
国際特許分類[B21C23/01]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 圧延以外の方法による金属板,線,棒,管,型材または類似の半製品の製造;実質的に材料を除去しない金属加工と関連して用いる補助作業 (3,382) | 金属の押出し;衝撃押出し (402) | 特有の形または形状の材料からの出発,例.機械的に予備処理したもの (11)
国際特許分類[B21C23/01]に分類される特許
1 - 10 / 11
アルミニウム合金及びその製造方法
【課題】高強度と低いヤング率とを兼ね備えたアルミニウム合金を提供する。
【解決手段】少なくともAl相とAl4Ca相とを含むアルミニウム合金であって、粒子径が10μm以上のAl4Ca粒の面積率(B)に対する、粒子径が10μm未満のAl4Ca粒の面積率(A)の比(A)/(B)が1以上である、アルミニウム合金。
(もっと読む)
金属粉末の連続押出加工方法
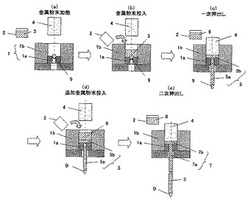
【課題】先に押出加工された前方押出材と、引き続いて押出加工された後方押出材との間で良好な接合強度が得られる金属粉末の連続押出加工方法を提供する。
【解決手段】金属粉末連続押出加工方法は、押出開口を有する押出用金型1内に加熱された金属粉末3を粉末状態のままで投入する工程と、金型1内の金属粉末3を押出ツール4によって押出加工する一次押出工程と、一次押出工程に引き続いて、金型1内に圧縮状態で残っている金属粉末の圧縮体5b上に加熱された追加の金属粉末6を粉末状態のままで投入する工程と、金型1内の圧縮体5bおよび追加金属粉末6を押出ツール4によって押出加工する二次押出工程とを備える。
(もっと読む)
筒状押出材の製造方法

【課題】内径精度に優れる筒状押出材を生産性よく製造できる筒状押出材の製造方法を提供する。
【解決手段】この製造方法は、筒孔を有する筒状の押出素材を準備する工程と、棒状の押圧治具1をその先端側から上記筒孔に圧入し、この治具1により上記筒孔の内周面を押し広げて矯正する工程とを具える。治具1は、その径方向に突出すると共にその軸方向に並び、かつこの治具1の先端側から根元側に向かって突出量rn(n=10,11,12,13)が大きくなるように設けられた複数の凸部10〜13を有する。
(もっと読む)
高い粘性を有する材料の連続押出用のスクリュー押出機
高い粘性を有する材料、特にアルミニウム及びアルミニウム合金のような金属の連続押出用のスクリュー押出機。押出機は、押出される材料の給送用の入口11を有するスクリューハウジング4のライナ2内に回転可能に設けられたアルキメディアン・スクリュー1と、圧縮チャンバすなわち押出チャンバ5と、所望の押出製品7の形状を成形するダイを有する押出ダイアセンブリ6とを備える。アルキメディアン・スクリュー1とライナ2との設計は、必要な圧縮が、スクリューの最大540度の回転、すなわちアルキメディアン・スクリューの最大1.5回転のフライトの長さに相当する、押出チャンバ5を向いたスクリューの下流端で生じるようなものであり、スクリューの一端と押出チャンバ5とにおいてこのようにして形成される金属の固体プラグが剛性回転を抑えられ、必要な圧縮と押出圧力とを得るようなものである。 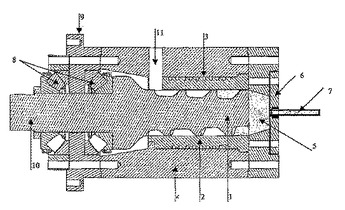 (もっと読む)
(もっと読む)
押出材およびその製造方法
【課題】ビレットに特殊な加工を施すことなく、かつ既存の押出設備をそのまま利用してフクレ発生を抑制できる押出材の製造方法を提供する。
【解決手段】押出機のコンテナ(1)内に装填した金属製ビレット(S)をダイス(2)から押し出す際に、外径(X)が前記コンテナ(1)内径(Y)の92%以上となされたビレット(S)を用いることを特徴とする。
