
国際特許分類[B23C5/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | フライス削り (3,222) | フライス (2,484) | 形状よりも物理的性質に特徴のあるもの (1,456)
国際特許分類[B23C5/16]の下位に属する分類
取外しできない切刃または切歯をもつもの (6)
取外しのできる切刃または切歯をもつもの (542)
国際特許分類[B23C5/16]に分類される特許
81 - 90 / 908
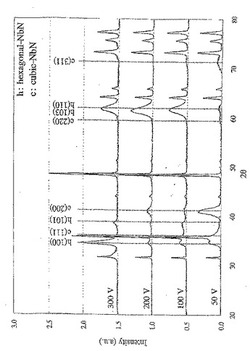
表面被覆切削工具
【課題】軟鋼や低硬度鋼などを切削する場合において、硬質被覆層がすぐれた潤滑性と耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】WC基超硬合金またはTiCN基サーメットで構成された工具基体の表面に、硬質被覆層として、立方晶構造のNbNと六方晶構造のNbNの交互積層構造からなり、かつ、該交互積層構造について電子線回折分析により、各層を判別したとき、全膜中の六方晶構造のNbNの割合が15%以上60%未満であることを特徴とする表面被覆切削工具。
(もっと読む)
超硬合金およびその製造方法

【課題】耐熱亀裂性と高強度とを兼備する高強度超硬合金を提供する。
【解決手段】本発明の超硬合金は、WCを主成分として含むものであって、12質量%以上14質量%以下のCoと、0.3質量%以上0.6質量%以下のCrとを含み、15kA/m以上25kA/m以下の抗磁力Hcを有し、かつ長さ20mm×幅4mm×厚み2mmの形状とした場合に、10mmのスパンで曲げ試験を行なったときの抗折力が3.5GPa以上であることを特徴とする。
(もっと読む)
硬質皮膜および硬質皮膜被覆工具
【課題】硬度、耐酸化性、また、靭性を向上させることで、耐摩耗性に優れる硬質皮膜およびこの硬質皮膜を用いて形成された硬質皮膜被覆工具を提供する。
【解決手段】工具の表面に被覆される硬質皮膜であって、硬質皮膜の組成がAl1−a−b−cSiaMgbMc(BxCyNz)からなり、Mは、Nb、Zr、Cr、CuおよびYから選ばれる少なくとも1種以上の元素であり、a、b、c、x、y、zが原子比であるときに、0≦a≦0.35、0≦b≦0.2、0.03≦a+b≦0.5、0≦c≦0.1、かつ、原子比で、0.9≦Al+Si+Mg、0≦x≦0.2、0≦y≦0.4、0.5≦z≦1、x+y+z=1を満足することを特徴とする。
また、硬質皮膜を用いて形成される硬質皮膜工具であって、この硬質皮膜が、前記記載の硬質皮膜であることを特徴とする。
(もっと読む)
ダイヤモンド被覆切削工具
【課題】高硬度グラファイト材の高速加工や高硬度カーボンフィラーを配合したCFRP材の加工に用いるダイヤモンド被覆切削工具において、耐摩耗性、耐剥離性に優れるダイヤモンド表面被覆切削工具を提供する
【解決手段】超硬合金を基体とする切削工具の刃部にダイヤモンド皮膜を有する被覆工具において、該基体の直上にグラファイト層からなる中間層を有し、該中間層の平均厚みXは、5≦X≦15(nm)であり、該ダイヤモンド皮膜のラマンスペクトル分析において1320≦D≦1340(cm−1)及び1510≦G≦1590(cm−1)にピークを有し、1320≦D≦1340(cm−1)における半価幅Wdが、Wd≦20(cm−1)で、1510≦G≦1590(cm−1)における半価幅Wgが170≦Wg≦250(cm−1)であることを特徴とするダイヤモンド被覆切削工具である。
(もっと読む)
切削工具
【課題】 切刃における被覆層のチッピングや剥離を抑制できるとともに耐溶着性を向上した切削工具を提供する。
【解決手段】 基体6の表面が被覆層7により被覆され、被覆層7の少なくとも一部が、使用する際に規則的に断片化されて複数の領域に分割されうる下層7aと、下層7aの直上に配設されて下層7aの分割された隙間に浸入して目詰めできる上層7bとを具備する上刃3等の切削工具である。
(もっと読む)
炭化タングステン基超硬合金製切削インサートおよびその製造方法
【課題】長寿命で異常損傷が少なく、良好な仕上げ面を得ることができるWC基超硬合金製切削インサートおよびその製造方法を提供する。
