
国際特許分類[B21D53/88]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 他の特定物品の製造 (1,238) | 車輌用の他の部品,例.カウリング,泥よけ (335)
国際特許分類[B21D53/88]の下位に属する分類
アクスルハウジング (7)
国際特許分類[B21D53/88]に分類される特許
1 - 10 / 328
ステアリング装置及びその製造方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
CVTエレメントの打抜き加工方法及び打抜き加工用金型
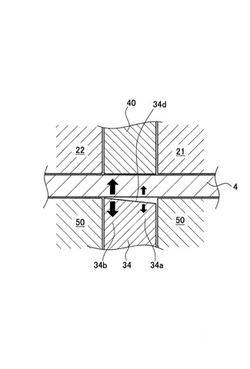
【課題】CVTエレメントを打抜き加工する際に、ダイのスロット部の根元部分に疲労破壊による亀裂を生じ難くすることができるCVTエレメントの打抜き加工方法を提供すること。
【解決手段】CVTエレメントの打抜き加工方法において、打抜き加工する際に、ダイのスロット部34のうちヘッド孔部側の頭側部分34aとボディ孔部側の胴側部分34bとで、捩りに対する負荷応力を異ならせる。例えば、スロット部34のうち板状素材4と対向する部分にテーパ面34dを設けて、このテーパ面34dを胴側部分34bから頭側部分34aに向かうに従って板状素材4との距離が大きくなるように形成する。これにより、打抜き加工する際に、胴側部分34bに作用する面圧が、頭側部分34aに作用する面圧より大きくなり、打抜き加工する度に、スロット部34は、ボディ孔部側に捩れ、ヘッド孔部側に捩れない。
(もっと読む)
多角形断面部材の電磁成形方法

【課題】筒状の周壁を有するアルミニウム合金素材を電磁成形で拡管し、多角形断面の部材を成形する場合に、断面のコーナー部のRをより小さく成形できるようにする。
【解決手段】アルミニウム合金素材21の断面が、略円形の基本断面24の周方向に沿った複数の円弧状領域22と、円弧状領域22に挟まれた複数の凹凸領域23からなる。凹凸領域23では、周壁が基本断面24から外れて外向きに突出し、各凹凸領域23の周壁の周長L1は、同領域が基本断面24の周方向に沿って円弧状に形成された場合の周長L0より長い。各凹凸領域23は金型3のコーナー部3aに対向して配置される。電磁成形用コイル2がアルミニウム合金素材21の中に配置される。
(もっと読む)
バンパ補強材
【課題】バンパ補強材において、必要十分な強度を確保しつつ、部品点数の低減と製造工数の低減を図って、コスト低減を図ること、しかも、素材の外形が維持されて、形状の悪化が生じないこと。
【解決手段】バンパ補強材10は、中空断面を有する軽合金押出材からなり、車両にて車幅方向に延在配置され、車体側に曲げ加工された両端部10a,10bにてクラッシュボックス20,30(支持部材)に組付けられて支持される。バンパ補強材10にて、両端部10a,10b間の中間部10cが、中空断面を閉断面とされている。また、両端部10a,10bが、中空断面を車体側に開口Aを有する開断面とされていて、車両前後方向の厚みを各先端に向けて順次薄くなるように除変されている。開口Aは、支持部材が有する連結部にて、閉じられていて、同開口Aの拡開が防がれている。
(もっと読む)
塑性加工品、塑性加工品の製造方法、トーションビーム、トーションビームAssy、トーションビーム式サスペンション装置、トーションビームの製造方法
【課題】筒状部を有する材料に筒状部の外方から内方に向かう変位が成形された塑性加工品に関して、筒状部の周方向に作用する捻り力等の外力に対する疲労強度が向上可能な塑性加工品、この塑性加工品の製造方法、この塑性加工品の製造方法を応用して製造したトーションビーム、トーションビームAssy、トーションビーム式サスペンション装置、及びトーションビームの製造方法を提供すること。
