
国際特許分類[B23B27/22]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 旋削;中ぐり (8,596) | 旋削機械または中ぐり盤用工具;一般に類似した種類の工具;そのための付属品 (2,959) | チップブレーカ装置をもつバイト (121)
国際特許分類[B23B27/22]に分類される特許
1 - 10 / 121
刃具及び刃具の刃先形成方法
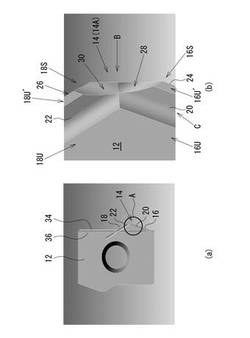
【課題】刃具の刃先を形成するための工数の増加を防ぎつつ、刃具によって切削されるワークから発生する切り屑の、砕片化を促進する。
【解決手段】コーナー部14を挟んだ二辺16、18の、すくい面16U、18Uの各々に、各辺16、18と平行かつコーナー部14で交差する態様で、円弧断面状のブレーカ20、22を形成する。円弧断面状のブレーカ20、22は、その交差部分28、30において、ニックと同等の機能形状部を構成する。すなわち、円弧断面状のブレーカ20、22の交差部分28、30は、切り屑のカール方向と直交する方向に切り屑を分断するものとなる。従って、刃具12に対して円弧断面状のブレーカ20、22を形成する際の、砥石の走査方向と異なる、ニック形成工程が不要となる。
(もっと読む)
多角形旋削インサート

【課題】本発明は、コーナに配置されるノーズ切れ刃とこのノーズ切れ刃に接続する二つの主切れ刃を含む切れ刃を有し、切り屑を案内する第1のフランク面が、二つの主切れ刃の間の二等分線に沿うノーズ切れ刃の後方に配置され、一対の第2のフランク面が主切れ刃の内側に配置されている多角形旋削インサートに関する。
【解決手段】第1のフランク面(21)が、下側境界線(22)によって凸状に湾曲して区画形成され、下側境界線(22)は、ノーズ切れ刃(12)に対向し、二等分線(B)に沿って配置された頂点(AP)を有すると共に、二つの対称的な湾曲線(22a)を含み、湾曲線(22a)は、頂点(AP)から互いに反対側に位置する一対の端点(EP)まで延び、端点(EP)は直線の基準線(RL)に沿って配置され、基準線(RL)は一対の端点(EP)の間の中間点(MP)において直角に二等分線(B)に交差する。
(もっと読む)
切りくず誘導機能付き切削工具およびその切削加工方法
【課題】 詰まりを生じることなく、切りくずのカールを矯正できて、さらに切りくずを所望の方向に矯正して誘導することができる切削工具、およびその切削加工方法を提供する。
【解決手段】 この切削工具1は、すくい面4に、切れ刃稜線5から延びて切りくず10を案内する誘導溝7を有する。この誘導溝7は、溝幅が切りくず10の幅よりも狭く、切りくず10のすくい面側の一部を入り込ませて切りくず10を案内する。すくい面4に、さらにカバー4を設けても良い。誘導溝7の代わりに、誘導突条を設けても良い。
(もっと読む)
内径溝加工方法及び溝切り工具
【課題】周壁部の内周面に突条部が円周方向に形成された内周面に内径溝を溝入れ加工する際に切粉が内径溝に嵌り込むのを防止する。
【解決手段】円筒状の周壁部102の内周面に内歯スプライン103形成されたクラッチドラム本体100Aの内周面に第1スナップリング溝105、第2スナップリング溝106を溝入れ加工する際に、スナップリング溝105、106の溝幅と一致する幅寸法の前部切刃13及び前部切刃で削り出された切粉40の幅を減縮変形せしめる突起16、17を備えた溝切り加工具で、スナップリング溝105、106を順次溝入れ加工する。前部切刃13で削り出された切粉40が切粉幅減縮付与手段である突起16、17によって幅方向に減縮変形され、加工済みのスナップリング溝105、106切粉が嵌り込むことが防止される。
(もっと読む)
後挽き加工用のスローアウェイチップ、後挽き加工用のバイト
【課題】後挽き加工において、切り屑の排出性能を向上させて、切り屑が切削対象物の加工面を傷めることを抑制する。
