
国際特許分類[B23B27/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 旋削;中ぐり (8,596) | 旋削機械または中ぐり盤用工具;一般に類似した種類の工具;そのための付属品 (2,959) | ビットまたはチップが特別な材料でできているバイト (2,547) | ダイヤモンドビットをもつもの (246)
国際特許分類[B23B27/20]に分類される特許
41 - 50 / 246
立方晶窒化ほう素基超高圧焼結材料製切削工具
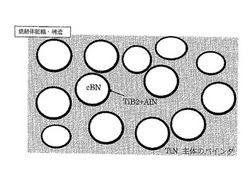
【課題】耐チッピング性、耐摩耗性にすぐれた立方晶窒化ほう素基超高圧焼結材料製切削工具を提供する。
【解決手段】cBN粒子の表面が、100〜700nmの平均膜厚のTiとAlの複合窒化物で均一に切れ間なく被覆された硬質相形成用原料粉末を、結合相形成用原料粉末と混合し焼結することにより形成されるcBN粒子を硬質相としTiNを主たる結合相とする立方晶窒化ほう素基超高圧焼結材料からなる切削工具であって、cBN粒子からなる硬質相と上記結合相との界面には、TiB2とAlNの混合組織からなる中間密着層が均一に切れ間なく形成され、好ましくは、cBN粒子表面に被覆されたTiとAlの複合窒化物は傾斜組成構造を備えている。
(もっと読む)
ダイヤモンド被覆切削工具

【課題】アルミニウム合金やグラファイト、CFRP材等の難削材の切削加工において、密着性にすぐれ、長期の使用に亘ってすぐれた耐摩耗性を発揮するダイヤモンド被覆切削工具を提供する。
【解決手段】 炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成された工具基体表面に5〜30μmの膜厚のダイヤモンド皮膜が被覆されたダイヤモンド被覆切削工具であって、上記工具基体とダイヤモンド皮膜の界面部のダイヤモンド皮膜側には、平均粒径5〜200nmのCo粒子が析出し、Co粒子の含有割合は0.1〜20原子%である。
(もっと読む)
均質性、緻密性が高くかつ高硬度の立方晶窒化ホウ素焼結体の製造法
【課題】立方晶窒化ホウ素焼結体の製造において、焼結助剤を使用せず、5GPa,1400℃以上で焼結することにより、均質性、緻密性の高い高硬度立方晶窒化ホウ素焼結体を得る製造方法を提供すること。
【解決手段】メタリン酸ナトリウム水溶液中に立方晶窒化ホウ素原料粉末を分散させ、立方晶窒化ホウ素原料粉末中の二次粒子を解膠した後、この分散液を乾燥して水分を除去した後成形体を作製し、次いで、該成形体を真空中で加熱して残留するメタリン酸ナトリウム除去し、その後、該成形体を超臨界流体源、例えば、ポリ塩化ビニリデン、ポリ塩化ビニル及びポリエチレンの1種または2種以上、とともに、5GPa以上かつ1400℃以上の高圧高温条件下で焼結することによって、均質性、緻密性の高い高硬度立方晶窒化ホウ素焼結体を得る。
(もっと読む)
コーティングされたPCBN切削インサート、かかるコーティングされたPCBN切削インサートを使用したコーティングされたPCBN切削工具、およびその作製方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
ダイヤモンド被覆切削工具
【課題】難削材の切削加工において、切削抵抗が低く、耐摩耗性に優れたダイヤモンド被覆切削工具を提供する。
【解決手段】ダイヤモンド被覆切削工具において、ダイヤモンド皮膜の膜厚方向に垂直な平面内におけるダイヤモンド結晶粒の粒径分布をとった場合に、平均粒径0.05〜0.5μmの位置と平均粒径0.8〜5μmの位置に粒径分布のピークが存在し、かつ、平均粒径0.05〜0.5μmの粒子の面積割合が全体の20〜40%、また、平均粒径0.8〜5μmの粒子の面積割合が全体の40〜80%を占めるダイヤモンド結晶粒によってダイヤモンド皮膜を構成することによって、皮膜の平滑性を高めると同時に耐摩耗性を向上させる。
(もっと読む)
耐欠損性にすぐれたダイヤモンド被覆工具
