
国際特許分類[B21D11/08]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | グループ5/00,7/00,9/00の一つのみに記載された材料の形状に限定されない曲げ;グループ5/00から9/00に分類されない曲げ;ねじり (148) | 被加工物の断面の部分的な厚さの変更による曲げ (29)
国際特許分類[B21D11/08]に分類される特許
1 - 10 / 29
プレス部品の製造方法、及びプレス部品
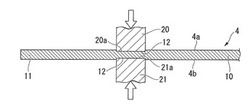
【課題】製品機能や意匠に影響が出難いうえ、プレスによるせん断加工状態の変化に影響されることなく、安定して横振れ少なくプレスによる曲げ加工を行うこと。
【解決手段】基端部10から先端部11に向けて延在すると共に、基端部と先端部との間で折り曲げ加工された帯板片4と、先端部を自由端とした状態で帯板片を片持ち支持するベース板2と、を具備するプレス部品1を製造する方法であって、ベース板をプレスによるせん断加工によって打ち抜き、非折曲状態の帯板片を形成する工程と、帯板片における両主面4a、4bのうち少なくともいずれか一方の主面上における傾斜を部分的に矯正し、ベース板の表裏面2aに対して平行とされた矯正面12を形成する工程と、プレス加工用金型で帯板片をプレス加工し、該帯板片を折り曲げる工程と、を備え、折曲工程の際、矯正面が形成された部分が折れ曲がりの起点となるようにプレスを行う製造方法を提供する。
(もっと読む)
ドア補強部材の製造方法及びドア補強部材

【課題】 容易かつ安価な、閉断面を有するドア補強部材に供給する。
【解決手段】 本発明は、折り曲げ線上に複数のスリットを備える金属板に対して、折り曲げ線に沿って閉断面とは反対側に折り曲げる工程と、折り曲げ線上に複数のスリットを備える金属板に対して、プレス加工により、折り曲げ線と略平行に、多角形のすべての角を形成する工程と、折り曲げる工程及びすべての角を形成する工程の後に、人力により折り曲げ線に沿って閉断面側に折り曲げることにより、閉断面を形成する工程と、を含むドア補強部材の製造方法に係る。
(もっと読む)
精密に折畳まれた高強度の耐疲労性構造部及びそのための薄板を設計及び製造する技術
【課題】薄板材の設計及び精密折畳み、及びそれからの構造部の製造の技術を提供する。
【解決手段】精密折畳み、高強度、耐疲労性構造部及びそのための薄板を設計及び製造する方法。この技術は、曲げ線(45,245,345,445,543)に沿った薄板材(41,241,341,441,541)の精密曲げの方法を含み、スリット又は溝(43,243,343,443,542)のような曲げストラップ形成構造部で形成された薄板材を開示する。この方法は、曲げ線(45,245,345,445,543)に沿って曲げる時に薄板(41,241,341,441,541)の精密曲げを生成するために、軸線方向に間隔を置いた関係で薄板材を通って縦方向に延びるスリット又は溝(43,243,343,443,542)を設計する段階、及び、次にそれを別々に形成する段階を含む。曲げストラップは、その強度及び耐疲労性を増す構成及び配向を有する。
(もっと読む)
金属板の曲げ加工法、それに用いる加工工具、及びその曲げ加工法によって形成された曲げ加工品、並びに中間曲げ加工品
【課題】生産効率が高く、意匠性に優れた金属板の曲げ加工法、それに用いる工具、及びその曲げ加工法によって形成された曲げ加工品並びにその曲げ加工途中にある中間曲げ加工品を提供する。
【解決手段】金属板の曲げ加工法は、金属板1の曲げ部内側に、互いに平行に設けられた2本の凹部4,4と、これら凹部4,4の間に設けられた凸部5とを有するW溝2を成形する工程Aと、金属板1を挟んでW溝2の反対側の位置に、2つの変曲点を有し、且つ金属板1の表面と正接する曲線で構成される凸部3を成形する工程Bと、W溝2に沿って金属板1を折り曲げる工程Cとを有する。W溝2と凸部3は工具による塑性変形で形成され、生産効率が高い。また、曲げ部外側9に亀裂や皺が発生せず曲げ半径の小さい滑らかな表面となり、それに続く平面状の表面が強調されて意匠性が向上する。
(もっと読む)
