
国際特許分類[B23B21/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 旋削;中ぐり (8,596) | 旋盤往復台;横送り台;刃物台;どのような工作機械についてもその類似した部分 (83)
国際特許分類[B23B21/00]に分類される特許
1 - 10 / 83
工作機械の送り案内機構
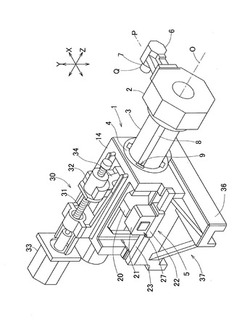
【課題】 工具支持部材が長手方向の一端に設けられた進退バーの回転を防止し、かつ進退バーを長手方向に安定して精度良く案内することができ、剛性が高く、工作機械に組込まれた場合に、その工作機械がコンパクトで加工精度を良くできる工作機械の送り案内機構を提供する。
【解決手段】 工具7を支持する工具支持部材2と、この工具支持部材2が長手方向の一端に設けられ、周面に長手方向に延びる被案内面8が周方向の3箇所以上に形成された進退バー3と、この進退バー3の各被案内面8が長手方向にそれぞれ滑り接触する3箇所以上の案内面を有するバー支持部材4と、進退バー3に連結部材20,21を介して連結された被案内体22、およびバー支持部材4を設けた部材14に設置された案内体23でなり、進退バー3からこの進退バー3の径方向に離れた位置で、進退バー3を前記長手方向に案内する直動転がり案内5とを備える。
(もっと読む)
加工装置

【課題】 加工速度が速く、加工時間及び加工コストを低減できる加工装置を提供する。
【解決手段】刃先が被加工物に接触した状態で被加工物に対して刃先が所定の切削方向に相対的に移動することで被加工物を切削するバイトによって被加工物を切削加工する加工装置であって、第1直線の周りに被加工物を回動自在に支持する被加工物支持手段と、第1直線に対する切削方向の角度が変化するよう第2直線の周りに刃先が回動可能な状態でバイトを支持する刃物支持手段と、被加工物を第1直線の周りに回動させる被加工物回動手段と、刃先から第1直線に下ろした垂線の足が第1直線に沿って移動するよう、刃物支持手段を被加工物に対して相対的に移動させる刃物移動手段と、刃先が第2直線の周りに回動するようバイトを回動させる刃物回動手段と、を備えてなる、加工装置である。
(もっと読む)
ワーク把持具及び旋盤のワークハンドリング方法
【課題】工具タレットに装着するワーク把持具と、当該把持具を用いる旋盤内部でのワークのハンドリング方法に関し、駆動源をワーク把持具に設ける必要がなく、移動及び割出回転するタレットへの電気配線や流体圧配管を不要にする。
【解決手段】
工具モータの回転によって開閉駆動される開閉爪を備えたワーク把持具を提供する。ワーク把持具のホルダは、工具タレットに取り付けたときに、回転工具と同様な構造でタレットヘッド内の工具駆動軸に連結される入力軸を備え、この入力軸の正逆回転をホルダに設けられている把持具の開閉爪の開閉動作に変換する回転・直線運動変換機構を備えている。
(もっと読む)
工作機械のワーク搬出装置及び工作機械
【課題】工作機械の加工領域から加工済ワークを機外に搬出するワーク搬出装置に関し、ワークの加工現場における作業負担を軽減し、加工済ワークの取り違いや分別ミスによるトラブルの発生を未然に防止する。
【解決手段】1個の搬出装置に2個の搬出路を設けると共に、アンローダに2つの搬出路のいずれかを選択する選択動作を行わせて、2種類のワーク、あるいは加工済ワークと残材とを異なる排出空間に搬出する。加工領域に基端部を臨出させて機外へと延びるコンベアなどのワーク搬送面を備えた工作機械において、搬送面上のワーク搬出路を搬送面の幅方向に区画する中間壁を設け、中間壁で区画された各搬出路の先端を異なるワーク搬出空間に連通する。
(もっと読む)
加工設備および加工方法
【課題】加工ヘッド一面の上下方向に2個の工具部を設けることにより、加工設備のコンパクト化およびサイクルタイムの短縮化を図ることができる加工設備および加工方法を提供する。
【解決手段】加工設備100では、下側工具部(左側工具部21L)とパレット12との水平方向間隔が、上側工具部(左側工具部22L)とパレット12との水平方向間隔よりも大きく設定され、その間隔差dは、加工ヘッド121のワークWへの接近時、下側工具部(左側工具部21L)がパレット12と干渉しないような長さに設定されている。これにより、上側工具部(左側工具部22L)によるワークWの加工時、図3に示す比較例の加工設備200とは異なり、下側工具部(左側工具部21L)の上端部とパレット12の底部との衝突を防止することができる。
(もっと読む)
切削加工装置及び切削加工方法
【課題】加工スピードが速く高能率で、表面粗度の細かい加工を行う。
