
国際特許分類[B22C9/12]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 鋳造用鋳型造型 (3,533) | 鋳型または中子 (2,257) | 鋳型または中子の処理,例.乾燥,硬化 (72)
国際特許分類[B22C9/12]の下位に属する分類
国際特許分類[B22C9/12]に分類される特許
11 - 20 / 70
粘結剤コーテッド耐火物、鋳型、鋳型の製造方法
【課題】成形時にガスが発生することを低減することができると共に、流動性が良好な粘結剤コーテッド耐火物を提供する。
【解決手段】耐火骨材の表面に、粘結剤として糖類と水溶性無機化合物を含有する固形のコーティング層が被覆されていることを特徴とする。耐火骨材に被覆されたコーティング層は固形の粘結剤からなるものであり、粘着性を有することなく流動性が良好である。また糖類や水溶性無機化合物は加熱分解されても、有毒なガスを多量に放出するようなことがなく、環境を汚染するようなおそれがない。しかも糖類は容易に加熱分解されると共に、水溶性無機化合物は水に容易に溶解し、崩壊性の良好な鋳型を製造することができる。さらに粘結剤として糖類と水溶性無機化合物を併用することによって、耐熱性や強度に優れた鋳型を製造することができる。
(もっと読む)
粘結剤コーテッド耐火物、鋳型、鋳型の製造方法

【課題】成形時にガスが発生することを低減することができると共に、流動性が良好な粘結剤コーテッド耐火物を提供する。
【解決手段】耐火骨材の表面に、粘結剤として水溶性無機化合物と熱硬化性樹脂を含有する固形のコーティング層が被覆されていることを特徴とする。耐火骨材に被覆されたコーティング層は固形の粘結剤からなるものであり、粘着性を有することなく流動性が良好である。また水溶性無機化合物は加熱分解されても、有毒なガスを多量に放出するようなことがなく、環境を汚染するようなおそれがないものであり。しかも水溶性無機化合物は水に容易に溶解し、崩壊性の良好な鋳型を製造することができる。また粘結剤として熱硬化性樹脂を併用しているため、耐熱性や強度に優れた鋳型を製造することができる。
(もっと読む)
鋳造用鋳型の製造方法
【課題】水蒸気を通気させた際に生じ易い成形型の通気口周辺部に存在するRCSの粘結剤の流出を防止して、造型される鋳型表面の不具合を解消するのみならず、成形型から鋳型を脱型する際の鋳型の離型性を有利に改善すると共に、得られる鋳型の効果的な強度向上を為し得る鋳造用鋳型の改善された製造方法を提供すること。
【解決手段】(a)予め加熱された鋳物砂と水溶性アルカリレゾール樹脂の水溶液とを混練乃至混合して得られる、常温流動性を有する乾態の樹脂被覆砂を準備する第一の工程と、(b)その準備された樹脂被覆砂を、加熱された成形型内に充填せしめた後、得られた充填相内に、100℃未満の温度の水蒸気を0.1MPa以下の加圧下に通気させて、該充填相を構成する樹脂被覆砂を湿らせ、相互に結合させる第二の工程と、(c)かかる湿って結合した樹脂被覆砂の充填相を硬化させる第三の工程とによって、目的とする鋳造用鋳型を製造する。
(もっと読む)
鋳型造型用硬化剤組成物及び鋳型の製造方法
【課題】ギ酸メチルを含有し、かつ、特殊引火物に該当しない鋳型造型用硬化剤組成物、及び該鋳型造型用硬化剤組成物を用いた鋳型の製造方法を提供すること。
【解決手段】ギ酸メチルと、ケトン類、アルコール類、及びギ酸メチル以外のエステル類から選択される少なくとも一種からなる成分(I)とを主成分とし、平衡還流沸点が40℃超であることを特徴とする鋳型造型用硬化剤組成物;耐火性粒状材料と水溶性アルカリフェノール樹脂とを含有する砂組成物に、前記鋳型造型用硬化剤組成物を接触させることによって、前記砂組成物を硬化させることを特徴とする鋳型の製造方法。
(もっと読む)
鋳型の製造方法及び製造装置
