
国際特許分類[B21D7/024]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 棒,プロフィル,または管の曲げ (367) | 静止した成形部材上でのもの;揺動する成形部材またはアバットメントの使用によるもの (154) | 揺動成形部材によるもの (153)
国際特許分類[B21D7/024]の下位に属する分類
国際特許分類[B21D7/024]に分類される特許
1 - 10 / 60
内面螺旋溝付管の製造方法および製造装置
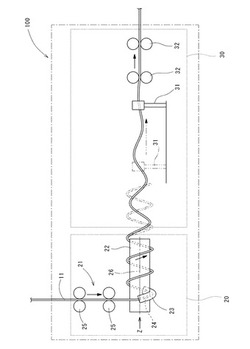
【課題】寸法精度が高く、且つフィン高さの高い内面螺旋溝付管が得られるとともに、細管に対応でき、捻れ角の大きい内面螺旋溝を形成することが可能な生産性に優れる内面螺旋溝付管の製造方法および製造装置を提供する。
【解決手段】内面に長さ方向に沿う複数の直線溝が周方向に間隔をおいて形成された管材11を、送りフィーダ21を用いて送り出しながら、管材11の外径と略同寸法の内径のガイド孔24(管材11の外径と略同寸法の内径の少なくとも半円状断面のガイド溝)を有し、且つ螺旋の一部を構成するように円弧状に設けられたガイドレール23に挿入することにより、コイルばね状に形成するコイルばね形成工程と、そのコイルばね状に形成された管材11のコイル軸線26の延長線に沿って一定の張力を負荷しながら直管状に抜き取ることにより、管材11に捻りを加える抜取り工程とを有する。
(もっと読む)
アルミニウム合金製中空押出形材の曲げ加工方法並びにこの方法を用いたアルミニウム合金製中空押出形材及び自動車用バッテリーフレーム製造方法と自動車用バッテリーフレーム及び座席のフレーム構造体製造方法と座席のフレーム構造体

【課題】本発明は、冷間加工により比較的小さい曲げ半径で曲げ加工可能であり、曲げ外側壁の面精度を確保しやすいアルミニウム合金製中空押出形材の曲げ加工方法等並びにこの曲げ加工方法により曲げ加工されたアルミニウム合金製中空押出形材等を提供することを目的とする。
【解決手段】中空押出形材1の側面壁1c、1dの少なくとも前記曲げ加工を施す領域に、中空押出形材1の断面内側に凹み、かつ、中空押出形材1の長手方向に伸びる所定の凹溝3を設ける第1の工程と、第1の工程後に、中空押出形材1の内側半径(r)の中心P1より遠い所定の位置に設定された点を回転中心P2とする、中空押出形材1の曲げ外側壁1aに近接して設けられた移動金型6を回転中心P2に対して回転させながら中空押出形材1の曲げ加工を行う第2の工程と、を有したことを特徴とする。
(もっと読む)
パイプベンダ、ベンディングパイプの製造方法及びパイプ継手
【課題】汎用性のある保持治具を用いて、簡便にパイプの継手部における中心軸を基準とした周方向の精度よい位置決めができるようにする。
【解決手段】パイプ21を固定するパイプチャック部4及びパイプ21をその中心軸を基準に回転する傾転装置6を備えたパイプ送り装置5、パイプ送り装置5をガイドするガイドレール1、パイプ21受ける反力受け型10、曲げ型7及びパイプ21を固定するベンド用クランプ8a備え、ガイドレール1の一端側にあり、パイプ21を曲げ型7で曲げるベンディング装置8、パイプ21をカットするカッタ部12、パイプ21の始端部付近の所定位置に刻印し、カッタ部12でカットする終端部付近に次に加工するパイプ21の始端部の刻印と突き合わせて周方向の位置決めをするための刻印をするレーザマーカー部20、これらの各装置及び各部をシーケンス制御する自動制御装置16を備える。
(もっと読む)
曲げ加工機、及び長尺体成形品製造方法
【課題】長尺体を曲げ加工する曲げ加工機において、長尺体が傷付くことを防止し、かつ長尺体の喰い付きを解消できる構成を提供する。
【解決手段】曲げ機構部は、曲げ金型28と、押付け部材29と、を備える。曲げ金型28は、湾曲面30を有する。押付け部材29は、曲げ加工時において、湾曲面30に対してパイプを押し付ける方向に駆動される。曲げ金型28は、曲げ加工時において、パイプに対して静止状態とされる。また、この曲げ金型28は、曲げ平面と直交する方向で2つに分割されている。エアシリンダは、曲げ金型28が分割された各接触部材(上側金型35及び下側金型36)を、曲げ平面と直交する方向に相対移動させる。
(もっと読む)
鉄筋曲げ装置
【課題】効率よく高精度に目標の曲げ角度に加工でき、材料ロスを少なくする。
