
国際特許分類[B23B41/12]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 旋削;中ぐり (8,596) | 特定の加工のために特に適合させられた中ぐり盤またはボール盤,または中ぐりまたは穴あけ装置;そのための付属装置 (241) | シリンダ,軸受,例.駆動ロッドの頭部における,またはその他のエンジン部品の作動面を形成するもの (45)
国際特許分類[B23B41/12]に分類される特許
1 - 10 / 45
シリンダブロックのボア加工方法及びこれに用いられるダミーヘッドユニット
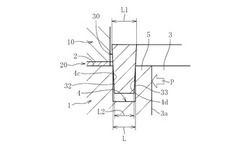
【課題】シリンダブロックのボアを高い真円度で加工する。
【解決手段】ウォータージャケット溝4の内周に規制部材30を挿入することにより、ボア周壁5が規制部材30により外径側から支持されるため、ボア内周面3aを加工する際の外径向きの加圧力Pによるボア周壁5の外径方向への変形が規制され、ボア3の真円度の低下を防止することができる。
(もっと読む)
クランクシャフト用軸受け部の加工方法

【課題】同軸上に並設される複数の貫通孔に、高精度な同軸度を確保しつつ中ぐり加工を行える、クランクシャフト用軸受け部の加工方法を提供する。
【解決手段】貫通孔100aの軸心方向とクイル10の軸心方向とが平行、且つシリンダブロック100の中心G1がターンテーブル41の回転軸心G2と、クイル10側に「寸法d1」離間する状態で、ターンテーブル41にシリンダブロック100を搭載する搭載工程(ステップS101)と、その後、貫通孔100aと同軸上となるようにクイル10を移動し、クイル10を回転駆動させ、クイル10を所定数の貫通孔100A・100B・100Cに順に挿入しながら中ぐり加工を施す第一中ぐり加工工程(ステップS102)と、その後、ターンテーブル41を「角度θ1」回転させ、貫通孔100A・100B・100Cよりクイル10を抜脱する第一退避工程(ステップ103)とを有する。
(もっと読む)
複合加工工具
【課題】スカイビング加工部、バニシング加工部、およびディンプル成形部を備えた複合加工工具を提供する。
【解決手段】シャンク2と、シャンク2に固定されたマンドレル3と、マンドレル3に対して回転自在に外嵌されたフレーム4と、フレーム4に保持された転動部材(51)によりワークWの内周面W1にバニシング加工を行うバニシング加工部5と、フレーム4に出没自在に保持された転圧部材(61)によりディンプル成形を行うディンプル成形部6と、シャンク2の先端部に固定されたボディ81に配設され切削加工を行なうスカイビング加工部8と、を備えた複合加工工具1であって、マンドレル3の外周部には、周方向に沿って交互に配設された凹部と凸部からなる略多角形状の凹凸形状部が形成され、凹部と凸部が回転しながら交互に転圧部材(61)に係合することで、転圧部材(61)がフレーム4から出没してディンプル成形を行う。
(もっと読む)
シリンダヘッド加工用クランプパッド及びシリンダヘッドの加工方法
【課題】シリンダヘッドをシリンダブロックに組み付けた際に、カム穴の断面形状が真円にすることができる様なシリンダヘッド加工用クランプパッド及びシリンダヘッドの加工方法の提供。
【解決手段】長手方向両端部15aの径寸法Dが長手方向中央部15cの径寸法dよりも大きく、ヘッドボルト座面の径寸法に等しいクランプパッド15を用いて、シリンダヘッドを、その歪がヘッドボルトによりシリンダブロックに組み付けた際の歪と等しくなるようクランプにより押圧したのち、カム穴を加工する。
(もっと読む)
加工装置及び加工方法
【課題】加工工具を水平方向に進退させてワークに加工を施す技術を利用しつつ、精度よく孔を加工できる加工装置及び加工方法を提供すること。
【解決手段】ワークWに形成された孔を加工する加工装置1であって、加工主軸21及び加工主軸21を水平方向に進退させる駆動機構22を有する加工工具20と、ワークWが載置される載置台11と、載置台11に連結され加工主軸21の先端側が当接して加工主軸21の位置を固定するテールストック13と、鉛直方向に延びる軸Bを中心に載置台11を回動させる第1回動機構と、水平面上で加工主軸21に直交する軸Aを中心に載置台11を回動させる第2回動機構と、を備える。