【解決手段】後挽き加工用のスローアウェイチップ40は、複数の逃げ面とすくい面41とが交わる稜線のうちの第1の稜線51に第1の切刃61と第2の切刃62とが形成される。稜線のうちの切刃が形成されておらず、第1の稜線と交わる第2の稜線52と、第1の稜線51との間には、ブレーカ溝80が形成される。すくい面41を正面視した状態で、第2の稜線52に直交する切断線CLで切った断面において、切断線CLと直交する直交方向の第2の稜線52の高さは、第1の切刃61の直線形状と、第2の稜線52の直線形状とが実際に、または、仮想的に交わる交点70aから所定の範囲にわたって、第1の切刃61,第2の切刃62の高さ以上に形成される。
(もっと読む)
分離型切削チップおよび切屑処理構造を備えた切削インサート
【課題】分離型切削チップおよび切屑処理構造を備えた切削インサートを提供する。
【解決手段】切削インサートは、インサートの湾曲した切削コーナーの周りを包む、予め形成された分離型切削チップを組み込んでいる。切削チップは、上層および上層よりも比較的より硬質な材料からなる下層を含む。一実施形態では、下層は多結晶ダイヤモンド(PCD)または多結晶立方晶窒化ホウ素(CBN)材料からなり、上層は超硬合金からなる。切削インサートは、切削作業中の切屑処理を提供するために、中心線の両側に形成された複数のファセットを含む切削チップに形成された切屑処理構造をさらに組み込んでもよい。切屑処理構造は、下層の一部を露出させるように、二段階工程で形成することができる。分離型切削チップは、切屑処理構造を形成する前に、切削インサートに蝋付けすることができる。
(もっと読む)
切削インサートおよび切削工具、並びにそれを用いた被削材の切削方法
【課題】切屑の摩擦抵抗を低減させ、優れた切屑排出性を発揮することができる切削インサートおよび切削工具、並びにそれを用いた被削材の切削方法を提供することである。
【解決手段】切刃と、該切刃に連続したすくい面領域と、該すくい面領域よりも内方に且つ高位に位置するクランプ面領域と、を備え、前記すくい面領域に、前記切刃に連続した第1すくい面と、該第1すくい面から前記クランプ面領域に向かって斜面状に形成された第2すくい面と、少なくとも一部が前記第1すくい面に位置し、上面視において前記切刃の中央領域に対応する位置に設けられた頂部を有する突起と、少なくとも一部が前記第2すくい面に位置し、上面視において前記突起よりも内方に位置する凸部と、を有している。この切削インサートを装着する切削工具、これを用いた被削材の切削方法である。
(もっと読む)
内径加工用チップおよび内径加工用切削工具
【課題】 安価に製造できて切刃チップのロウ付け強度も高い内径加工用切削工具を提供する。
【解決手段】 棒状の工具本体2と、工具本体2に下面が取り付けられ、工具本体2から側方へ突出した切刃を有する切刃チップ4と、を具備し、切刃チップ4の下面と上面の一部が工具本体2で挟まれており、切刃チップ4の下面および上面の一部が工具本体2にロウ付けされている内径加工用チップ1がホルダ100に装着した内径加工用切削工具Tである。
(もっと読む)
切削工具および切削加工方法
【課題】再研磨が可能な、チップブレーカーが形成された切削工具を提供する。
【解決手段】切削工具1は、すくい面11を有するチップ10を備える。そのすくい面11に複数のチップブレーカー21,22,23が互いに平行に延在するように形成されている。
(もっと読む)
刃先交換可能な両面旋削インサート
【課題】本発明は旋削インサートを提供する。
【解決手段】刃先交換可能な旋削インサートは少なくとも3つのコーナーと一対の対向する平面の支持表面(2)及び複数の稜線を含み、各稜線はノーズ稜線(9)とそれに向かって収斂する2つの主稜線(10)を含み、すべてのノーズ稜線は支持表面(2)に対して低くなっている共通の基準平面(RP)に位置している。個々の主稜線は2つのコーナーの間に延びるすくい面と外周逃げ面の部分(6)の間に形成され、個々のノーズ稜線(9)はすくい面と逃げ面の凸部分(7)の間に形成され、すくい面(12)の方へ傾斜する逃げ面(13)が支持表面の外側輪郭線(3)から延び、個々の主稜線(10)がノーズ稜線(9)に隣接する最も高い点(14)から2つのコーナーの間の最も低い点又は部分(15)の方へ下降している。
(もっと読む)
1 - 10 / 121
[ Back to top ]