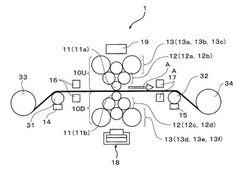
制御装置、制御方法及び制御プログラム

【課題】簡易な装置構成で、適正なピックアップ量を設定する。
【解決手段】搬送テーブル10aから粗圧延機107へ圧延材200が入射する角度を入射角として、圧延材200に反り及び噛み込み不良が発生しないような入射角と、粗圧延機107が圧延するための圧延条件とを関連づけて、入射角情報として記憶する入射角情報記憶部13と、初期サイズ及び目標サイズに基づいて、圧延条件を計算する圧延条件計算部12と、計算された圧延条件と、記憶された入射角情報とに基づいて、幾何学的および力学的関係からピックアップ量を計算するピックアップ量計算部14と、ピックアップ量計算部14により計算されたピックアップ量になるように、ピックアップ量変更部9を制御するピックアップ量変更制御部16とを備える。
(もっと読む)
金属板材の圧延装置および圧延方法
【課題】本発明は:作業ロールチョックの軽微な改造のみで配備可能であり、プロジェクトブロックを含むハウジングの大規模な改造が不要であり;圧延する板材の板厚が変化しても、作業ロールチョックに作用する弾性歪を正確に常に測定することが可能であり;そして、その弾性歪に対応する圧延方向力に簡便且つ高精度に換算でき、その圧延方向力に基づいて、高精度の蛇行・キャンバー制御、反り制御、および零点調整が実現できる、圧延装置および圧延方法を提供する。
【解決手段】少なくとも上下一対の作業ロールと補強ロールとを有する圧延装置において、前記作業ロールの作業側ロールチョックおよび駆動側ロールチョックのそれぞれに発生する圧延方向の弾性歪を測定する歪測定手段、および前記測定された弾性歪に対応する圧延方向力に換算する歪換算手段を備えていることを特徴とする圧延装置、および該装置を用いて実施できる圧延方法。
(もっと読む)
金属板の形状計測方法、形状計及び金属板の圧延方法
【課題】圧延後の金属板の形状プロフィールに基づいて前記金属板の有する真の歪分布を精度良く求めることができる金属板の形状計測方法、形状計、及び、真の歪分布に基づいて金属板の形状を制御する金属板の圧延方法を提供する。
【解決手段】圧延後の金属板の形状プロフィールを計測し(S01)、金属板を幅方向に分割し、分割された1つの幅方向位置における歪を1とした無次元固有歪分布を仮定し、これに基づく座屈形状プロフィールと臨界座屈歪とを算出し(S02、S05)、計測された形状プロフィールを目的変数とし、仮定された無次元固有歪分布に基づく座屈形状プロフィールを説明変数として、寄与度を求め(S03、S06)、臨界座屈歪に寄与度をかけることにより、幅方向位置の座屈固有歪を算出し(S04、S07)、形状プロフィールから算出される伸び歪差分布と座屈固有歪を重ね合わせて、金属板の有する真の歪分布を得る(S09)。
(もっと読む)
薄鋼板及び厚鋼板の熱間圧延における形状測定方法、並びに、薄鋼板及び厚鋼板の熱間圧延方法
【課題】熱薄鋼板、厚鋼板の圧延終了直後の板波形状を精度よく測定し、その結果をもとに圧延機によって板波形状を自在に作り込む熱薄、厚鋼板の製造方法を提供することを目的とする。
【解決手段】熱薄鋼板、厚鋼板の圧延終了後の板波形状を、幾何学的値として圧延機出側で板通板方向及び板幅方向位置と高さ方向変位の測定し、形状特徴量としてプロフィール、急峻度、伸び歪差を求める測定方法において、測定した形状特徴量に加え、測定時に鋼板に内在する残留歪を求めて、形状特徴量と重ね合わせをして圧延機から付与された真の形状特徴量として計測する。
(もっと読む)
金属板材の圧延機および圧延方法
【課題】上下作業ロールチョックの安定性と上下作業ロール間の開度を両立し、応答性が高く、圧延中の外乱に対しても板クラウン・形状制御範囲の大きい圧延機を提供する。
