
国際特許分類[B22C13/12]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 鋳造用鋳型造型 (3,533) | 独特な形状の鋳型または中子製作用造型機械 (42) | 中子用のもの (18)
国際特許分類[B22C13/12]の下位に属する分類
国際特許分類[B22C13/12]に分類される特許
1 - 10 / 15
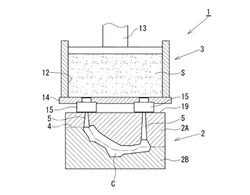
砂型造型装置及び砂型造型方法
【課題】砂中子造型装置において、複数種類の金型に対応することができ、金型の交換を容易にして効率よく砂型を造型することができるようにする。
【解決手段】発泡砂Sを貯留した砂槽12の充填プレート14に金型2をセットする。加圧機構13によって発泡砂Sを加圧し、ノズル15の充填口を通して金型2のキャビティCに充填して砂中子を造型する。ノズル15の充填口は直穴とし、発泡砂Sの粘性により充填口からの自然落下を防止する。充填プレート14には、充填通路5の配置が異なる複数種類の金型2に対して、予め複数のノズル15を配置し、一の金型2がセットされたとき、金型2の充填通路5にいずれかのノズル15の充填口が接続され、接続されない充填口は金型の接合面19によって閉鎖されるようにする。これにより、充填プレート14を交換することなく金型2を交換することができ、効率よく砂型を造型することができる。
(もっと読む)
造型装置

【課題】上下型からなる金型、特に、中子造型用金型において、金型を加熱するヒータと、押し出しピンとを、金型内に、特に、中子造型用金型内に、より簡便に備えるようにした造型装置を提供する。
【解決手段】例えば造型品が中子である場合、中子上型と中子下型2により画成されるキャビティ4内で中子3を焼成し造型する中子造型用金型を含む造型装置1において、中子下型2の下面18からキャビティ4までの貫通孔11〜14に中子3を押出し中子下型2から中子3を離型するための押出しピン5〜8を挿入し、押出しピン5〜8に片端子型カートリッジヒータ33を内蔵させる。これにより押出しピン5〜8と片端子型カートリッジヒータ33が一体化するため、押出しピン5〜8と片端子型カートリッジヒータ33の造型装置1の中子造型用金型内の配置が容易となる。
(もっと読む)
組立品検査装置および方法
【課題】各検査員の主観的判断に依拠するために生じる検査結果のバラツキをなくし、常に客観的な判断基準で検査を行える組立品検査装置および方法を提供する。
【解決手段】組立中子11を搬送軌道の搬送方向に沿って搬送する搬送装置53と、組立中子11の上側部をなす上部中子13の搬送方向に沿った複数箇所に設けた搬送方向に延びる上側エッジ部52a、52bおよび各上側エッジ部52a、52bに対応する位置で、かつ組立中子11の下側部をなす下部中子12の搬送方向に沿った複数箇所に設けた搬送方向に延びる下側エッジ部51a、51cとを検出するセンサ装置54と、センサ装置54で検出した上側エッジ部52a、52bと下側エッジ部51a、51cとの相対距離を搬送方向に沿った複数箇所の上側エッジ部52a、52bと下側エッジ部51a、51cの間において算出するコントロール部55を備えた。
(もっと読む)
中子造型金型
【課題】塗型の舞い上がりを抑制し、金型内面全体を均一に塗型することの困難性を緩和する中子造型金型を提供する。
【解決手段】金型本体4の原料砂充填口10からキャビティ5の内側に塗型ノズル7を挿入し、塗型ノズル7の吐出管8の先端に取り付けられた吐出口部9をキャビティ5の開放部近傍に位置させ、ポンプ21を駆動することによってキャビティ5の開放部を介してキャビティ5内を吸引しながら塗型剤を塗型ノズル7の吐出口部9から吐出させ金型本体4のキャビティ5の内側面に塗型剤を付着させる。次に入子16を金型本体4の側面の空洞部に嵌合させてキャビティ5の開放部を閉止する。その様に開放部を閉止した状態で原料砂充填口10から原料砂をキャビティ5の内側に充填して、所定時間の焼成を行う。
(もっと読む)
中子造型用型ベント構造
【課題】スリットの目詰まりを抑制した中子造型用型ベント構造を提供する。
