
国際特許分類[B21D51/26]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 中空体の製造 (768) | 対象物の用途に特徴のあるもの (700) | 缶または錫缶;これの永久的な密封 (347)
国際特許分類[B21D51/26]の下位に属する分類
縦方向の折目にそっての巻締め
円周状の折目にそっての巻締め (67)
国際特許分類[B21D51/26]に分類される特許
271 - 280 / 280
液圧バルジ加工用異形素管、並びにこれを用いる液圧バルジ加工装置、液圧バルジ加工方法、および液圧バルジ加工品
本発明の液圧バルジ加工用異形素管(TP2)は、軸方向の一方から他方にかけて外径が漸次増加または減少する周長を有するとともに、少なくとも一方端側に、該一方端側の管端面に向かって前記周長が増加する保持部(TP2a,TP2b)を形成し、さらに、保持部を形成しない端側に平行部を形成することができる。この異形素管を用いた加工装置、加工方法では、軸方向に断面形状が大きく変化する異形素管を用いる場合でも、管端からの軸方向への押し加工が可能となる。これにより、液圧バルジ加工が施された液圧バルジ加工品では、従来以上に大きな拡管率を得ることが可能になる。 (もっと読む)
容器本体を製造する方法及び装置並びに容器本体
【課題】
容器本体(148,248)を製造するため、金属製の扁平材(103,116)から出発して、第1接合部によって閉ざされている容器ジャケット部材(140,24,240)が提供される。少なくとも1つの閉鎖要素(142,31a, 31b, 242)が、別の接合部によって閉ループ状の容器ジャケット部材(140,24,240)に沿って配置される。その他の接合部の少なくとも1つの接合部が、レーザー溶接継目として形成される。このレーザー溶接継目は、リング状に形成されている閉鎖継目(145,42,245)を閉ループ状の容器ジャケット部材(140, 24, 240)と少なくとも1つの閉鎖要素(142, 31a, 31b, 242)との間に形成する。容器ジャケット部材(140,24,240)と閉鎖要素との互いに接合した継目接触面が、閉鎖継目(145,42,245)の溶接前にシリンダの形と異なり、容器軸線の方向に広げられた又は圧縮しぼりされたリング状に閉じられている縁領域(140a,60a,142a,240a,242a)として形成される。閉鎖継目(145,42,245)を溶接するため、容器ジャケット部材(140,240)及び少なくとも1つの閉鎖要素(142,31a,31b,242)が、対向するストッパーに到達するまで縁領域(140a,60a,142a,240a,242a)によって一緒に接合され、この場合、内側の終端面及び外側の終端面が、両縁領域(140a,60a,142a,240a,242a)の終端面(140b,142b,240b,242b)によって容器本体に沿って位置する。この解決手段の場合、継目接触面の気密な溶接が保証され得る。その結果、極めて薄い板でも、気密な溶接継目が保証されている。閉鎖継目(145,42,245)の領域内の材料の重なり部分は最小である。  (もっと読む)
(もっと読む)
合成樹脂被覆金属缶体の製造方法及び装置
合成樹脂被覆金属缶体を破胴現象を生じることなく絞りしごき加工を大きい加工量で行うことを可能にする。
両面に熱可塑性樹脂被覆アルミニウム板1から絞り形成されたリドロ工程缶20の側壁部には、パンチ11の押込みに従って順次、第1しごきダイ14と第2しごきダイ15とで、それぞれ元板厚からの板厚減少率が35〜55%、60〜75%の範囲内となる加工量で第1及び第2のしごき加工が行われ、金属缶胴が製造される。熱可塑性樹脂の被膜層が金属胴部の破損(破胴)を防止する方向に作用するので、しごき加工の加工条件の緩和が図られ、板厚減少率が大きいしごき加工を行っても、第1工程缶21、第2工程缶22に破胴現象を生じることなく品質が維持されたしごき加工が可能となる。