【解決手段】上下作業ロールにインクリースベンディング力を負荷する油圧シリンダーが、圧延機ハウジングの内側に突出したプロジェクトブロックに配備され、下作業ロール胴部に負荷される圧延方向力が、下クロスヘッドに配備された下プロジェクトブロックと下作業ロールチョックとの接触面によって支持され、上作業ロール胴部に負荷される圧延方向力が、前記プロジェクトブロックの上方に位置する圧延機ハウジングに配備された上クロスヘッドと上作業ロールチョックとの接触面によって支持され、上下作業ロールを、圧延する金属板材に対して平行な面内で相対的に交差させるペアクロス手段を配備する。
(もっと読む)
熱間圧延ラインにおける圧延材の上反り防止方法及び装置
【課題】材料の表面及び裏面が的確な温度差となるように加熱炉において加熱することができ、圧延機による圧延材の上反りを確実に防止することができる圧延材の上反り防止方法を提供する。
【解決手段】加熱炉1は、材料3の表面を加熱する上部ゾーン1gと、材料の裏面を加熱する下部ゾーン1hとを備えている。上部ゾーン及び前記下部ゾーンの各々は炉温・燃料流量制御装置20で加熱制御されている。炉温・燃料流量制御装置は、ゾーン1g,1h内の炉温を計測する温度センサ10の出力値に基づいてバーナ13に供給すべき燃料の流量を調整する炉温制御を行なうとともに、流量が、圧延材4の上反りが発生しやすい所定の流量閾値を超えたときに炉温制御を停止し、流量閾値より小さな一定の流量設定値となるように前記流量を調整する燃料流量制御を行なう。
(もっと読む)
ロールクロス式圧延機における圧延材の形状制御方法、及び、圧延材の製造方法
【課題】圧延中にロールクロス式圧延機のクロス角を操作して圧延材の形状を制御する際の精度を高めることが可能な、ロールクロス式圧延機における圧延材の形状制御方法及び該形状制御方法を用いる圧延材の製造方法を提供する。
【解決手段】ロールクロス式圧延機のクロス角を操作して圧延材の形状を制御する方法において、クロス角の操作量を決定する際の制御ゲインをクロス角の関数として設定しておき、クロス角の実績値を関数に代入することによって制御ゲインを時々刻々変更しながらクロス角の操作量を決定する、ロールクロス式圧延機における圧延材の形状制御方法、及び、該形状制御方法を用いる圧延材の製造方法とする。
(もっと読む)
圧延機における形状制御方法及び形状制御装置
【課題】圧延速度が変化するという状況下であっても、圧延材の形状制御を適正に行うことで振動的な形状変動を抑制し安定した圧延を行うことができるようにする。
【解決手段】圧延機100にて圧延している圧延材1の形状制御方法において、圧延材1の圧延速度が変化したときの予測形状変化量を求め、この予測形状変化量が所定範囲内にあるときは、前記圧延速度の変化に伴う板形状の修正制御を行わない。また、圧延材1の速度変化率ΔVr(t)を求め、この速度変化率ΔVr(t)であるときの予測圧延荷重変化量ΔPf(t)を求め、この予測圧延荷重変化量ΔPf(t)から予測形状変化量を求める
(もっと読む)
ストリップの形状制御方法および形状制御装置
【課題】ベンダーやワークロールシフト等の従来アクチュエータでは不可能であった板幅方向の局所的な伸び量制御を可能とし、しかも複雑な各スタンドのクラウン制御装置の操作をすることなく、スタンド間でのストリップの形状不良を抑制するストリップの形状制御方法および装置を提供する。
【解決手段】複数の仕上圧延スタンドF1〜F7を備えた仕上圧延機1の少なくとも1箇所の仕上圧延スタンド間に設置された形状計2により、通板中のストリップの形状を測定し、形状計2で計測した形状データに基づき、ストリップの幅方向の加熱する箇所と加熱量を決定し、仕上圧延機1の上流側に設置された少なくとも2個のトランスバース型誘導加熱装置4の位置および発熱量を制御してストリップを加熱し、仕上圧延途中のストリップの形状不良を抑制する。
(もっと読む)
1 - 10 / 62
[ Back to top ]