【解決手段】エアと共にスリット15を通過したシェル砂5は、第1流路21、第3流路23を経由して第2流路22に放出され、第2流路22に放出されたシェル砂5は、第2流路22をある程度の高さまで上昇した後、自重により落下して第2流路22の最下部に設けられた砂溜まり部16に溜まる。これにより、第2流路22を落下するシェル砂5が第1流路21に進入してスリット15上に堆積することがない。したがって、スリット15の目詰まりを防止することができる。
(もっと読む)
鋳型用成形体
【課題】複雑な形状であっても細部にわたって精度よく賦形がなされた鋳型用成形体を提供すること。
【解決手段】本発明の鋳型用成形体は、無機粒子、無機繊維、熱硬化性樹脂、及び25℃における0.1質量%水溶液粘度が100〜10000mPa・sであるカルボキシビニルポリマーを含有している。また、前記無機粒子が黒鉛を含み、前記無機繊維が炭素繊維であり、前記熱硬化性樹脂が、フェノール樹脂であることが好ましい。
(もっと読む)
中子造型方法および中子造型装置
【課題】金型のノズル挿入口に不要な固形部分を形成することなく、中子を造型する方法を提供する。
【解決手段】鋳物砂と溶解性バインダーの混合物を原料とする中子を造型する方法であり、挿入工程、充填工程、通風工程、抜出工程を有する。挿入工程は、中子の金型に形成されているノズル挿入口にノズルを挿入する。充填工程は、ノズルを介して金型に懸濁させた前記混合物を充填する。通風工程は、ノズル内の混合物が流動性を失うまでノズルにエアを供給する。抜出工程は、ノズル内に混合物を付着させたままノズルを金型から抜き出す工程。通風工程を実施することによって流動性を失った混合物はノズル内壁に付着する。その後に実施する抜出工程によって、ノズル内に混合物を付着させたままノズルをノズル挿入口から抜き出すことができる。ノズル挿入口に混合物を残すことなく、金型に混合物を充填することができる。その結果、中子を金型から外し易くなる。
(もっと読む)
中空中子の製造方法、及び、流体機器用部品の製造方法
【課題】生産量が少なく、複雑な形状であっても製造コストの高騰を招くことなく、作業効率に優れた中空中子の製造方法、及び、流体機器用部品の製造方法を提供する。
【解決手段】現型8に第一バインダ樹脂である熱可塑性樹脂が混合された砂を充填して固化させる第一工程と、前記第一工程で成形された砂型6の表面から前記第一バインダ樹脂より結合強度の強い第二バインダ樹脂である熱硬化性樹脂を含浸させる第二工程と、前記第二工程で第二バインダ樹脂が塗布された砂型の表面を加熱する加熱工程と、加熱工程で第二バインダ樹脂が塗布された砂型6の表層部6bより内部6aを崩壊させる第三工程とからなる。
(もっと読む)
砂型中子自動成型機
【課題】中子製作工程において中子周囲のバリを自動除去し、中子製作過程における中子損傷を防ぎ、中子生産効率の向上を図る砂型中子自動成型機を提供する。
【解決手段】中子押出しに対して、バリ抜き治具を可動金型に密着させ、楔機構により微少かつ低速で中子を押出してバリを除去し、可動金型への圧着力を独立して支える手段を講じ、旋回ベースのヒンジ部軸受けの経年変化を軽減し、可動金型の固定金型の位置決めピンからの離脱時に生ずる稼動金型の落下を防止し、バリ抜き金型後退後、押出される中子を上下可動な搬出装置で受け、中後押出し時期、速度と連動させて搬送装置を下方移動させ、中子落下衝撃荷重を緩和せしめ、上部スライドコア装置を装着しスライドコア操作を自動化せしめ、可動金型旋回荷重を一つの駆動シリンダにより、二分した位置でバランスよく加重し、可動金型を常に固定金型に対して平行移動せしめる。
(もっと読む)
シェルモールド造型装置及びシェルモールド造型方法
【課題】 造形されたシェルモールドの表面粗度の向上を図ることができ、その結果、このシェルモールドを使用した鋳物製品の品質を向上でき、特に、複数の羽根通路が形成されている羽根車を鋳造するために使用される鋳造用中子を造型することに適したシェルモールド造型装置及びシェルモールド造型方法を提供すること。
【解決手段】 圧縮空気がブロワ4から砂タンク2内へ供給されると、砂タンク2内に貯留されている造型砂が圧縮空気と一緒に、複数のブローノズル8からブロー孔13を通じて造型金型10の造型キャビティ11内へ吹き込まれる。このとき、造型キャビティ11内には外周部から中心部へ向かう気流が作り出され、この気流に乗って造型砂が、造型キャビティ11の外周部から中心部へ向けて吹き込まれ充填される。
(もっと読む)
1 - 10 / 15
[ Back to top ]