(もっと読む)
缶胴のテープ補修方法およびその装置
【課題】 補修テープの不要な部分を簡単に廃棄し、また缶胴に貼り付けた補修テープを確実に切断して、次に搬送されてくる缶胴に対し適切に待機すること。
【解決手段】 テープ貼り付け部は、貼り付け用搬送路4B上の途中位置に設置され、搬送されている缶胴1の溶接継ぎ目部を外側と内側とから挟み付けながら缶胴1の送り方向に回転する一対の外ローラ81,内ローラ82を具備する。外ローラ81は、動力伝達機構を介して連結されたモータにより駆動される。テープ貼り付け部は、テープガイド部9と、クランプローラ83を具備している。
(もっと読む)
フィルム貼着缶体の製造方法
フイルム貼着缶の製造方法

【目的】 シワや亀裂あるいはフイルムの浮き上がりなどのない外観の優れたフイルム貼着缶を容易に製造する。
【構成】 オーバーコート層のある印刷済み装飾用フイルム6を、予め缶体2の周長より長く切断し、その切断された装飾用フイルム6を、その両端部同士が互いに重なるように、缶胴面に接着層を介して加熱圧着し、この仮接着工程5での缶体温度を放冷させない状態で装飾用フイルム6を缶胴面に仮接着の際の加圧力より大きい加圧力で押圧して、装飾用フイルム6の端部の重ね合わせによる段差空隙部に接着剤をはみ出させて該空隙部内で接着層同士を融合させ、装飾用フイルム6の互いに重なり合った端部うちの上層側のフイルム端部を剥離して除去し、その後にネックインなどの成形加工を行う。
(もっと読む)
耐食性の向上した印刷シームレス缶の製造方法
【目的】 耐食性、内容物のフレーバー保持性及び耐衝撃性の向上した印刷シームレス缶の製造方法を提供すると共に、上記印刷シームレス缶を、生産性よくしかも大気汚染等を生じることなしに製造できる方法を提供する。
【構成】 内面に有機被覆を施した金属製カップ状容器の側壁外面に、紫外線硬化型インキ層を形成し紫外線硬化させる操作と、紫外線硬化型仕上ワニス層を形成し紫外線硬化させる操作とを同時に或いはこの順序に行い、印刷金属製カップ状容器の開口端上部をネックイン加工、フランジ加工に付した後、熱処理を行う。
【効果】 内面側有機被覆に無用な熱履歴を与えることなく深絞りカップをネックイン等の加工に付することができるため、これらの加工による内面側有機被覆のダメージを最小限に留められ、しかも加工後の熱処理により内面側有機被覆層に加わった歪みを開放できるため、ストレスクラック等を抑制でき、耐食性に優れた印刷シームレス缶を得ることができる。
(もっと読む)
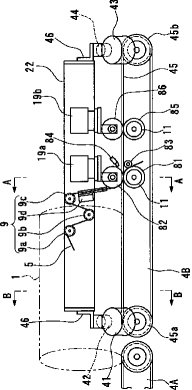
缶胴溶接ステ―ションへ缶胴を供給する方法並びに該供給法の実施装置
缶体寸法の検査方法および検査装置
缶体寸法の検査方法および検査装置
【目的】 切断処理された缶体の成形寸法をトリミング装置内でターレットが間欠停止している時間を利用して全数検査することにより、不良缶を後工程に流れることを防止して缶体品質の安定化を図ると共に不良缶の早期発見を行うことを可能とする。
【構成】 加工プレスされた缶体1を間欠回転するターレット10で搬送し、停止している間に切断装置20により缶体1の不規則な形状の開口端部がトリミングされる。さらにターレット10が回転して停止している間に、測定装置30で缶体寸法を測定される。この測定値と予め設定した寸法の許容範囲と判定手段で比較判定し、測定値が許容範囲外であるとその缶体1の排除信号が排除装置40に出される。許容範囲内であると缶体1の排除信号は出ない。さらにターレット10が間欠回転し、測定済みの缶体1は、排除装置40に前記判定手段からその缶体1の排除信号が入っている場合、排除装置40が動作して許容寸法外の缶体1は系外に排除される。
(もっと読む)
271 - 280 / 280
[ Back to top ]