
国際特許分類[B21D53/88]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 他の特定物品の製造 (1,238) | 車輌用の他の部品,例.カウリング,泥よけ (335)
国際特許分類[B21D53/88]の下位に属する分類
アクスルハウジング (7)
国際特許分類[B21D53/88]に分類される特許
11 - 20 / 328
衝突性能に優れた車体用のプレス成形品およびその製造方法
【課題】ホットプレス工法や高周波焼入れなど熱処理を施さず、複数回の冷間プレスで部材強度を高めることができる車体用のプレス成形品の製造方法および衝突性能に優れた車体用のプレス成形品を提供する。
【解決手段】ダイとパンチの相対的な直進移動によって金属板をプレス成形することにより、車体用のプレス成形品を製造する方法において、前記金属板に曲げ加工を施して、前記金属板の長手方向の所定位置に曲げ加工部位を有する中間品を形成する工程と、前記中間品の前記曲げ加工部位を逆方向に曲げる曲げ戻し加工を施して、前記金属板の前記所定位置に加工硬化処理を行うと同時に、前記金属板をプレス成形して前記プレス成形品を形成する工程と、を具備してなることを特徴とする衝突性能に優れた車体用のプレス成形品の製造方法を提供する。
(もっと読む)
ダイクエンチ用ステンレス鋼板およびそれを用いたダイクエンチ部材
【課題】耐食性に優れ、900MPa以上の引張強度を有するダイクエンチ部材を確実に製造できるダイクエンチ用の鋼板およびそれを用いたダイクエンチ部材を提供する。
【解決手段】質量%で、C:0.03%以上0.15%未満、Si:0.1%以上2.0%以下、Mn:0.30%以上2.50%以下、P:0.05%以下、S:0.010%以下、Al:0.001%以上0.05%以下、Cr:11.0%超え15.0%以下、Ni:0.01%以上0.60%以下、N:0.005%以上0.09%以下を含有し、残部がFeおよび不可避的不純物からなる成分組成を有するダイクエンチ用ステンレス鋼板。
(もっと読む)
バンパー構造体の製造方法

【課題】電磁成形を利用してバンパーリインフォースとステイ素材を接合し、バンパー構造体を製造する場合に、接合後のバンパー構造体を時効処理することに伴う問題点、例えば時効処理の効率が悪い点(炉内に多数積み重ねたとき空間ばかりが多くなる)、時効処理後の精度低下等の問題を解消する。
【解決手段】質別T1の6000系アルミニウム合金押出材を所定寸法に切断して第1ステイ素材とし、これを電磁成形により拡管して、後方側に比較的大径に張り出した筒状部と、後端に取付用フランジ11を有する第2ステイ素材を成形する。第2ステイ素材に時効処理を施して質別T5とした後、質別T5の7000系アルミニウム合金押出材からなるバンパーリインフォース1の前後の縦壁3,4に形成された穴7,8に後方側から嵌入し、後方側の縦壁4付近より前方側に位置する部分を電磁成形により拡管し、両者を接合する。
(もっと読む)
テレスコピックステアリング装置
【課題】アウタコラム13dの内径側に、インナコラム14cを安定して保持できる構造を実現する。
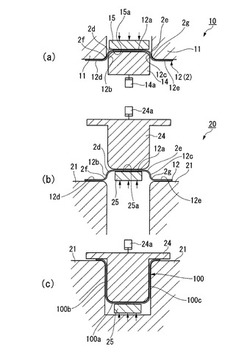
【解決手段】前記アウタコラム13d、及び可動側ブラケット22bを、ハイドロフォーム工法等により一体に膨出成形する。又、前記アウタコラム13dの支持部26を構成する各隆起部23a、23aと前記インナコラム14cの外周面とを、円周方向3箇所でのみ当接させる。又、固定側ブラケット12bの両支持板部27、27の幅方向内側面と、前記可動側ブラケット22bの両被挟持部25a、25aとの間部分に、これら間部分毎に、第一、第二の摩擦プレート31、32を交互に配置する。
