
国際特許分類[B21D1/05]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 金属板または金属板から作られた特定物品の矯正,形状の回復または局部ひずみの除去 (236) | 圧延と結合された引張り矯正 (108)
国際特許分類[B21D1/05]に分類される特許
1 - 10 / 108
曲げ加工の異方性が少なく耐応力緩和特性に優れた異形断面銅合金板及びその製造方法
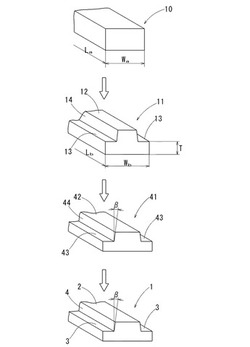
【課題】曲げ加工性の異方性が少なく耐応力緩和特性が良好な寸法精度に優れたCu−Cr−Zr系の異形断面銅合金板及びその製造方法を提供する。
【解決手段】厚肉部と薄肉部とが幅方向に並んだ異形断面銅合金板であって、質量%でZr;0.05〜0.2%、Cr:0.2〜0.4%、残部はCu及び不可避的不純物からなる組成を有し、JIS H3110に準拠した90°W曲げ試験において割れが発生しない最小曲げ半径Rと板厚tとの比(R/t)である曲げ加工性について、BadWay方向の曲げ加工性(R/t)をR2、GoodWay方向の曲げ加工性(R/t)をR1とした場合に、R2/R1が0.8〜1.7であり、後方散乱電子回折像システム付の走査型電子顕微鏡によるEBSD法にて観察した、(薄肉部のGOS1)/(厚肉部のGOS2)が0.9〜1.4である。
(もっと読む)
鋼帯の製造設備

【課題】C反り及びL反りを矯正可能であり且つ設備の小型化及びランニングコスト低減を図ることが可能な、鋼帯の製造設備を提供する。
【解決手段】焼鈍炉を備えた鋼帯の製造ラインに設けられる鋼帯の製造設備であって、調質圧延機及びその出側に配置された通板ロールの下流側に、5本のロールを用いて鋼帯の反りを矯正する反り矯正装置を有し、5本のロールは、パスラインの一方の側に配置された2本のロール、及び、パスラインを挟んで反対側に配置された3本のロールが、パスラインに沿って交互に配置されており、5本のロールのうち、少なくとも2本のロールはパスラインに対する位置を独立に変更可能であり、5本のロールのロール径をパスラインの上流側から順にd1乃至d5とし、隣接するロールの間隔をパスラインの上流側から順にP1乃至P4とするとき、d1=d2=d3=d4<d5、且つ、P1=P2=P3<P4である、鋼帯の製造設備とする。
(もっと読む)
電極のプレス装置、電極の製造装置及び電極の製造方法
【課題】歪み量の少ない電極のプレス装置、電極の製造装置及び電極の製造方法を提供する。
【解決手段】実施形態にかかる電極のプレス装置は、表面に電極層が形成された第1の領域と、前記電極層が形成されていない第2の領域と、を有する電極シートを、圧縮するプレスユニットと、前記電極シートに対向配置され、前記電極シートの前記第1の領域に対向し前記電極シートから退避した退避面と、前記第2の領域に対向し前記電極シート側に突出した突出面と、前記電極シートのエッジ部に対向し前記突出面から連続的に前記電極シートから離間する方向に退避する逃げ面と、を有するストレッチ部材を備え、前記第2の領域に張力を与える、ストレッチユニットと、を備えたことを特徴とする。
(もっと読む)
冷延鋼板チャタリング防止方法及びその設備
【課題】冷延鋼板の矯正ラインにおいて、ローラーレベラーでのチャタリングの発生を的確に防止することができる冷延鋼板チャタリング防止方法及びその設備を提供する。
【解決手段】冷延鋼板1をローラーレベラー10で矯正するに際して、チャタリングの発生を防止するために、ローラーレベラー10の後に設置された張力制御用ブライドルロール15のフレーム17とローラーレベラー10のフレーム12とを接続装置21によって水平方向に接続し、その状態でのローラーレベラー10の振動加速度をセンサー(振動加速度センサー)22で検知し、制御装置(図示せず)が、センサー22が検知した振動加速度の変化に基づいて、ローラーレベラー10自体の固有振動数と冷延鋼板1との共振点を変化させるように、接続装置21の接続力を変化させる。
(もっと読む)
ローラレベラーによる厚鋼板の矯正方法
【課題】表面疵の発生を有効に防止できるローラレベラーによる厚鋼板の矯正方法を提供する。
