
国際特許分類[B23B27/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 旋削;中ぐり (8,596) | 旋削機械または中ぐり盤用工具;一般に類似した種類の工具;そのための付属品 (2,959) | ビットまたはチップが特別な材料でできているバイト (2,547) | ダイヤモンドビットをもつもの (246)
国際特許分類[B23B27/20]に分類される特許
11 - 20 / 246
導電層付き単結晶ダイヤモンドおよびそれを用いた工具
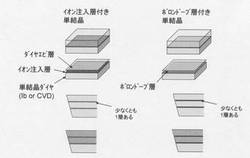
【課題】寿命検出機構、接触検出機構を備えた工具の刃先として利用可能な、導電層を有する単結晶ダイヤモンド及び該単結晶ダイヤモンドを利用した工具の提供。
【解決手段】少なくとも一つ以上の層状の導電層が主面にほぼ平行に形成されており、該導電層は絶縁性の単結晶ダイヤモンドの内部に形成されており、該単結晶ダイヤモンドの側面まで前記導電層が貫通していることを特徴とする導電層付き単結晶ダイヤモンド。前記単結晶ダイヤモンドとそれを支える支持体とを具備し、単結晶ダイヤモンドと支持体とは導電性の接合材で接合されており、単結晶ダイヤモンドの内部に形成された導電層と支持体とは接触している接合材を介して電気的に接続されていることを特徴とする導電層付き単結晶ダイヤモンドを用いた工具。
(もっと読む)
半導体多結晶ダイヤモンドおよびその製造方法

【課題】温度の計測が可能となる特性を有する半導体多結晶ダイヤモンドおよびその製造方法を提供する。
【解決手段】半導体多結晶ダイヤモンドは、平均粒径が10nm以上200nm以下のダイヤモンド結晶粒と、5×1014/cm3以上5×1019/cm3以下の硼素および不可避不純物とで構成され、温度が上昇した際に電気抵抗が減少する特性を有するように硼素をダイヤモンド結晶粒中に分散させる。該半導体多結晶ダイヤモンドは、気相合成で作製され硼素を5×1014/cm3以上5×1019/cm3以下含むグラファイトを、1200℃以上2500℃以下の温度、7GPa以上25GPa以下の圧力で直接ダイヤモンドに変換することで得られる。
(もっと読む)
多結晶ダイヤモンドおよびその製造方法、スクライブツール、スクライブホイール、ドレッサー、回転工具、ウォータージェット用オリフィス、伸線ダイス、ならびに切削工具
【課題】ダイヤモンドにアクセプター元素が均一に添加されたナノ多結晶ダイヤモンドおよびその製造方法ならびに該多結晶ダイヤモンドを用いた各種工具を提供する。
【解決手段】ナノ多結晶ダイヤモンド1は、炭素と、該炭素中に原子レベルで分散するように添加されたIII族元素3と、不可避不純物とで構成される。該多結晶ダイヤモンド1の結晶粒径は500nm以下である。上記多結晶ダイヤモンド1は、III族元素が炭素中に原子レベルで分散するように添加された黒鉛に、高圧プレス装置内で熱処理を施すことで作製可能である。上記ナノ多結晶ダイヤモンド1は、スクライブツール、スクライブホイール、ドレッサー、回転工具、ウォータージェット用オリフィス、伸線ダイス、切削工具等の工具に有用である。
(もっと読む)
単結晶ダイヤモンド切削刃具及びその製造方法、並びにX線タルボ干渉計用回折格子の製造方法
【課題】深さが幅の3倍以上の深い溝の切削が可能であり生産性に優れた単結晶ダイヤモンド切削刃具及びその製造方法、並びにX線タルボ干渉計用回折格子の製造方法を提供する。
【解決手段】被削物の切削くずをすくい取るすくい面201と、すくい面にそれぞれ隣接する側面となる2つの第1逃げ面203、204と、すくい面に隣接し、被削物の切削面に対向する前逃げ面205と、すくい面と前逃げ面との境界部に形成される前切れ刃210と、すくい面と第一逃げ面との境界部に形成される2つの第1切れ刃213、214とを備え、第1逃げ面同士の間隔W2が前切れ刃の幅W1以下であり、被削物500の切削面Sに垂直な方向に沿い、前切れ刃からの第1逃げ面の長さLが前切れ刃の幅の3倍以上である、X線タルボ干渉計用回折格子の製造に用いられる単結晶ダイヤモンド切削刃具200である。
(もっと読む)
切削インサート
【課題】高脆性の超高硬度焼結体をすくい面のコーナ部に配設した切削インサートを、たとえ転削加工に使用しても切刃にチッピングや欠損が生じるのを防ぐ。
