
国際特許分類[B21D53/88]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 他の特定物品の製造 (1,238) | 車輌用の他の部品,例.カウリング,泥よけ (335)
国際特許分類[B21D53/88]の下位に属する分類
アクスルハウジング (7)
国際特許分類[B21D53/88]に分類される特許
71 - 80 / 328
ワイパアームおよびその製造方法

【課題】アームピースとリテーナとの固定強度を高めることである。
【解決手段】鋼板等を曲げ加工して形成したリテーナ23の本体部23aの基端をアームヘッドに連結し、このリテーナ23の先端に長尺の平板状に形成されたアームピース25をかしめ加工により固定して構成されるワイパアームにおいて、アームピース25の基端側に板厚方向に凹状に湾曲する湾曲部25bを設ける。リテーナ23の先端側に断面C字の筒状のピース固定部23bを設け、このピース固定部23bに湾曲部25bを内包させる。この状態でピース固定部23bをかしめ加工し、湾曲部25bをピース固定部23bの内部で当該ピース固定部23bに沿うように直線状に弾性変形させた状態としてアームピース25をリテーナ23に固定する。
(もっと読む)
車両用構造部材及びその製造方法

【課題】パイプを主体とする構造部材と比べて同等以上の剛性が得られ、かつ、軽量化及び低コスト化を図ることができる車両用構造部材及びその製造方法を提供すること。
【解決手段】帯状金属素材100を断面略コ字状とする予備曲げ工程と、円弧状に成形して管状本体部とする本体曲げ工程とを有する。本体曲げ工程は、第1凹型51と第1凸型52とを用い、帯状金属素材100のカール片部12を第1凸型52側に位置させた状態で、帯状金型素材100を第1凹部510と第1凸部520との間に挟むことによって、略円弧状を呈する管状本体部11を成形する第1本体曲げ工程を有する。第1本体曲げ工程に用いる第1凸型52は、第1凸部520の表面に長手方向に沿って伸びる第1突出角部523を平行に複数設けてなる。第1本体曲げ工程の実施により、管状本体部11の内面に第1突出角部523に押圧された圧痕181を長手方向に沿って複数形成する。
(もっと読む)
パネル複合体の形成方法
【課題】アウターパネルの意匠品質を確保しつつも、両パネル間の相対的な位置ずれを防いでその固定強度を高めることのできるパネル複合体の形成方法を提供する。
【解決手段】パネル複合体1は、アウターパネル10とインナーパネル20とを互いに重ね合わせてなるもので、その周縁に、アウターパネル10の周縁部11をインナーパネル20側に折り返すことで、インナーパネル20の周縁部21をアウターパネル10の周縁部11とその隣接領域12とで挟み込んだ挟み込み部30が形成されている。このパネル複合体1は、アウターパネル10の周縁部11とインナーパネル20の周縁部21を互いに行き違う向きに重ね合わせる重ね合わせ工程と、重ね合わせた両周縁部11,21に溶接を施すことで両周縁部11,21を接合する溶接工程と、接合された両周縁部11,21を一体にインナーパネル20側に折り曲げることで、上記挟み込み部30を形成する折り曲げ工程とを少なくとも経て形成される。
(もっと読む)
プリテンショナを備えるリトラクタ用のパイプの製造方法
【課題】製造コストの増大を招来することなく、リトラクタの小型化を図ることが可能な、曲げ部分の内方側外周面から絞り部を設けたパイプの製造方法を提供する。
【解決手段】本発明では、先端部が絞り部Sの形状に合致した絞り部成形用凸部42を備える絞り部成形用部材40を用い、絞り部成形用凸部42が、直線状に延在したパイプ素材P″の曲げ部分Qとなる部位よりも一端部側においてその内方側外周面に当接するように、パイプ素材P″の他端部を弧状に変位させることにより曲げ成形を施し、曲げ成形が進行し、内方側外周面に絞り部成形用凸部42が当接した以降、曲げ部分Qの内方側外周面と絞り部成形用部材40の絞り部成形用凸部42とを互いに押圧させて絞り部Sを成形したリトラクタ用パイプを製造する。
(もっと読む)
鋼製板状部品製造方法、ポールパーキング、及び冷間鍛造用金型
【課題】歩留まりが良く、作業効率を高めることができる鋼製板状部品製造方法を提供する。