【課題】硬度不足の部分が存在せず、全体の硬度が十分な大きさとされた鋳型を有利に製造する方法と装置とを提供する。
【解決手段】成形キャビティ58内に充填されたレジンコーテッドサンドの内部に加熱蒸気を供給して、一次硬化物74を成形した後、一次硬化物74の表面とキャビティ面44との間に加熱蒸気が流通可能な隙間78を形成する一次型開きを実施し、その後、かかる隙間78内に加熱蒸気を供給して、一次硬化物74の表面に加熱蒸気を接触させることにより、一次硬化物74の表面を更に硬化させて、目的とする鋳型を製造するようにした。
(もっと読む)
鋳型の製造装置
【課題】鋳型の造型時間を短縮する効果を高く得ることができ、しかも均質な鋳型を製造することができる鋳型の製造装置を提供する。
【解決手段】耐火骨材を粘結剤で被覆したコーテッドサンド2が充填されるキャビティ10を有する成形型1と、成形型1内に充填されたコーテッドサンド2を加熱する水蒸気が生成される水蒸気発生装置3とを具備した鋳型の製造装置に関する。キャビティ10を囲む位置において成形型1に設けられた型加熱用空洞路5と、水蒸気発生装置3と型加熱用空洞路5との間に設けられ、水蒸気発生装置3から送り出される水蒸気を型加熱用空洞路5に供給する水蒸気供給路6と、型加熱用空洞路5とキャビティ10との間に複数設けられ、型加熱用空洞路5に供給された水蒸気をキャビティ10内に導入する蒸気導入路7とを備える。
(もっと読む)
鋳型の製造装置
【課題】鋳型の造型時間を短縮する効果を高く得ることができ、しかも水蒸気発生装置で生成される水蒸気の使用効率が高い鋳型の製造装置を提供する。
【解決手段】耐火骨材に粘結剤を混合して調製されるレジンコーテッドサンド2が充填される鋳型成形用の成形型1と、成形型1内に充填されたレジンコーテッドサンド2を加熱する水蒸気が生成される水蒸気発生装置3とを具備した鋳型の製造装置に関する。水蒸気発生装置3と成形型1との間に設けられ、水蒸気発生装置3から送り出される水蒸気を成形型1内に供給する水蒸気供給路4と、成形型1に設けられる型加熱用流路5と、水蒸気発生装置3から送り出される水蒸気に起因する加熱流体を成形型1の型加熱用流路5に送る加熱流体供給路6とを備える。
(もっと読む)
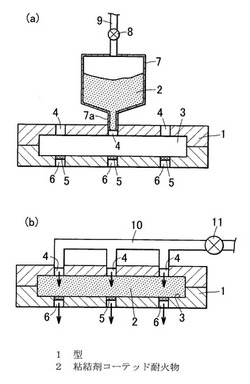
鋳型の製造方法
【課題】鋳型を造型する工程の時間を短縮することができる鋳型の製造方法を提供する。
【解決手段】粘結剤と耐火骨材を含有して調製されるコーテッドサンド2を型1内に供給して充填し、コーテッドサンド2を充填したこの型1内に水蒸気を吹き込んでコーテッドサンド2を加熱することによって、鋳型を製造する。この際に、コーテッドサンド2を型1内に供給しつつ、同時に水蒸気を型1内に吹き込むことを特徴とする。この方法によれば、コーテッドサンド2を型1内に供給している間も型1内に水蒸気を吹き込んで、コーテッドサンド2を水蒸気で加熱することができるものであり、型1内に充填したコーテッドサンド2の粘結剤を硬化乃至固化させるのに要する時間を短くすることができる。
(もっと読む)
炭酸塩を含有する鋳造混合物及びそれらの使用
炭酸塩を含有する鋳造混合物、さらに、ウォームボックス法、ホットボックス法、ノーベーク法及びコールドボックス法によって鋳型を作るためのその使用、金属鋳物を作るためのこれらの鋳型の使用、並びにこの方法によって調製される金属鋳物を開示する。 (もっと読む)
硫酸塩及び/又は硝酸塩を含有する鋳造混合物及びそれらの使用
硫酸塩及び/又は硝酸塩を含有する鋳造混合物、さらに、ウォームボックス法、ホットボックス法、ノーベーク法及びコールドボックス法によって鋳型を作るためのその使用、金属鋳物を作るためのこれらの鋳型の使用、並びにこの方法によって調製される金属鋳物を開示する。 (もっと読む)
11 - 20 / 70
[ Back to top ]