
国際特許分類[B22D11/049]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 金属の連続鋳造,すなわち不定長さへの鋳造 (5,350) | 両端が貫通している鋳型へのもの (670) | ダイレクト・チル型,例.電磁鋳造 (49)
国際特許分類[B22D11/049]に分類される特許
21 - 30 / 49
半連続鋳造用フロート

【課題】湯面上に生成される酸化物の溶湯中への混入量を十分に低減させ得る半連続鋳造用フロートを提供する。
【解決手段】半連続鋳造装置の鋳型内に溶湯26を供給する注湯ノズル18が遊挿可能な挿通孔16を備えて、鋳型内の溶湯26上に浮かべられる浮子板部12を含んで構成すると共に、かかる浮子板部12に対して、その下面の外周部に周壁部20を設け、更に、浮子板部12における挿通孔16と周壁部20との間の部位に、空気が流通可能な貫通孔22を形成して、構成した。
(もっと読む)
無鉛高強度高潤滑性銅合金
無鉛銅合金は、約10.0重量%〜約20.0重量%のビスマスと、約0.05重量%〜約0.3重量%のリンと、約2.2重量%〜約10.0重量%のスズと、最大約5.0重量%のアンチモンと、最大約0.02重量%のホウ素と、実質的に銅並びに付随的な元素及び不純物である残部とを組み合わせて含む。上記合金は、約0.05重量%以下、又は0.10重量%以下の鉛を含む。 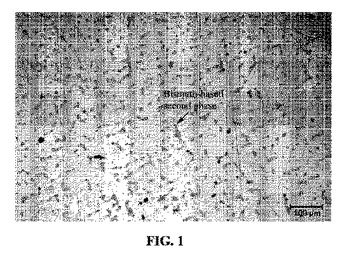 (もっと読む)
(もっと読む)
アルミニウム合金鋳塊およびその製造方法
【課題】鋳塊内の結晶粒を微細化し、かつ結晶粒径の標準偏差を小さくしたアルミニウム合金鋳塊を得る。
【解決手段】Zn:4〜12質量%、Mg:1〜3質量%、Cu:0.5〜3質量%を含むとともに、必要に応じてCr:0.3質量%以下、Zr:0.3質量%以下を含み、残部がAlおよび不可避不純物からなり、不純物としてのTiの含有量が0.01質量%以下に制限された成分組成を有するアルミニウム合金溶湯をDC鋳造する際に、向心磁界のみの態様で電磁攪拌するとともに、前記DC鋳造の急冷鋳型内で電磁的に撹拌されている固液共存状態部の固相率が0.2〜0.6となるように鋳造することにより、鋳塊中心部の結晶粒径の平均値が50μm以下であり、かつ結晶粒径の標準偏差が12μm以下である金属組織を有するアルミニウム合金鋳塊を得る。
(もっと読む)
成形性に優れたアルミニウム合金板およびその製造方法
【課題】電子機器のケースや自動車の部材などの広範な用途に適応できるよう、伸びが高く、張出性と絞り性の両方の成形性に優れたアルミニウム合金板を得る。
【解決手段】Feを1.0〜2.0質量%含有し、残部がアルミニウムおよび不可避不純物からなり、当該不可避不純物としてのTiが0.01質量%以下に制限された成分組成を有するアルミニウム合金溶湯を、電磁攪拌しながらDC鋳造し、得られた鋳塊に均質化熱処理、圧延加工、最終焼鈍を施して、平均結晶粒径が20μm以下、{110}方位結晶の面積率が25%以上に調整された組織を有するアルミニウム合金板を得る。
このような組織に調整することにより、35%以上の伸び、0.85以上の平均r値、33mm以上の球頭張出高さ、および2.17以上の限界絞り比の全てを達成できる。
(もっと読む)
類似した凝固範囲を有する複数の金属の連続鋳造
類似した凝固範囲を有する複数の金属からなる複合インゴットを直接冷硬鋳造する方法および装置が開示されている。溶融金属プールの上面に対する2次冷却の位置(出てくるインゴットに対して水流を適用することによりつくられる)を、2次冷却の従来の適用位置と比べて調整することにより、層間の弱い付着力と低い鋳造信頼性に対して取り組んだ。鋳型の1以上の壁を移動させることにより(2次冷却がそれらの壁の基部から広まる時)、あるいは鋳型内の複数の溶融金属プールの高さを調整し、かつ該プールの間の冷却される分割壁を移動させることにより、これを達成することができる。それにより、複数の金属が出会う金属界面の位置における複数の金属の相対的な温度および状態を最適化できる。  (もっと読む)
(もっと読む)
水ジェットを用いた、インゴットから冷却水を取り除く方法および装置