形材及び開口部ユニット
【課題】 水平片と立設片とを有しており、円弧状に屈曲させてあるものであって、外観が良好な形材を提供する。
【解決手段】 水平片1と、水平片1の一方側端から上方に延びる立設片2とを有し、水平片1と立設片2とが交わる角部3を所定長さにわたり切り取った切取部4と、切取部4の中央から水平片1の他方側に寄った点を頂点とし、水平片1の他方側端を底辺とする略二等辺三角形状の第一切欠部5と、第一切欠部5の頂点から切取部4まで連通する第二切欠部6とを形成してあり、水平片1の一方側端を立設片2の下側に入り込ませつつ、第一切欠部5の対向する辺同士が当接する位置まで立設片2を円弧状に屈曲させてある。
(もっと読む)
曲げ制御変位部を備えた金属シート及びその形成方法
【課題】曲げ加工線に沿う精密曲げが可能なようにシート材料を用意する方法を提供する。
【解決手段】曲げ加工線に沿って曲げ加工可能なシート材料を作製する方法であって、シート材料の厚さ方向に少なくとも1つの変位部を形成するステップを有し、曲げ加工線に最も近い変位部の周囲の一部が、エッジとこれに対向したフェースを形成し、かかるエッジとフェースが、曲げ加工中、変位部の周囲の互いに側部に対するシートのエッジ−フェース係合関係を生じさせることができるように構成されている方法。形成ステップは好ましくは、打抜き加工、穴あけ加工、ロールフォーミング加工、エンボス加工のうちの1つを用いて達成される。かかる加工法を用いる曲げ加工に適した材料のシートも又、被膜の使用、シンガードの使用、及び曲げ加工誘導スリット相互間のシートの領域の変位と同様に、開示される。
(もっと読む)
板状ワークの成形方法および成形体
【課題】加工効率の向上を図ることができるうえ、産業廃棄物の発生を抑えることができ、しかも成形精度に優れた再現性をもたせることができる。
【解決手段】板状ワーク1の凹面1a側の面方向に所定の間隔をおいて複数のポケット11を設けて減肉加工をし、ポケット11に対応する形状で、且つ板状ワーク1よりヤング率が小さいシム3をポケット11に挿入した後、プレス機を用いて板状ワーク1を凸面1b(一方の面)から凹面1a(他方の面)側へ曲げる曲げ加工を行うようにした。
(もっと読む)
フレーム構造体の成形方法
【課題】フレーム構造体を高張力鋼板で形成し、且つ、折り曲げ部の曲率が大きい場合でも、所望の形状に成形することができる成形方法を提供する。
【解決手段】平板状の鋼板10’に脆弱部30(スリット等)を形成して鋼板の成形性を高め、この脆弱部30で鋼板10’を折り曲げて折り曲げ部14,15を形成した後、折り曲げ部14,15の脆弱部30を溶接して補強する。
(もっと読む)
トムソン刃の溝削り加工装置
【課題】設置場所の制約のなかで華奢な機械でトムソン刃1の不安定な姿勢の条件下での両側面に正確な深さの切り込み、進行方向に最小ピッチの溝加工を可能にすることにより最小コ−ナ-曲げ半径0.1mmを可能にし、最小要素間距離で曲げ加工ができる加工装置を提供する。
【解決手段】自動曲げ機部Aと、切り粉が発生しても悪影響の出にくい場所に十分前方に溝加工部Bからなり、溝加工部Bにはトムソン刃1の両側にV字溝を削ることができるV字溝堀案内ユニット22と、それを上下左右に移動させる左右移動機構部10,上下移動機構部15及び支持部16を設け、自動曲げ機部Aからトムソン刃1を、溝加工部Bに送り出し、トムソン刃1にその長さ方向に対して直角方向に左右のV字溝を加工し、その後、自動曲げ機部Aに引き戻して、V字溝を施した箇所を先鋭に曲げることができるトムソン刃溝加工装置。
(もっと読む)
金属板を折曲する前にスリットを形成する方法
【課題】折曲する内部表面にスルットを形成した金属板を形成する際、連続する工程で、スリットの深さが均一な金属板を提供する。
【解決手段】金属板9に、前記金属板の折曲抵抗を低減するスリットを形成するために、カッター11によりスリットが形成された場所と同じ場所に、ディスクカッター12を用いて、スリットを形成する。形成されたスリットをプレスローラー13a、13bで押圧して、スリット全長に沿って均一な深さを有する平滑なスリットにする。
(もっと読む)
1 - 10 / 29
[ Back to top ]