【解決手段】熱間圧延後の厚鋼板Sを、デスケーリング装置2が備えられた側からローラレベラ1に通板するパスを矯正パスとし、デスケーリング装置の備えがない側から通板するパスを矯正を行わない非矯正パスとして、矯正パスを少なくとも3回行う。これにより、平坦度等の形状不良が改善され、さらに、内部応力の開放が十分になされ、かつ表面疵の発生がない厚鋼板とすることができる。また、ローラレベラ内に水スプレー噴射手段4を配設し、ローラレベラのレベリングロール1aおよび通板する厚鋼板に、水スプレーを吹き付けることにより、表面疵の発生をさらに抑制できる。また、デスケーリング装置の備えがない側に、水噴射装置3を設けて、通板前の厚鋼板に水を噴射してもよい。
(もっと読む)
バックアップロール軸受装置
【課題】 バックアップロール軸受装置における断面高さを、容易に調整することができ、一列に配列されるバックアップロール軸受装置の各断面高さの相互差を容易に管理することができるバックアップロール軸受装置を提供する。
【解決手段】 このバックアップロール軸受装置7は、ロール8と軸9との間に、軸受10,11を介在させ、前記軸9の両端部9a,9aをハウジングHsで支持するものである。軸9の端部9aにおける外周面の任意の周方向位置と、ロール8の外周面のうち、前記軸9の前記任意の周方向位置に対する直径方向の反対側の周方向位置との間の直径方向高さである断面高さH1を調整可能な断面高さ調整部材17を、前記軸9の両端部9a,9aにおける外周部分に、それぞれ設けた。
(もっと読む)
ローラレベラおよびそれを用いた金属板の処理設備および処理方法
【課題】金属板の搬送時にレベリングロールに疵が発生し難いローラレベラを提供すること。
【解決手段】ローラレベラ100は、矯正すべき金属板の通板ラインの上下に千鳥状に配置され、金属板を挟んで矯正しつつ金属板を通板させるように回転する複数のレベリングロール6,8と、レベリングロール6,8をバックアップする複数のバックアップロール7,9と、レベリングロール6,8を介して金属板Pを圧下する圧下シリンダ4と、レベリングロール6(8)とバックアップロール7(9)を接離させる接離機構(シリンダ)15,16とを具備する。
(もっと読む)
張力制御システム、張力制御方法、及びコンピュータプログラム
【課題】 プロセスラインを通板中の金属ストリップに生じる急激な張力の変動を抑制し、当該金属ストリップに対して張力を安定して付与する。
【解決手段】 張力検出器121aにより測定された張力実績値Fmに基づき、急激な張力の変動(張力外乱)が発生したと判定した場合には、当該急激な張力の変動分に応じた駆動ロール114c、114dの回転速度の変動分を速度指令補正値ΔVr´として導出し、この速度指令補正値ΔVr´を加算した速度指令値(Vr+ΔVr+ΔVr´)を、張力検出器121aに対し下流側直近にある駆動ロール114c、114dを制御するモータ速度制御器125c、125dに出力する。
(もっと読む)
テンションレベラー直後の薄鋼板の水切り方法
【課題】テンションレベラーで矯正直後の薄鋼板の水切りを行うに際して、薄鋼板に反りを発生させることなく、適切に水切りを行うことができるテンションレベラー直後の薄鋼板の水切り方法を提供する。
【解決手段】テンションレベラー11の直後に、上下の水切りロール22とその直前に位置する補助ロール21とが一体となった水切り装置20を設置し、テンションレベラー11の最終ロール12nの上下移動に合わせて、補助ロール21と水切りロール22を上下移動させる。
(もっと読む)
ローラレベラおよびそれに用いるレベリングロールユニット
【課題】矯正すべき金属板から吹き飛ばされたスケールが矯正すべき金属板へ逆流することを抑制可能なローラレベラを提供すること。
【解決手段】ローラレベラ100は、矯正すべき金属板Pの通板ラインの上下に千鳥状に配置され、金属板Pを挟んで矯正しつつ金属板を通板させるように回転する複数のレベリングロール6,8有するレベリングロールユニット20と、レベリングロール6,8を介して金属板を圧下する油圧式の圧下シリンダ4と、レベリングロール6,8を回転させて金属板を通板させる駆動装置15,16とを備え、レベリングロールユニット20は、金属板Pの通板方向に沿って隣接するレベリングロール6(8)間に設けられ、金属板Pの表面から剥離したスケールを金属板幅方向の端部側に吹き飛ばす流体の流れをレベリングロール6(8)間に形成する流体流形成手段21,22と、流体流を外部に案内する整流部材19とを有する。
(もっと読む)
1 - 10 / 108
[ Back to top ]