例示的な実施形態は、鋳造の際に生ずるインゴットの表面を冷却するのに用いる冷却水を取り除くことに関する。冷却水は、水ジェットと接触した際に冷却水を表面から取り除く水ジェットを所定の角度で所定の運動量を伴って表面に向けることにより取り除かれ、除去する位置よりも下の位置で冷却水が再びインゴット表面に接触するのを防止する経路に従う。このための装置は、水ジェットを形成するためのノズルと、充分な圧力および流速の水をノズルに供給するための装置とを含む。  (もっと読む)
(もっと読む)
凝固割れ予測方法、これを用いた鋳造方法、凝固割れ予測装置、及び凝固割れ予測プログラム

【課題】所望の合金成分からなるAl合金の鋳造品を縦型直接水冷方式にて半連続鋳造する際の凝固割れの難易を予測することのできる凝固割れ予測方法を提供する。
【解決手段】Al合金への添加を許容できる添加元素の種類と添加量、鋳造速度及び鋳造品の断面積を入力する入力ステップS1と、Al合金の固相率が0.75±0.05の間におけるいずれか一点の固相率FsLから固相率が0.95±0.03の間におけるいずれか一点の固相率FsHまで変化するときの温度変化量ΔTを(式1-1)に基づいて算出する算出ステップS2と、温度変化量ΔTと入力した鋳造速度vと鋳造品の断面積Sの関係が(式1-2)を満たす場合に凝固割れし難いと予測する予測ステップS3と、予測された結果を出力する出力ステップS4とを含む。
ΔT=(TFsL−TFsH)×{(FsH−FsL)/0.2} (式1-1)
ΔT≦1660/(logS・√v) (式1-2)
(もっと読む)
アルミニウム鋳塊またはアルミニウム合金鋳塊の製造方法
【課題】鋳造初期における間接冷却から直接冷却への移行の際の冷却能力差を緩和する能力が高く、実施が容易で汎用性のあるアルミニウム鋳塊またはアルミニウム合金鋳塊の製造方法を提供する。
【解決手段】アルミニウム鋳塊またはアルミニウム合金鋳塊の製造方法は、鋳型1の下端開口に底台2を配置する底台配置工程と、鋳型1内にアルミニウムまたはアルミニウム合金の溶湯10を注入する溶湯注入工程と、冷却水を用いて鋳型1内で凝固した鋳塊14を冷却しながら底台2を下降させて連続的に鋳塊14を引き出す鋳塊引き出し工程とを有する。鋳塊14の鋳造初期に、冷却水として温度が40〜70℃の冷却水を用いる。
(もっと読む)
マグネシウム合金及びその製造方法
【課題】優れた塑性加工性を備えると共に、α−Mg相中に長周期構造を示すMg12ZnY相を含むマグネシウム合金及びその製造方法を提供する。
【解決手段】マグネシウム合金は、MgとZnとYとを溶解して得られた溶湯Mを鋳型3に連続的に供給し、鋳型3内で冷却することにより得られた連続鋳造棒Maを、250〜450℃の雰囲気温度下に30分〜24時間保持して加熱処理することにより得られ、α−Mg相11中に析出した長周期構造を示すMg12ZnY相12を含む。製造方法は、MgとZnとYとを溶解して得られた溶湯Mを鋳型3に連続的に供給し、鋳型3内で冷却することにより連続鋳造棒Maを得て、連続鋳造棒Maを250〜450℃の雰囲気温度下に30分〜24時間保持して加熱処理を施す。前記加熱処理が施された連続鋳造棒Maを塑性加工して歪みを導入する。マグネシウム合金は、Zn及びYと共に、Zrを含む。
(もっと読む)
同じまたは類似の収縮係数を有する金属の連続鋳造
連続的な凝固により形成される少なくとも2つの層を有するインゴットまたは製品を形成するように、DCモールドで金属を鋳造するための方法および装置を開示する。装置は、モールドの入口端部に配置され、入口端部を少なくとも2つのフィードチャンバーに分割する少なくとも1つの冷却された仕切壁を有する。内層と少なくとも1つの外層を形成するように金属がチャンバーに供給される。仕切壁は少なくとも1つの外層に接触するための金属接触面を有し、該金属接触面は下方向が外層の金属から離れるように傾斜した角度で配置されている。この角度は仕切壁の中央部では、仕切壁のそれぞれの長手方向端部での角度と比べて大きい。装置は、類似の収縮係数を有する金属を同時鋳造するのに適しており、得られたインゴットまたはそれから作られる圧延製品の層間の密着性の問題を最小限にする。  (もっと読む)
(もっと読む)
21 - 30 / 49
[ Back to top ]