
国際特許分類[B22C9/12]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 鋳造用鋳型造型 (3,533) | 鋳型または中子 (2,257) | 鋳型または中子の処理,例.乾燥,硬化 (72)
国際特許分類[B22C9/12]の下位に属する分類
国際特許分類[B22C9/12]に分類される特許
21 - 30 / 70
水溶性鋳型の造型法
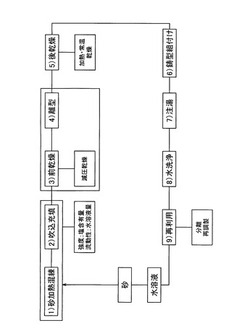
【課題】中子のリサイクル造型法において、更なる、生産性の向上、具体的には、1)造型時間の短縮、2)熱コストの低減、3)離型性の向上等の要求を満たすことのできる水溶性鋳型の造型法を提供する。
【解決手段】鋳物砂に水溶性無機塩が添加された混練鋳物砂を造型型に吹き込み充填して鋳型を造型し、該鋳型を使用済後、水接触により崩壊させて、鋳物砂の再利用が可能とされている水溶性鋳型の造型法。離型前鋳型の乾燥硬化を、該離型前鋳型の温度を、後記減圧下水沸点より高く、かつ、大気圧下水沸点より低い温度にある状態として、造型用型を減圧下に置いて、水分蒸発させることにより行なう。これにより、鋳型を、取り扱い可能な強度以上になる乾燥強度になるまで短時間で乾燥可能となる。
(もっと読む)
粒状混合物によって形成される物体の製造方法
【課題】粒状混合物から物体を製造する方法を提供する。
【解決手段】a) 少なくとも90質量%の、 少なくとも1種の鉱物酸化物から主としてなり、鉱物酸化物粒子、b) 乾燥樹脂抽出物の状態で計算される割合が0.3〜3質量%のホルムアルデヒドおよび/又はその誘導体との重縮合樹脂、c) 乾燥硬化剤抽出物の状態で計算される割合が0.001〜1質量%の硬化剤、d)0.005〜0.35質量%のホルムアルデヒド捕捉化合物、およびe) 0.2〜3質量%の水を含有する粒状混合物を用意する工程、前記粒状混合物を成形工具の1つの面と接触させる工程、前記粒状混合物を少なくとも部分的に硬化するために、50〜380℃の温度で1〜300秒間、粒状混合物中に少なくとも1つのガス流を吹き込む工程を含み、前記ホルムアルデヒド捕捉化合物がカルボヒドラジドである、物体を製造する方法。
(もっと読む)
乾燥装置、乾燥システム及び乾燥状態判定方法

【課題】被乾燥物の乾燥中に被乾燥物の乾燥状態を判定することで被乾燥物の乾燥時間をさらに短縮することが可能な乾燥装置、乾燥システム及び乾燥状態判定方法を提供することを目的とする。
【解決手段】本発明に係る乾燥装置、乾燥システム及び乾燥状態判定方法によれば、被乾燥物20の乾燥中に被乾燥物20の重量を測定し、その測定結果に基づいて被乾燥物20が十分に乾燥したか否かを判定する。そして、被乾燥物20が十分に乾燥したと判定された場合、直ちに乾燥を終了する。よって、被乾燥物20の水分量等にバラつきが存在したとしても乾燥時間のマージンが不要となり、乾燥時間のさらなる短縮を図ることができる。
(もっと読む)
石膏鋳型の乾燥方法
【課題】より低コストで、乾燥時間の短い石膏鋳型の乾燥方法を提供する。石膏鋳型の作製から乾燥工程へ進む間の待機時間内で余剰水を除去することができるため、乾燥時間の短縮が可能な石膏鋳型の乾燥方法を提供する。
【解決手段】金型1を鋳造によって作製するために用いる石膏鋳型の乾燥方法において、石膏鋳型と吸水性材料を接触させ、石膏鋳型内の余剰水を吸水性材料に移動させる石膏鋳型の乾燥方法である。吸水性材料の含水率が、石膏鋳型の含水率より少ないことが好ましく、吸水性材料が乾燥された廃石膏であることが好ましい。
(もっと読む)
鋳型の製造方法
【課題】型内で生成される凝縮水を迅速に蒸発させて、型内の温度上昇の速度をより速めることができ、鋳型の強度をより向上することができる鋳型の製造方法を提供する。