(もっと読む)
テレスコピックステアリング装置
【課題】アウタコラムの内径側に、インナコラムを安定して保持できる構造を実現する。
【解決手段】アウタコラム13d、及び可動側ブラケット22bを、ハイドロフォーム工法等により一体に膨出成形する。又、アウタコラム13dの支持部26を構成する各隆起部23a、23aとインナコラム14cの外周面とを、円周方向3箇所でのみ当接させる。又、可動側ブラケット22bの被挟持板部25a、25aの幅方向外側面のうちの、コラム側通孔30の軸方向中間部の周囲に、これら両幅方向外側面から幅方向に突出した状態で凸部31を設ける。そして、組み立て状態で、固定側ブラケット12bの支持板部28、28の幅方向内側面と、この凸部31の幅方向外側面とを当接させる。
(もっと読む)
テレスコピックステアリング装置
【課題】アウタコラムの内径側に、インナコラムを安定して保持できる構造を実現する。
【解決手段】アウタコラム13dを、ハイドロフォーム工法により中空管を径方向外方に膨らませて成形する。又、可動側ブラケット22bを、アウタコラム13dと一体にハイドロフォーム工法により膨出成形する。更に、アウタコラム13dの支持部26を構成する各隆起部23a、23aとインナコラム14cの外周面とを、円周方向3箇所でのみ当接させる。
(もっと読む)
テレスコピックステアリング装置
【課題】アウタコラムの内径側に、インナコラムを安定して保持できる構造を実現する。
【解決手段】アウタコラム13d、及び可動側ブラケット22bを、ハイドロフォーム工法等により一体に膨出成形する。又、アウタコラム13dの支持部26を構成する各隆起部23a、23aとインナコラム14cの外周面とを、円周方向3箇所でのみ当接させる。又、可動側ブラケット22bの底部29の幅方向中間部に、軸方向に長い長孔31(31a)を設ける。更に、この長孔を円周方向に関して挟む2箇所位置に、1対のスリット33、33を形成する。
(もっと読む)
金属板および自動車用ボディ部品
【課題】板面内に凹凸を付与して、張り剛性や曲げ剛性に優れた金属板および自動車用ボデイ部品を提供する。
【解決手段】板面に複数の凸部が形成された金属板であって、前記凸部は、平面視略長方形または略楕円形を呈し且つ、前記金属板の一方の端部から他方の端部までの間で、前記金属板内の平坦部が連続した直線状を呈しないように、少なくとも一組の前記凸部の長辺部の向きを交差させた配列を形成させたことを特徴とする金属板。
(もっと読む)
ステアリングコラム装置
【課題】ハイドロフォーミング工法によりアウタコラムの中間部に被挟持ブラケット部を一体に形成した構造で、この被挟持ブラケット部の強度及び剛性を実質的に確保できる構造を実現する。
【解決手段】前記被挟持ブラケット部30の内側で左右1対の被挟持板部31、31同士の間部分に、前記アウタコラム20aを構成する金属板よりも軟質な材料製のスペーサ37を組み付ける。このスペーサ37及び前記両被挟持板部31、31の互いに整合する部分に、ステアリングホイールの位置固定用のロッドを挿通する為の孔を設ける。
(もっと読む)
熱間プレス成形品、その製造方法および熱間プレス成形用薄鋼板
【課題】強度と伸びのバランスを適切な範囲にコントロールでき、且つ高延性である熱間プレス成形品、このような熱間プレス成形品を製造するための有用な方法および熱間プレス成形用薄鋼板を提供する。
【解決手段】熱間プレス成形法によって薄鋼板を成形した熱間プレス成形品であって、金属組織が、ベイニティックフェライト:70〜97面積%、マルテンサイト:27面積%以下、および残留オーステナイト:3〜20面積%を夫々含み、残部組織:5面積%以下からなる。
(もっと読む)
11 - 20 / 328
[ Back to top ]