
国際特許分類[B21D53/88]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 他の特定物品の製造 (1,238) | 車輌用の他の部品,例.カウリング,泥よけ (335)
国際特許分類[B21D53/88]の下位に属する分類
アクスルハウジング (7)
国際特許分類[B21D53/88]に分類される特許
61 - 70 / 328
凹凸部を有する板材並びにこれを用いた車両パネル及び積層構造体
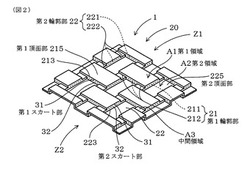
【課題】従来よりも剛性向上効果の高い凹凸部のパターンを有する板材、およびこれを用いた積層構造体並びに車両パネルを提供すること。
【解決手段】第2領域A2は第1領域A1と直交する方向に向けて配置されている。各第1領域A1の長手方向両端部は隣り合う第2領域A2の長手方向の中央部に対向し、各第2領域A2の長手方向両端部は隣り合う第1領域A1の長手方向の中央部に対向し、第1領域A1と第2領域A2とに囲まれる領域に中間領域A3が配置されている。第1領域A1の長辺部211と、これに隣り合う第2領域A2及び中間領域A3とは第1スカート部31により連結され、第2領域A2の外形輪郭部の長辺部221と、これに隣り合う第1領域A1及び中間領域A3とは、第2スカート部32により連結されている。
(もっと読む)
ラックアンドピニオン式ステアリング装置の製造方法

【課題】使用時に衝撃や応力が入力されてもラックに損傷が生じにくいラックアンドピニオン式ステアリング装置を製造する方法を提供する。
【解決手段】ラックアンドピニオン式ステアリング装置のラック21は、鋼からなる素材に軟化焼鈍しを施した後に冷間鍛造により成形し、さらに再結晶処理,高周波焼入れ,及び焼戻しを施すことにより製造されている。軟化焼鈍しにより、冷間鍛造前の素材のビッカース硬さがHV200以下とされるとともに、球状セメンタイト,針状セメンタイト,及びフェライトを含有する組織を有するようになる。また、再結晶処理により、球状セメンタイト,針状セメンタイト,及びフェライトを含有する前記組織は維持したまま、芯部のビッカース硬さHVhと軟化焼鈍し後かつ冷間鍛造前の素材のビッカース硬さHVsとの比HVh/HVsが1.2以下とされる。
(もっと読む)
モータービークルの構造部品の製造方法、熱間成形のためのプレートバー及び構造部品
【課題】器具の磨耗が少なく、良質な構造部品を容易に得ることができる、モータービークルの構造部品の製造方法を提供する。
【解決手段】プレートバーを加熱し、加熱状態でダイに供給し、ダイで成形する、モータービークルの構造部品の製造方法であって、ダイで成形する前に、プレートバーに対して窒化処理を行うことを特徴とするモータービークルの構造部品の製造方法。
(もっと読む)
パネル構造体及びその製造方法
【課題】縁部の剛性を高めることができるパネル構造体及びその製造方法を提供する。
【解決手段】パネル構造体16は、アウタパネル14にインナパネル12を重ねた状態で、インナパネル12からはみ出したアウタパネル14のフランジ部38をカールパンチ108にてカール加工した後に、カール成形されたフランジ部38を平坦部36の板厚方向にシームパンチ112にて押圧することにより製造する。これにより、フランジ部38は、平坦部36との境界部からフランジ部38の端部30bにかけて湾曲すると共に、インナパネル12の端部28を覆うような形状となる。
(もっと読む)
パイプ部材の成形方法
【課題】 軽量化、加工工数と部品点数の削減や曲げ精度の安定化などが図れるパイプ部材の成形方法を提供する。
【解決手段】 パイプ12の板厚減少率を30%以下に保ち拡径加工や曲げ加工を施して所望な形状に成形するパイプ部材の成形方法であって、拡径加工が、押し拡げポンチ11を用いる押し拡げ拡径加工工程と、この押し拡げ拡径加工工程で拡径されたパイプ12内に液体14の圧力をかけながらパイプ軸方向を圧縮して内圧拡径するハイドロフォーム工程からなる。
(もっと読む)
車体フレーム製造方法
【課題】外形デザインの異なる車両を多種類生産する場合に、三次元曲げ加工装置の数を低減することが可能な車体フレーム製造方法を提供する。
