
国際特許分類[B23B27/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 旋削;中ぐり (8,596) | 旋削機械または中ぐり盤用工具;一般に類似した種類の工具;そのための付属品 (2,959) | ビットまたはチップが特別な材料でできているバイト (2,547) | ダイヤモンドビットをもつもの (246)
国際特許分類[B23B27/20]に分類される特許
21 - 30 / 246
接合体
【課題】切削中に、ロウ材が液相を生成する温度を越える高温となっても、接合層の接合強度が低下することのない、高速切削やCVDコーティング処理等に適した切削工具として好適な接合体を提供する。
【解決手段】相互に異なる材料からなる複数の被接合材が、1000℃未満では液相を生成しない接合層により接合されており、被接合材が、超硬合金、サーメット、cBN、ダイヤモンド、鋼のいずれかである接合体。一方の被接合材1が、超硬合金、サーメット、鋼のいずれかであり、他方の被接合材3が、cBN、ダイヤモンドのいずれかである接合体。超硬合金、サーメット、鋼のいずれかからなる第1被接合材の一部にザグリが設けられ、ザグリに、cBN、ダイヤモンドのいずれかからなる第2被接合材が嵌め込まれており、第2被接合材近傍の第1被接合材が、集中的に加熱されて接合されている接合体。
(もっと読む)
炭素膜被覆インサートチップおよびその製造方法

【課題】 従来よりも鋭利なエッジを有するダイヤモンド被膜等の炭素膜で被覆された炭素膜被覆インサートチップを提供すると共に、このインサートチップを高精度に加工して作製することができる製造方法を提供すること。
【解決手段】 工具基体2の切れ刃2aの表面に炭素膜3が形成された炭素膜被覆インサートチップ1であって、互いに隣接するすくい面4a側の炭素膜3の表面と逃げ面4b側の炭素膜3の表面とが、切れ刃2aの刃先2b近傍で凹面3aとされ、切れ刃2aに形成された炭素膜3が、すくい面4aと逃げ面4bとの成す角度より鋭角な断面形状を有している。
(もっと読む)
DLC被覆を有する切削工具の製造方法
【課題】 密着性の優れた硬質被膜を持つ切削工具の製造方法を提供すること。
【解決手段】 切削工具はアルゴンを含有するDLC被膜を有する。または、アルゴンを含有するシリコンからなる中間層の表面にアルゴンを含有するDLC被膜を有する。
DLC被膜および中間層が直流プラズマCVDによって形成されたものである。処理容器内に切削工具からなる処理物を置き、処理容器を真空状態にし、直流プラズマCVD装置を用いて、アルゴンガスと原料ガスとの混合ガスを流入させながら、前記ガスをプラズマ化して処理物に作用させ、アルゴンを含有するDLC被膜を処理物の表面に形成する。または、アルゴンガスとシリコンガスとの混合ガスを流入させながら、アルゴンを含有するシリコンからなる中間層を処理物の表面に形成させた後に、前記アルゴンを含有するDLC被膜を処理物の表面に形成する。
(もっと読む)
ダイヤモンド焼結体
【課題】耐酸化性に優れ化学的摩耗が小さいとともに、機械的強度が高く、負荷の大きな応力を受けた場合でも劈開や機械的な摩耗が生じにくいダイヤモンド焼結体(多結晶ダイヤモンド)、及びその製造方法、用途を提供する。
【解決手段】平均粒径が0.08〜150μmであり、かつホウ素含有量よりも窒素含有量が大きいダイヤモンド粒子が焼結されてなるダイヤモンド領域、及び、非ダイヤモンド領域からなり、ダイヤモンド領域が80〜98体積%であり、ダイヤモンド粒子の表面は、15ppm以上、1000ppm以下のホウ素を含み、ホウ素含有率が3ppm以下の領域が、ダイヤモンド領域の60〜95体積%、及びダイヤモンド粒子間の結合部長さの10%以上を占め、所定比率の空隙を有することもあるダイヤモンド焼結体、その製造方法、このダイヤモンド焼結体を用いる工具、金型、ダイス、又は放電電極材料。
(もっと読む)
ダイヤモンド被覆切削工具
【課題】CFRP材、高Si含有アルミニウム合金、グラファイト等の難削材の穴あけ加工、エンドミル加工において、すぐれた耐摩耗性を発揮するダイヤモンド被覆切削工具を提供する。
【解決手段】 炭化タングステン基超硬合金で構成された工具基体表面に、下部層として結晶性ダイヤモンド膜、上部層として微結晶ナノダイヤモンド膜を被覆し、刃先稜線部のみ、ウエットブラスト処理等により下部層を露出させたダイヤモンド被覆切削工具において、工具の刃先稜線部に形成されている下部層の圧縮残留応力分布を測定した場合、下部層の露出表面の残留応力値σsは1.5〜3GPaであって、しかも、刃先稜線部に形成されている下部層の膜厚の1/2の位置における残留応力値をσ1/2とした場合、σs/σ1/2の値は、0.8〜1.0である。