【解決手段】インサート本体1のすくい面2に、超高硬度焼結体6Aと超硬合金6Bとを層状に焼結した層状焼結体6が、超高硬度焼結体6Aがすくい面2のコーナ部Cに位置してすくい面2側を向くように配設されていて、この層状焼結体6上のすくい面2の辺稜部にコーナ部Cから延びる切刃7が形成されており、この切刃7には、コーナ部C側から離間するに従いホーニング角が漸次大きくなるホーニング面8が形成されているとともに、層状焼結体6における超高硬度焼結体6Aと超硬合金6Bとの境界面Qは、切刃7のホーニング面8と交差させられている。
(もっと読む)
CVDコーティングされた多結晶c−BN切削工具
【課題】超硬合金基体上のα−アルミナコーティングは密着力の問題及び層間剥離および他の分解経路により、早期のコーティング障害を解決するCVDコーティングされた多結晶c−BN切削工具を提供する。
【解決手段】α−アルミナ単層層が80重量パーセントを超える多結晶立方晶窒化ホウ素(PcBN)を含む基体の1つ以上の表面上に、化学蒸着により直接堆積されるPcBN基体10を含む、コーティングされた切削工具を提供する。
(もっと読む)
分離型切削チップおよび切屑処理構造を備えた切削インサート
【課題】分離型切削チップおよび切屑処理構造を備えた切削インサートを提供する。
【解決手段】切削インサートは、インサートの湾曲した切削コーナーの周りを包む、予め形成された分離型切削チップを組み込んでいる。切削チップは、上層および上層よりも比較的より硬質な材料からなる下層を含む。一実施形態では、下層は多結晶ダイヤモンド(PCD)または多結晶立方晶窒化ホウ素(CBN)材料からなり、上層は超硬合金からなる。切削インサートは、切削作業中の切屑処理を提供するために、中心線の両側に形成された複数のファセットを含む切削チップに形成された切屑処理構造をさらに組み込んでもよい。切屑処理構造は、下層の一部を露出させるように、二段階工程で形成することができる。分離型切削チップは、切屑処理構造を形成する前に、切削インサートに蝋付けすることができる。
(もっと読む)
cBNインサート
【課題】接合部を介して接合されたcBN製切れ刃部とWC基超硬製インサート本体とを有するcBNインサートにおいては、より一層すぐれた接合強度を有するcBNインサートを提供する。
【解決手段】cBN製切れ刃部とWC基超硬製インサート本体との接合部にcBN製切れ刃部側にPd:1〜20at%、Si:0.5〜15at%および不可避成分としてのW、Co、B、Cのうち少なくとも1種、残部Niからなる厚み5μm以上の拡散層と、WC基超硬製インサート本体側にPdとSiとを主成分とするWCブリッジ形成相とを形成したことによって、前記の課題を解決するものである。
(もっと読む)
ダイヤモンド被覆切削工具
【課題】CFRP材の切削加工において、刃先の耐衝撃性と潤滑性、切屑排出性にすぐれ、長期の使用にわたってすぐれた耐摩耗性を発揮するダイヤモンド被覆切削工具を提供する。
【解決手段】 工具基体表面に、結晶性ダイヤモンド層を被覆したダイヤモンド被覆切削工具において、切れ刃の上記結晶性ダイヤモンド層の表面には、平均粒径1〜50nmのナノダイヤモンド層を被覆形成し、切れ刃の最先端から上記結晶性ダイヤモンド層までの最短距離を3〜15μmとし、さらに、切れ刃の上記ナノダイヤモンド層のすくい面側表層(さらに、ナノダイヤモンド層の逃げ面側表層)には、表面粗さRaが0.1μm以下で膜厚が10〜200nmの非晶質カーボン膜を形成する。
(もっと読む)
ダイヤモンド被覆切削工具
【課題】CFRP材、高Si含有アルミニウム合金、グラファイト等の難削材の切削加工において、すぐれた耐摩耗性を発揮するダイヤモンド被覆切削工具を提供する。
【解決手段】 炭化タングステン基超硬合金または炭窒化チタン基サーメットからなる工具基体表面に、結晶性ダイヤモンド層を被覆し、その上に0.2〜2.0μmの積層間隔で平均粒径1〜50nmのナノダイヤモンド膜と平均粒径0.1〜2μmの結晶性ダイヤモンド膜とが交互に積層された交互積層膜を被覆し、ついで、すくい面(あるいはさらに逃げ面)を紫外線レーザで照射することにより、すくい面(あるいはさらに逃げ面)の交互積層膜を除去するとともに、切れ刃を構成する交互積層膜のすくい面側表層(あるいはさらに逃げ面側表層)に、表面粗さRaが0.1μm以下で膜厚が10〜200nmの非晶質カーボン膜を形成したダイヤモンド被覆切削工具。
(もっと読む)
11 - 20 / 246
[ Back to top ]