【課題】ダイヤモンド皮膜がすぐれた耐欠損性を発揮するダイヤモンド被覆工具を提供する。
【解決手段】超硬合金焼結体からなる工具基体表面に、ダイヤモンド皮膜を形成したダイヤモンド被覆工具において、ダイヤモンド結晶粒の結晶方位について、表面研磨面の法線方向に対して<111>、<110>がなす傾斜角の分布および表面研磨面の法線と直交する方向に対して<111>、<110>がなす傾斜角の分布を求めた場合、それぞれが半価幅10度以内のピークを示すような二軸配向ドメインが、ダイヤモンド結晶粒全面積の20%以上存在する。
(もっと読む)
ダイヤモンド被覆超硬合金製切削工具
【課題】工具基体表面に対し、すぐれた密着性を有し、CFRP、Al合金等の難削材の高速切削加工で、すぐれた耐剥離性、耐摩耗性を発揮するダイヤモンド被覆超硬合金製切削工具を提供する。
【解決手段】超硬合金からなる工具基体表面に、WC層からなる下地層とダイヤモンド層からなる上部層とを蒸着形成したダイヤモンド被覆超硬合金製切削工具において、電界放出型走査電子顕微鏡を用いて、下地層、上部層の各結晶粒の(111)面の法線が基体表面の法線に対してなす傾斜角を測定し、傾斜角度数分布グラフを作成した場合、WC層については、0〜10度の範囲内の傾斜角区分に最高ピークが存在し、かつ、該角度範囲内に存在する度数の合計が、度数全体の70%以上の割合を占め、また、ダイヤモンド層については、0〜10度の範囲内の傾斜角区分に最高ピークが存在し、かつ、該角度範囲内に存在する度数の合計が、度数全体の80%以上の割合を占める。
(もっと読む)
ダイヤモンド焼結体素材およびダイヤモンド焼結体工具
【課題】靭性をより一層高めたダイヤモンド焼結体素材を提供し、さらに、断続的な使用の場合にも欠損が生じにくい、耐欠損性に優れたダイヤモンド焼結体工具を提供する。
【解決手段】超高圧・高温下で焼結されたダイヤモンド焼結体素材であって、ダイヤモンド焼結体層とSiC繊維層とが交互に積層された層状組織により形成されていることを特徴とする。層状組織の最下層と最上層がダイヤモンド焼結体層であり、ダイヤモンド焼結体層およびSiC繊維層のそれぞれが、2層以上の層からなる。SiC繊維層の各層の厚みが、50〜300μmである。ダイヤモンド焼結体層の総厚み(ΣD)とSiC繊維層の総厚み(Σd)の比率(Σd/ΣD)が、0.5≦Σd/ΣD≦1.0である。
(もっと読む)
AlCr含有の硬質材料層を有する工作物および製造方法
【課題】(AlyCr1-y)Xコーティング工作物、たとえば鉋がけ工具(Zerspanungswerkzeug)、切削工具および成型工具あるいは機械製造および金型製造のための部品、ならびに工作物上にこのような層を析出するための方法を提供し、その際先行技術にあった問題を回避する。
【解決手段】工作物あるいは部品であって、組成(AlyCr1-y)Xの少なくとも1層を含む層システムを有し、X=N、C、B、CN、BN、CBN、NO、CO、BO、CNO、BNOまたはCBNOでありかつ0.4≦y<0.68であり、上記層中の層組成は、実質的に一定であるか、または層厚にわたって連続的あるいは段階的に変化する。
(もっと読む)
ダイヤモンド被覆切削工具
【課題】CFRPあるいはAl合金等の難削材の高速切削加工において、すぐれた耐摩耗性を長期にわたって発揮するダイヤモンド被覆切削工具を提供する。
【解決手段】 WCと少なくともCoを含有するWC基超硬合金からなる工具基体の表面に、5〜30μmの膜厚のダイヤモンド皮膜が被覆されたダイヤモンド被覆切削工具であって、ダイヤモンド皮膜の膜厚方向に平行な断面で見た場合、工具基体の表面から5〜200μmの幅で膜厚方向にグラファイト相が成長して形成され、好ましくは、工具基体の表面で50〜300μmのピッチで格子状に形成され、かつ、膜厚方向に成長させたグラファイト相の形成長さは、ダイヤモンド皮膜の膜厚より短く、ダイヤモンド皮膜の表面は全てダイヤモンド相で構成されている。
(もっと読む)
41 - 50 / 246
[ Back to top ]