【解決手段】ポールパーキング等の鋼製の板状部品1を製造するに当たり、鋼製の円板形状の初期材10を、その厚さ方向がプレス方向に直交するように冷間鍛造用型のダイス40のキャビティ41内に縦置きに収容し、初期材10の厚さを略一定に維持したまま初期材10の周側部11からパンチ42でプレスして、初期材10から板状部品1に近似する近似部品20を冷間鍛造により得る。次いで、近似部品20のマージン部分25を除去して半製品30を得、半製品30を切削加工、浸炭処理等して板状部品1を得る。
(もっと読む)
アクスルビームの製造方法および装置
【課題】背景技術では、アクスルビームの製造にプレス成形装置を用いるため設備が大掛りにならざるを得ず、コスト低減が難しい。
【解決手段】素材がパイプである被成形材100を略U字形断面形状に成形してアクスルビームとなすアクスルビームの製造方法であって、前記被成形材を例えばガイドロール7等で支持し、被成形材長さ範囲の一部に上下一対の上は凸形、下は凹形の成形ロール1,2で押し潰しを加えつつ、前記被成形材を例えば成形ロールの駆動回転力等で被成形材長さ方向に移動させることを特徴とする。
(もっと読む)
保持リングを固定するための構成、当該構成を製造するための方法、及び、当該方法を実施するための工具
【課題】本発明の課題は、冒頭で述べたタイプの構造において、保持リングと構成部品との間の結合を、確実で高い信頼性があって、とりわけ周方向に遊びがない、というようにすることである。
【解決手段】本発明によれば、当該固定構造において、保持リングに、その周上に配置された切欠部が設けられ、当該切欠部に対して、かしめによって製造される構造部品の対応係合要素が、遊びなく係合する。対応係合要素は、構造部品上において、予め製造されることがなく、保持リングとの結合時に、径方向のかしめによって製造される。これにより、保持リングの切欠部内での構造部品の遊びのない係合、という利点が達成される。
(もっと読む)
パイプのプレス成形方法及び装置
【課題】パイプの長手方向における少なくとも一端側に他の部分よりも小径となる絞り部を有するとともに、該絞り部の内周面にスプラインを備えるパイプのプレス成形が、短い加工時間で、低コストでできるようにする。
【解決手段】前記絞り部としての接続部75を、パイプ12の長手方向に移動する可動絞り型21,21bでプレス成形するとともに、前記プレス成形時に、前記可動絞り型21,21bでパイプ12を拘束した状態のまま前記接続部75にパンチ31を圧入して、該パンチ31の先端部に形成された加工刃32で前記スプライン75aを形成し、圧入した前記パンチ31を真っ直ぐに引き抜くパイプのプレス成形方法。
(もっと読む)
コンポーネント、特に車両用コントロールアーム
本発明は、コンポーネント、特に車両用コントロールアームであって、ベース壁及びベース壁から遠ざかって延びるレール、特にコントロールアームラグを有するコンポーネントに関する。本発明は更に、このようなコンポーネントを製造する方法に関する。本発明によれば、ベース壁の一方の側部をレールの内側輪郭部に連結する深絞り成形された輪郭部を据込み鍛造によってレールの長手方向に短くする。 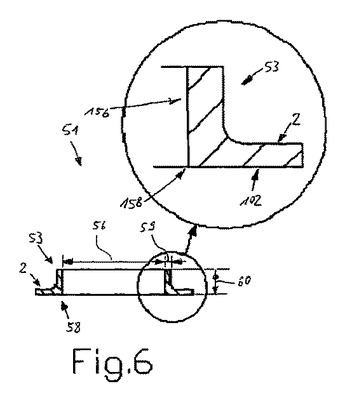 (もっと読む)
(もっと読む)
トーションビーム式サスペンション装置
【課題】一対のトレーリングアーム11同士を連結するように車幅方向に延びて配設されるトーションビーム2において、その端部における応力集中を緩和乃至回避する。
【解決手段】トーションビーム2は、各トレーリングアーム11に接合される接合端部22と、中央部21と、各接合端部22と中央部21との間に介在する断面徐変部23と、を含んで構成される。中央部21には、プレス成形によって筒状のトーションビーム2をその横断面がU字状乃至V字状となるように径方向に押し潰すことで凹陥部24が形成され、各断面徐変部23は、U字状乃至V字状横断面の中央部21と、環状横断面の各接合端部22との間で、その横断面形状が連続的に変化している。接合端部22には、プレス成形に伴う応力集中を緩和乃至回避するビード25が形成されている。
(もっと読む)
71 - 80 / 328
[ Back to top ]