(もっと読む)
鍛造成形品、その製造方法、鍛造成形装置、鍛造品製造システムおよび予備成形品
【課題】難加工性材料であっても割れを生じることなく、鍛造することのできる鍛造成形品の製造方法を提供する。
【解決手段】中心部位の鍛造方向両側に厚肉部位を有する鍛造成形品の製造方法において、アルミニウム合金製難加工性材料を鍛造用素材として用いて、一方の厚肉部位をほぼ最終形状まで成形した予備成形品を得る第一工程鍛造の後、前記予備成形品の一方の厚肉部位と金型とがほぼ全域に亘って接触した状態を維持しながら他方の肉厚部位を最終形状まで成形する第二工程鍛造とを有するので、難加工性材料を鍛造用素材として用いても、一方の厚肉部に自由鍛造面が発生しない状態で鍛造成形品を成形できるので割れのない成形品が出来る。また、割れの発生に備えた余肉を設ける必要がないので、余肉部分を機械加工で除去する必要が無く、材料歩留まりが良い。
(もっと読む)
マグネシウム合金成形体およびその製造方法
【課題】 軽量でありながらも十分な強度と制振性を兼ね備えたマグネシウム合金成形体を提供する。
【解決手段】 マグネシウム合金粉末の押出し成形法を用いて、フラーレン類をマグネシウム合金中に分散させたマグネシウム合金成形体とする。
(もっと読む)
粒界析出型マグネシウム合金屑からの超塑性マグネシウム合金製造方法
【課題】粒界析出型耐熱マグネシウム合金のMg−Al−Ca−Sr−Mn系合金等を工場内で超塑性材料として再生する手段を提供する。
【解決手段】 脱脂洗浄した当該マグネシウム合金ダイカストスクラップを、押出し温度573K以上723K以下、押出し比40以上で大気中または不活性雰囲気にて熱間押出し成形することにより、粒界析出物を押出し方向と平行に10μm未満の間隔で再配列させつつ固相接合に供することで、10μm未満に再配列した析出物が押出し中の粒成長を抑制し、10μm未満の微細結晶粒を有する超塑性材料を作製する。
【効果】本発明は、不要なかつリサイクル困難なスクラップから比較的簡便な手法で超塑性材料を作製するものであり、“スクラップ処理”、“高性能材料創製”という2つの目的が同時達成でき
る。
(もっと読む)
マグネシウム合金粉体原料、高耐力マグネシウム合金、マグネシウム合金粉体原料の製造方法および高耐力マグネシウム合金の製造方法
【課題】 高い耐力と伸びとを両立させるMg合金を提供する。
【解決手段】 Mg合金粉体原料は、相対的に大きな結晶粒径を持つ出発原料粉末に対して、1対のロール間に通して圧縮変形またはせん断変形させる塑性加工を施して相対的に小さな結晶粒径としたものである。出発原料粉末は、熱処理によって微細な金属間化合物21を素地22中に析出・分散させているMg合金粉末である。塑性加工後のMg合金粉体中には、析出した金属間化合物21の周辺に加工歪22が存在している。塑性加工後のMg合金粉体の最大サイズが10mm以下、最小サイズが0.1mm以上であり、素地20を構成するMg粒子の最大結晶粒径が20μm以下である。
(もっと読む)
金属材の押出し方法及び装置並びに金属リサイクル方法及び装置
【課題】 酸化膜が付着した金属粉砕材を押し出す際に、酸化物を微細化し、また表面の膨らみをなくする。
【解決手段】 表面に酸化膜が付着した金属粉砕材25を加熱軟化させ押出しダイ10の押出し口17から押し出して押出し部材を製造する際に、金属粉砕材は押出し口に向かって径が減少する円錐状の傾斜面に沿って移動して押し出される。押出しダイには、押出し口の入口側にそれよりも大径の導入部16を形成するのがよい。導入部は円錐状としてその半角αは60度とするのがよい。本発明は金属材の押出し方法及び装置、金属リサイクル方法及び装置に適用可能である。本発明は、押し出される金属をマグネシウム合金とした場合に効果を発揮できる。
(もっと読む)
1 - 10 / 11
[ Back to top ]