(もっと読む)
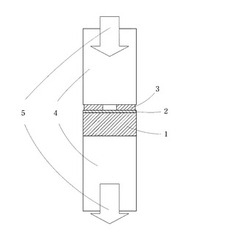
接合体
【課題】より大きな接合強度の接合体を得ることにより、高強度に接合された切削工具等を提供する。
【解決手段】超硬合金焼結体を第1の被接合材1とし、cBN焼結体を第2の被接合材2とする接合体であって、第1の被接合材および第2の被接合材は、両者の間に設置されたチタン(Ti)を含有する接合材3を介して、少なくとも、第2の被接合材の背面と底面からなる2面で接合されており、第2の被接合材と接合材との界面に、厚み10〜300nmの窒化チタン(TiN)化合物層が形成されていると共に、背面の接合層の厚みが、底面の接合層の厚みよりも薄い接合体
(もっと読む)
切削工具とその製造方法および製造装置
【課題】切削工具材料を所定形状に切断する際に、切断面の表面が一様に平滑となり、安定した性能を有する切削工具を提供することができる切削工具の製造技術を提供する。
【解決手段】レーザとして、2つの直線偏光レーザをその偏光方向が直交するように合波したレーザを用いて、切削工具材料を切断する切削工具の製造方法。レーザとして、円偏光レーザを用いる切削工具の製造方法。レーザとして、ランダム偏光レーザを用いる切削工具の製造方法。前記製造方法により製造された切削工具。偏光方向が直交する2つの直線偏光レーザの合波レーザの発生手段と、合波レーザを前記切削工具材料に導く光学系とを備えている切削工具の製造装置。円偏光レーザの発生手段を備えている切削工具の製造装置。ランダム偏光レーザの発生手段を備えている切削工具の製造装置。
(もっと読む)
高硬度鋼の高速切削加工で優れた仕上げ面精度を長期にわたって発揮する表面被覆立方晶窒化ほう素基超高圧焼結材料製切削工具
【課題】高硬度鋼の高速切削加工でRaが0.5〜1.3μmの優れた仕上げ面精度を長期にわたって発揮する表面被覆立方晶窒化ほう素基超高圧焼結材料製切削工具を提供する。
【解決手段】窒化チタン13〜30%、アルミニウムおよび/または酸化アルミニウム6.5〜18%、残部窒化ほう素(以上、いずれも質量%)からなる圧粉体の超高圧焼結材料で構成され、分散相を形成する立方晶窒化ほう素相と連続相を形成する窒化チタン相との界面に超高圧焼結反応生成物が介在した組織を有する切削チップ本体の表面に硬質被覆層を蒸着形成した表面被覆立方晶窒化ほう素基超高圧焼結材料製切削工具において、(a)硬質被覆層は、1.5〜3μmの平均層厚を有する下部層と0.3〜3μmの平均層厚を有する上部層とからなり、(b)下部層は、組成式:[Ti1−XAlX]N(ただし、原子比で、Xは0.40〜0.60)を満足するTiとAlの複合窒化物層からなり、(c)上部層は、一層平均層厚がそれぞれ0.05〜0.3μmの薄層Aと薄層Bの交互積層構造を有し、薄層Aは、組成式:[Ti1−XAlX]N(ただし、原子比で、Xは0.40〜0.60)を満足するTiとAlの複合窒化物層、薄層Bは、Ti窒化物(TiN)層からなる。
(もっと読む)
表面被覆部材および表面被覆切削工具
【課題】 切刃における被覆層のチッピングや剥離を抑制できるとともに耐溶着性を向上した切削工具を提供する。
【解決手段】 基体6の表面が硬質炭素膜7で被覆されてなり、硬質炭素膜7の表面には、直径1μm以上で、ラマン分光分析によって得られる高周波バンド(Gバンド)と低周波バンド(Dバンド)のピーク面積比D/Gが前記硬質炭素膜の素地7aにおけるピーク面積比D/Gよりも大きい粗大粒子7bが存在する切断装置1等に用いられる表面被覆部材である。
(もっと読む)
炭素膜被覆切削工具およびその製造方法
【課題】 従来よりも鋭利なエッジを有するダイヤモンド被膜等の炭素膜で被覆された炭素膜被覆切削工具を提供すると共に、この工具を高精度に加工して作製することができる製造方法を提供すること。
【解決手段】 工具基体2の切れ刃2aの表面に炭素膜3が形成された炭素膜被覆切削工具1であって、互いに隣接するすくい面4a側の炭素膜3の表面と逃げ面4b側の炭素膜3の表面とが、切れ刃2aの刃先2b近傍で凹面3aとされ、切れ刃2aに形成された炭素膜3が、すくい面4aと逃げ面4bとの成す角度より鋭角な断面形状を有している。
(もっと読む)
21 - 30 / 246
[ Back to top ]