【解決手段】車体フレーム製造方法は、同一の大きさで外形デザインの異なる複数の車両のそれぞれの車体フレーム1について、車体フレーム1の各部位を構成するフレーム部材2の断面形状を同一の形状に設定するフレーム断面形状設定工程S1と、フレーム部材2毎に、前記工程S1で設定した断面形状で、フレーム部材2の元となる直線状の中間部材3を製造する中間部材製造工程S2と、三次元曲げ加工装置50を用いて、中間部材3に、車体フレーム2の各部位の形状に応じて三次元曲げ加工を施すことにより、フレーム部材2を形成する三次元曲げ加工工程S3と、前記工程S3で形成したフレーム部材2を用いて、複数の車両に対応する車体フレーム1をそれぞれ組み立てる車体フレーム組立工程S4と、を備える。
(もっと読む)
リンク部材の製造方法
【課題】リンク部材を製造する際の板材の歩留を高めて、リンク部材のコストを低減することである。
【解決手段】まず、マッチング孔明け工程において、帯板51にマッチング孔52を形成する。マッチング孔52を基準として順送装置により帯板51を順送し、次いで、面取り工程において帯板51の両側辺51a,51bに助手席側のリンクプレートの両端形状を形成する。次いで、送り工程において帯板51を順送装置により順送した後、孔明け工程において帯板51に固定孔35と連結孔36,37とを形成する。固定孔35と連結孔36,37とが形成された帯板51を、送り工程において順送装置により順送した後、切断工程において、順送された帯板51の長手方向先端部から両端形状を形成された範囲を順送毎にくの字に曲がった同一形状で順次切断する。
(もっと読む)
油圧プレス装置
【課題】比較的安価な設備で設置スペースも大きくしなくて済むプレス装置を提供することを課題とする。
【解決手段】互いに対向するプレス型11,12間にワーク50を挟んだ状態で、油圧により少なくとも一方の型を移動させ、ワークのプレス成形を行う油圧プレス装置において、下型12と当該型を保持するベースプレート13との間にフリーモーションユニット30を設け、該フリーモーションユニットは、下型12のプレス面上を複数に分割した各部位に対応させた複数のアクチュエータを備え、各アクチュエータはプレス成形の途中に、ワーク50と下型12面との間の摩擦抵抗を抑制するように下型12に対する押圧力若しくは下型12に対する押圧位置を複数回繰り返し変化させ、その繰り返し制御は各アクチュエータ毎に行われることを特徴とする。
(もっと読む)
突合せ接合された閉断面中空構造体
車両の構造部材は、従来の二枚貝様構成を用いるが先行技術である重畳接合部が除去された閉断面中空体から提供される。これは、自動車産業からの要請による高容量への適用に実績がある。板金プレス成形は、構造部品を製造する最も費用対効果の高い方法である。本開示は、二枚貝様閉断面中空体における重畳又はフランジ型接続部に関する不必要な材料を廃止することで重量とコストを低下させる。 (もっと読む)
車両用Bピラー
本発明は、中央フランジ(22)、2つのウェブ部分(23,24)、及び2つのサイド・フランジ(25,26)を含んでなるハット形状セクション(21)を備えた、主セクション(20)を備えた、車両用のBピラーに関する。少なくとも、ハット形状セクション(21)がプレス硬化され、1400MPaを越える破壊強度を有すること、及びハット形状セクション(21)のサイド・フランジ(25,26)が、サイド・フランジ(25,26)の長さの少なくとも一部に沿って、1100MPa未満の破壊強度を有する。Bピラー(13)が、閉プロファイルを形成するために、ハット形状セクション(21)のサイド・フランジ(25,26)に溶接されるカバー・プレート(40)と、少なくとも、それがサイド・フランジ(25,26)に支持される領域で、1100MPa未満の破壊強度を有する、カバー・プレート(40)を含む。ハット形状セクションのサイド・フランジ(25,26)が、サイド・フランジが、カバー・プレート(40)に支持される領域で、1100MPa未満の破壊強度を有する。  (もっと読む)
(もっと読む)
61 - 70 / 328
[ Back to top ]