【解決手段】サスペンション装置において左右のアームを連結するトーションビームの製造方法であって、素材管の長手方向に外方から内方に向かう変位を与えて前記略V字状又は略U字状とし、前記略V字状又は略U字状の閉断面に周方向の引張応力を付与して、前記略V字状又は略U字状を構成する材料の厚さ方向に分布する周方向の応力を均一に近づけ、スプリングバック後の残留応力が低減することを特徴とする。
(もっと読む)
ヘミング構造
【課題】挟み込まれる側のパネルが差厚材で構成されていても挟み込む側のパネルにおける歪みの発生を防止又は抑制することができるヘミング構造を得る。
【解決手段】差厚材によって形成されたフードインナパネル12は、上面12Xが互いに隣り合う板材同士で揃えられて下面12Yには板厚差による段差部16が形成されており、外周縁部12Zが切り欠かれて切欠部20が形成されている。フードインナパネル12の外周縁部12Zでは、切欠部20によって、接合ラインを挟んで互いに隣り合う板材同士の間には間隔が形成されている。切欠部20は、フードインナパネル12の外周縁部12Zでフードアウタパネル14の折返部14Cと重なる重合領域から、この重合領域に対してその縁部端末側とは反対側に隣接する隣接領域にかけての部位に設けられている。
(もっと読む)
自動車パネルのヘム接合方法および自動車パネルのヘム接合構造
【課題】本発明の目的は、自動車パネルを生産する際のヘムずれを抑制することにより、生産性を向上させるための自動車パネルのヘム接合方法および自動車パネルのヘム接合構造を提供することにある。
【解決手段】ヘム加工工程終了時には第1の空間と第2の空間と第3の空間にそれぞれ充填された熱硬化性接着剤5a、5b、5cが所定強度で硬化するように、少なくともアウタパネル1の内側部位1aとアウタパネル1の端縁部1bをそれぞれヒータ3とヒータ8、10を用いて所定の温度で加熱することを特徴とするものである。
(もっと読む)
熱間プレス成形品、その製造方法および熱間プレス成形用薄鋼板
【課題】強度と伸びのバランスを適切な範囲にコントロールでき、且つ高延性である熱間プレス成形品を提供する。
【解決手段】熱間プレス成形法によって薄鋼板を成形した熱間プレス成形品であって、金属組織が、マルテンサイト:80〜97面積%、残留オーステナイト:3〜20面積%を夫々含み、残部組織:5面積%以下からなるものである。
(もっと読む)
車両用サスペンションの形成方法
【課題】良好な操安性を維持する上で十分な強度を有するサスペンションの形成が容易にできるようにする。
【解決手段】車両用サスペンションの形成方法であって、平板材26の長手方向の端部に一対の切り欠き27,28を打ち抜き成形する。次に、切り欠き27,28の縁部をコイニング加工する。次に、各切り欠き27,28が各嵌合切り欠き20,21になるよう平板材26を屈曲してビーム11を形成する。次に、各嵌合切り欠き20,21をアーム10の中途部10a外面にそれぞれ嵌合し、この際、少なくとも車輪4に近い側の嵌合切り欠き21の縁部であって、縁部の長手方向の各部分のうち、少なくともアーム10の軸心10bよりも下側の部分における内側面21aがアーム10の中途部10a外面に面接触状となるよう前記コイニング加工をする。次に、アーム10の中途部10a外面に各嵌合切り欠き20,21の縁部を溶接する。
(もっと読む)
テレスコピックステアリング装置
【課題】アウタコラムの内径側に、インナコラムを安定して保持できる構造を実現する。
【解決手段】前記アウタコラム13dを、ハイドロフォーム工法により中空管を径方向外方に膨らませて成形する。又、可動側ブラケット22bを、前記アウタコラム13dと一体にハイドロフォーム工法により膨出成形する。更に、前記アウタコラム13dの支持部26を構成する各隆起部23a、23aと前記インナコラム14cの外周面とを、円周方向3箇所でのみ当接させる。
(もっと読む)
1 - 10 / 328
[ Back to top ]