(もっと読む)
非真円形穴加工方法および非真円形穴加工装置
【課題】高速かつ高精度でワークを加工できる非真円形穴加工方法を提供すること。
【解決手段】非真円形穴加工方法は、シリンダブロックに既に形成された断面非真円形状のボアと同一形状のボアを、シリンダブロックに形成する。すなわち、既に形成されたボア軸線上に複数の測定点を設定し、これら複数の測定点それぞれでのボアの内径形状を測定して、内径形状データとして取得する内径形状データ取得工程と、内径形状データを周波数解析し、0次からn次(nは自然数)までの周波数成分の振幅値および位相値を分析内径形状パラメータとして算出する分析内径形状パラメータ算出工程と、前記内径形状パラメータを、加工装置の電子記憶媒体に記憶させる分析内径形状パラメータ記憶工程と、を備える。
(もっと読む)
シリンダブロックの加工用治具および加工方法
【課題】ボルト締結時にダミーヘッドが変形した場合でも、ビード部によるボアの周縁部への面圧を均一に加えることができるシリンダブロックの加工用治具および加工方法を提供する。
【解決手段】ダミーヘッド100のシリンダブロック200の上面への載置時、たとえばビード部130では、最厚部131が、隣接するボア201の同士の間の軸間部分に配置され、最薄部132が、その軸間部分から周方向に略90度離れて配置される。ダミーヘッド100のボルト締結時、本体110がボア201に向かう方向とは反対側に凸状に歪む。ビード部130の形状を本体110の変形を考慮した形状としているから、本体110の変形は、ビード部130の全ての部分131〜133がボア201の周縁部に当接した状態で行われる。
(もっと読む)
シリンダブロックの加工用治具および加工方法
【課題】ボルト締結時にダミーヘッドが変形した場合でも、ビード部によるボアの周縁部への面圧を均一に加えることができるシリンダブロックの加工用治具および加工方法を提供する。
【解決手段】シリンダブロック200の上面へのダミーヘッド100の本体110の載置時、シム部140は、ボルト用孔112よりも外周側に配置され、シリンダブロック200の上面に当接する。ビード部130はボア201の周縁部に配置されている。この場合、たとえばビード部130とシリンダブロック100の上面との間には所定間隔の隙間Gが形成される。ダミーヘッド100をボルト締結すると、シム部140を支点としてボルト軸力によるモーメントを本体110におけるボルト120同士の間の部分に加えることができる。その部分をボア201に向かって凸状に撓ませることができ、ビード部130はボア201の周縁部に当接することができる。
(もっと読む)
加工装置
【課題】経済的な構成で、多種類の異なるワークの加工を高精度且つ効率的に遂行することを可能にする。
【解決手段】加工装置10は、多種類の異なるワークWを位置決め保持する汎用型ワーク位置決め治具96と、ギャングヘッド24に回転駆動力を付与するとともに、前記ギャングヘッド24を着脱自在な装置本体18と、前記ギャングヘッド24を、前記ワークWに対して案内するガイド機構76と、前記ギャングヘッド24を、工具50の軸方向に直交する面を揺動面として前記装置本体18に対し揺動させる揺動機構36と備える。
(もっと読む)
加工装置
【課題】ツールホルダを確実に支持してワークの複数の孔部に高精度な加工を効率的に行うとともに、汎用性に優れる加工装置を提供する。
【解決手段】加工装置10は、刃具によりワークWの孔部26の内周面を加工するツールホルダ36と、前記ツールホルダ36に設けられ、加工済みの孔部26の内周面に挿入されて前記刃具による次段の前記孔部26の加工をサポートするサポート機構42とを備える。サポート機構42は、ツールホルダ36の外周面との間に第1流体軸受76を構成するとともに、前記ツールホルダ36の回転及び軸方向への移動を許容するリング部材78と、前記リング部材78の外周面との間に第2流体軸受80を構成し、前記ツールホルダ36の径方向外方に拡径又は突出して加工済みの孔部26の内周面に押圧される支持部材82とを備える。
(もっと読む)
1 - 10 / 45
[ Back to top ]