【解決手段】粘結剤と耐火骨材を含有して調製されるレジンコーテッドサンド2を予備加熱する。そしてこのレジンコーテッドサンド2を型1内に充填し、この型1内に水蒸気を吹き込んでレジンコーテッドサンド2を加熱して粘結剤を固化乃至硬化させる。レジンコーテッドサンド2は予備加熱されているため、レジンコーテッドサンド2に奪われる水蒸気の潜熱の熱量を抑制して凝縮水の生成を低減することができると共に、凝縮水が少なくなるぶん、生成された凝縮水を迅速に蒸発させることができ、レジンコーテッドサンド2の粘結剤が固化乃至硬化する温度以上にまで型1内の温度を上昇させる速度を速めることができる
(もっと読む)
鋳造装置の予熱方法および予熱装置
【課題】鋳造装置における金型のキャビティ内へ金属溶湯を供給するための溶湯供給経路となる堰入れ子、および湯口入れ子について、短時間で効果的に予熱することができる鋳造装置の予熱方法、および予熱装置についての技術の提供を課題とする。
【解決手段】一部の堰入れ子7・7・・・に対してキャビティ10側から熱風を吹き込み、熱風を吹き込んだ堰入れ子7・7・・・の溶湯通路7b・7b・・・から湯口入れ子8内部を通じて熱風が吹き込まれない堰入れ子7・7・・・の溶湯通路7b・7b・・・まで熱風を循環させることにより、複数の堰入れ子7・7・・・と湯口入れ子8とを予熱し、熱風が吹き込まれない前記堰入れ子7・7・・・の溶湯通路7b・7b・・・では、熱風が溶湯通路7b・7b・・・の内周面に沿って流れるように熱風の流通経路を規制する。
(もっと読む)
鋳物用砂型および/または中子の製造法およびバインダ組成物
鋳物用の砂中子および/または鋳型を生成するためのバインダであって、該バインダは、砂とアルキルシリケート、好適には珪酸テトラエチルとを混合し、アルカリ金属珪酸塩、好適には珪酸ナトリウムの水溶液(該溶液には、アルカリ金属水酸化物、好適には水酸化ナトリウムをさらに含む)を該混合物に添加し、最後に、砂の相と組成とが均一になるまで上記を混合する、ことにより得られる。本発明の別の形態は、鋳物用の砂型を製造する方法であって、該方法において、鋳物砂が本発明のバインダと混合され、前記バインダと混合された、0.5%〜2.5%の水が残留した砂が室温の空気によりコールドボックスに吹き付けられ、前記コールドボックス鋳型が砂により充填されると、熱風気流を砂に貫通させてバインダを乾燥および硬化させ、鋳物用の鋳型が製造される。 (もっと読む)
鋳物製造用構造体の製造方法
【課題】溶湯を鋳込んだときに生じるガスの発生量を低減できるとともに、通気性を高めることができる鋳物製造用構造体の製造方法を提供すること。
【解決手段】本発明の鋳物製造用構造体の製造方法は、(1)無機粒子、無機繊維、熱硬化性樹脂、水溶性高分子及び熱膨張性粒子を含有する組成物を用いて製造された鋳物製造用構造体の前駆体を加熱して、該前駆体中の該熱硬化性樹脂を硬化させる第1の工程と、(2)第1の工程に付された後の前記前駆体を、第1の工程の加熱温度よりも高い温度で加熱する第2の工程とを含む。
(もっと読む)
中子砂又は鋳物砂、中子砂又は鋳物砂の製造方法、鋳型部品の製造方法、鋳型部品、中子砂又は鋳物砂の使用方法、及び中子製造具
本発明は、溶融金属鋳造用の中子及び鋳型の製造に使用される中子砂又は鋳物砂に関するものであり、当該中子砂又は鋳物砂は、固着剤層とその上に配置された水ガラス層とによって被覆された成型原料から成り、その水ガラス含有量が前記砂の総重量に対し約0.25〜約0.9重量%である。 (もっと読む)
水溶性鋳型の製造方法及びその装置
【課題】鋳物砂への水分補給とその後乾燥とを過熱水蒸気を利用して行う場合に、乾燥時間を短縮できるようにする。
【解決手段】鋳物砂が、水溶性無機化合物を主体とする粘結剤で被覆されている。ブロアヘッド13内で加熱された上記鋳物砂が、ノズル14から成形型3に充填される、成形型3内への鋳物砂の充填と同時あるいは充填後に、蒸気加熱器22で発生された過熱水蒸気が、ノズル16を介して成形型3内に所定圧力での加圧状態で供給され、成形型内で水蒸気が結露することにより、鋳物砂に水分が補給される。鋳物砂への水分補給の完了後に、成形型3内に過熱水蒸気の圧力を前記所定圧力よりも減圧された状態で供給して、鋳物砂が乾燥される。
(もっと読む)
21 - 30 / 70
[ Back to top ]