【解決手段】ワークヘッド部13と、ワーク回転手段14と、切削工具25と、切削工具揺動手段と、切削工具回転手段と、切削工具25をX軸方向及びZ軸方向に移動する第1移動手段及び第2移動手段と、ワークヘッド部13の回転角度を検知する回転角度検知手段と、切削工具揺動手段による揺動位置を検知する揺動位置検知手段と、ピストン素材40の回転軸中心から切削工具25までの距離を検知する第1移動位置検知手段と、ピストン素材40の回転軸方向に対する切削工具25の位置を検知する第2移動位置検知手段と、ピストン素材40の外周面40aに対し切削工具25によって荒削り切削と仕上げ切削を行い、荒削り切削と仕上げ切削では切削工具25の切削面がピストン素材40の面に対して異なる領域で接触するよう切削工具揺動手段の駆動を制御する制御部とを備えた。
(もっと読む)
旋盤
【課題】主軸に備えたチャックに対して、当該チャックに対向したZ軸方向の位置から、前記チャックに対してチャックワークの着脱を容易に行うことのできる旋盤を提供する。
【解決手段】ワークを把持自在なチャック7を備えた主軸9を回転自在に備え、前記チャック7に把持されたワークの切削加工を行うための複数の加工工具37を周囲に備えた複数の工具タレット11L,11Rを回転自在に備えた旋盤であって、前記主軸9を回転自在に支持した主軸台5のX軸方向の両側に備えたそれぞれの刃物台13に、前記工具タレット11L,11Rを、前記主軸9の軸心と平行なZ軸方向、上下方向であるY軸方向及び前記Z軸方向、Y軸方向に対して直交するX軸方向へ移動自在に備え、前記主軸9に対向して備えた心押台39を、前記旋盤に着脱可能に備えると共に、当該心押台39においてワークを支持自在なワーク支持部材61を支持した支持台63を、斜め上下方向に上下動自在に備えている。
(もっと読む)
立旋盤
【課題】ワークを上下方向に延びる縦軸回りに回転させながら旋削する立旋盤において、加工時間の短縮及び部品点数の削減を図りつつ、ワークの上下方向における加工可能な範囲の減少を防ぐ。
【解決手段】立旋盤は、ラム14の下端で支持され、ワークの回転軸と平行に延びる中心軸の周りに所定間隔で配置される複数の工具101,102の刃先101c,102cが前記中心軸から見て外向きに突出するような姿勢で各工具101,102を保持する工具ホルダ18を備え、ラム14は、鉛直移動軸方向に延びる収容空間42aを内部に有するラム本体42と、鉛直移動軸方向に延びる姿勢で収容空間42aに挿入されるとともにその軸回りに回転可能となるようにラム本体42に外側から支持され、ラム本体42から下方に突出して工具ホルダ18を同軸となるように支持する支持軸部44と、支持軸部44をその軸回りに回転させる支持軸部駆動装置48とを有する。
(もっと読む)
ワーク旋削装置
【課題】ワークの内周面旋削用の工具と外周面旋削用の工具を工具ホルダの共通の工具装着部に装着可能としつつ、ワークの内周面の旋削と外周面の旋削をワークの周方向における共通の位置でそれぞれ対応した工具で行えるようにするとともに、内周面旋削用の工具と外周面旋削用の工具との相互間の自動交換を実施できるようにする。
【解決手段】ワーク旋削装置では、立旋盤2が、外向旋回位置と内向旋回位置との間で工具ホルダ18を旋回させるホルダ旋回装置24と、工具ホルダ18が外向旋回位置と内向旋回位置に配置された時に工具ホルダ18をラム14に対して位置固定するためのホルダ固定装置26とを含み、工具ホルダ18は、工具を掴んで保持する状態と工具を放す状態とに切り換え可能な水平工具装着部34を有し、工具交換装置3は、水平移動軸方向において工具の刃先が当該工具交換装置3側へ向かう姿勢で工具を水平工具装着部34に受け渡す。
(もっと読む)
旋削工具支持装置及びタービンロータ加工用旋盤
【課題】ステー自身のびびり振動に起因するタービンロータの加工精度の低下を抑制しつつ、ステーと刃物台との共振又はステーと刃物台との合成振動に起因するタービンロータの加工精度の低下を抑制する。
【解決手段】旋削工具支持装置6は、ステー22をそのステー22の厚み方向がロータ軸100aの軸方向に略平行となり、そのステー22の先端部がタービンロータ100の側方からロータ軸100a側に突出するような姿勢で支持するとともに、ステー22の長手方向においてロータ軸100aに対するステー22の相対位置を変更することが可能なようにステー22を支持する刃物台26と、タービンロータ100の加工時にステー22の先端部に生じる厚み方向への振動を低減するステー動吸振器24と、刃物台26に設けられ、タービンロータ100の加工時に刃物台26に生じるステー22の厚み方向への振動を低減する刃物台動吸振器28とを備える。
(もっと読む)
1 - 10 / 83
[ Back to top ]