【解決手段】結合相としてCoを含むWC基超硬合金製切削インサートにおいて、逃げ面とホーニング部との交差稜線からすくい面の内側に向けて少なくとも2mm以内における、焼結肌にウエットブラスト処理を施したチップブレーカ部の表面領域について、Coのhcp変態率を0.3以上、表面粗さRaを0.2μm以下とし、かつ少なくとも取り付け用貫通穴の内面の支持具接触面のCoのhcp変態率を0.1未満、表面粗さRaを0.2μm超とし、さらにインサート表面のWC硬質相の残留応力を圧縮で850MPa以上とすることにより、湿式切削や断続切削等、熱衝撃、機械的衝撃が切れ刃に作用する切削条件においても、亀裂発生・進展の防止、耐欠損性の向上、被削材の仕上げ面精度の向上を図る。
(もっと読む)
ダイヤモンド被覆切削工具
【課題】CFRPあるいはグラファイト等の難削材の切削加工において、ダイヤモンド皮膜の耐剥離性にすぐれたダイヤモンド被覆切削工具を提供する。
【解決手段】WC基超硬合金、TiCN基サーメットで構成された工具基体表面にダイヤモンド皮膜を被覆形成したダイヤモンド被覆切削工具において、工具基体表面直上からダイヤモンド皮膜の膜厚方向400nm以下の範囲にわたってダイヤモンド相とグラファイト相の共存領域を形成し、該共存領域には、10〜100μmの格子幅でダイヤモンド相を格子状に形成し、かつ、該格子状のダイヤモンド相の格子間間隙を埋めるように幅10〜200μmのグラファイト相を分散分布させることにより、刃先近傍に大きな負荷が作用する難削材の切削加工におけるダイヤモンド皮膜の剥離を抑制する。
(もっと読む)
表面被覆立方晶窒化ほう素基超高圧焼結材料製切削工具
【課題】フェライト相が多く析出した被削材の高速連続切削加工及び断続切削加工で、すぐれた耐摩耗性、耐欠損性、耐溶着性を発揮する表面被覆切削工具を提供する。
【解決手段】cBN基超高圧焼結材料からなる工具基体の表面に、下部層、中間層および上部層からなる硬質被覆層を蒸着形成し、下部層はTiB2層、中間層は、組成式:Ti1−X−YBXNYで表した場合、0.15≦X≦0.60、0.05≦Y≦0.35、0.50≦X+Y≦0.65(X、Yは原子比)を満足する平均組成を有し、さらに、下部層側から上部層側へ向うにしたがって、Xの値は次第に減少、Yの値は次第に増加する傾斜組織を有するTiB2−TiN混合層、上部層は、組成式:(Ti1−ZAlZ)N層で表した場合、Zは0.3〜0.65(原子比)であるTiとAlの複合窒化物層で構成し、すくい面とホーニング面の上部層を除去する。
(もっと読む)
炭化タングステン基超硬合金製切削インサートおよびその製造方法
【課題】長寿命で異常損傷が少なく、良好な仕上げ面を得ることができるWC基超硬合金製切削インサートおよびその製造方法を提供する。
【解決手段】結合相成分としてCoを含むWC基超硬合金製切削インサートにおいて、逃げ面とホーニング部との交差稜線から、すくい面の内側に向けて少なくとも2mm以内の範囲内における、焼結肌にウエットブラスト処理を施したチップブレーカ部の表面領域について、結合層Coのhcp変態率を0.3以上とし、かつ表面粗さRaを0.2μm以下とし、さらにインサート表面のWC硬質相の残留応力を圧縮で850MPa以上とすることにより、湿式切削や断続切削等、熱衝撃が切れ刃に作用する切削条件においても、亀裂発生・進展の防止、耐欠損性の向上、被削材の仕上げ面精度の向上を図る。
(もっと読む)
表面被覆切削工具
【課題】Ni基合金、Co基合金などの耐熱合金の高速切削条件下で、硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体表面に、1〜50nmの層厚の薄層Aと1〜50nmの層厚の薄層Bとが交互に積層された100〜500nmの層厚の複層領域と、100〜500nmの層厚の単一層にて構成された単層領域との交互積層構造からなる硬質被覆層を蒸着形成した表面被覆切削工具において、薄層Aは、[Ti1−xVx]N(xは原子比で0.25〜0.75)層、薄層Bは、[Ti1−ySiy]N(yは原子比で0.01〜0.30)層であって、単一層は、前記薄層Aと同一種の層で構成するとともに、硬質被覆層の表面近傍に前記薄層Bと同一組成・成分で0.3〜1μmの層厚の単一層からなる中間層を設けたことを特徴とする。
(もっと読む)
81 - 90 / 908
[ Back to top ]