【解決手段】インバータモータによる力点部の回動操作に基づく鉄筋の曲げ角度を設定する曲げ角度設定手段20を設け、鉄筋径を入力自在な第1入力手段21と、鉄筋の材質を入力自在な第2入力手段22と、支点部の径を入力自在な第3入力手段23と、同時に曲げ加工する鉄筋の本数を入力自在な第4入力手段24の入力情報に基づいた力点部への回動停止指令位置情報を予め備えたデータベース25を設け、第1入力手段21、第2入力手段22、第3入力手段23、第4入力手段24の入力信号に基づいて、データベース25から力点部の回動停止指令位置情報を取り出してインバータモータに作動指令する制御装置を設けてある。
(もっと読む)
パワーストップベンダ及びパワーストップベンダ工法
【課題】ベンダを使用した配管曲げ作業を熟練を要せず、短時間でかつ確実に一定の角度に曲げることが出来るパワーストップベンダを提供する。
【解決手段】縦断面が略U字形状の略水平な受け溝23と、当該受け溝23から横方向に離れた延長線上に設けられた、下向き湾曲凹溝を有する係止突起24とから成る既存のベンダCの作用部21の、前記受け溝23の、係止突起24とは反対側の延長線上に、上面を有するストッパを設け、当該ストッパは前記ベンダCの作用部21を支える支柱22に一端を固定した腕金部の他端に設けた。
(もっと読む)
曲げ加工装置及び曲げ加工方法
【課題】長尺体の自重による撓みや曲がりを抑制できるとともに、曲げ加工の自由度が高く、かつ設備コストを低減できる曲げ加工装置を提供する。
【解決手段】パイプベンダ(曲げ加工装置)1は、保持部10と、回転板21と、曲げ部40と、駆動部31と、を備える。保持部10は、パイプ8に対して着脱可能に構成される。回転板21には、保持部10を取り付けることができる。曲げ部40は、回転板21の一側に配置される。駆動部31は、パイプ8を曲げ部40に対して移動させることができる。曲げ部40は、回転板21に保持部10を介して取り付けられた状態のパイプ8を曲げることができる。パイプベンダ1は、回転板21に保持部10が取り付けられる向きを変更することにより、パイプ8の長手方向一側の部分を曲げ部40で曲げることができる第1状態と、長手方向他側の部分を曲げ部40で曲げることができる第2状態と、に切り替えることができる。
(もっと読む)
熱交換器の曲げ加工方法及び熱交換器
【課題】伝熱フィンの一部が伝熱管の長手方向に直交する方向に突出した状態で配置された平板状の熱交換器を、曲げ型に巻き付けるように押し当てることによって、曲げ加工を行う熱交換器の曲げ加工方法において、伝熱フィンの突出部分が折れ曲がることを抑える。
【解決手段】室外熱交換器7の曲げ加工方法では、曲げ型55として、室外熱交換器7の曲げ加工の始点から終点に向かって曲げ半径が小さくなるように変化する湾曲面58を有するものを採用している。湾曲面58は、始点寄りに位置しかつ大きな曲げ半径を有する第1湾曲面61と、終点寄りに位置しかつ第1湾曲面61よりも小さな曲げ半径を有する主湾曲面62とを有している。この曲げ加工方法では、曲げ加工の開始時に、伝熱フィン21の突出部分を第1湾曲面61に押し当てる第1ステップを行い、第1ステップの後に、伝熱フィン21の突出部分を主湾曲面62に押し当てるメインステップを行う。
(もっと読む)
棒状部材折り曲げ装置
【課題】様々な棒径および折り曲げ部内法直径に柔軟に対応できる棒状部材折り曲げ装置を提供する。
【解決手段】アーム(30)をその回動中心まわりに回動させてアームに支持されたローラー(40)により、鉄筋等の棒状部材(B)を湾曲表面を有するカラー(50)に倣うように押し付けることにより棒状部材(B)を折り曲げる装置において、アーム(30)の回動中心からローラー(40)までの距離を可変とすることに加えて、2つ以上の異なるサイズのカラー(50)を用意する。前記距離とカラーサイズの組合せを変更することにより様々な棒径および折り曲げ部内法直径に対応することができる。
(もっと読む)
自動装填システムを備える管曲げ加工装置および管曲げ加工装置の曲げ加工ヘッドに管を自動的に装填する方法
【課題】管曲げ加工装置の曲げ加工ヘッドに、非円形断面の管をも自動的に装填するのを許容する管曲げ加工装置を提供する。
【解決手段】装置10は、横断する鉛直面内の少なくとも2自由度で移動可能な曲げ加工ヘッド14と、横断する鉛直面内で曲げ加工ヘッドを移動させると共に、曲げ加工ヘッドのダイ24で、曲げられる管Tを受けるのに適応した空いた空間を画定する開位置と、ダイに管を締め付ける閉位置との間で、曲げ加工ヘッドの工具26を移動させるように配置されている第1の駆動部と、横断する鉛直面に直交する回転軸X2の周りに回転可能な管運搬構造36と、管運搬構造を回転軸の周りに回転させるように配置されている第2の駆動部36と、ダイと工具との間の空いた空間に所望の方向で管が受けられる位置に曲げ加工ヘッドと管運搬構造とを移動させるように、第1および第2の駆動部を制御するように配置されている電子制御装置とを備えている。
(もっと読む)
1 - 10 / 60
[ Back to top ]