
国際特許分類[B23C5/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | フライス削り (3,222) | フライス (2,484) | 形状よりも物理的性質に特徴のあるもの (1,456)
国際特許分類[B23C5/16]の下位に属する分類
取外しできない切刃または切歯をもつもの (6)
取外しのできる切刃または切歯をもつもの (542)
国際特許分類[B23C5/16]に分類される特許
71 - 80 / 908
耐剥離性に優れる表面被覆立方晶窒化ほう素基超高圧焼結材料製切削工具
【課題】高硬度鋼の高速切削加工で優れた耐剥離性を発揮する表面被覆立方晶窒化ほう素基超高圧焼結材料製切削工具を提供する。
【解決手段】立方晶窒化ほう素の含有量が50〜85容量%のcBN基超高圧焼結体の表面に硬質被覆層を形成してなる切削工具において、(a)硬質被覆層は、1.5〜3μmの平均層厚を有する下部層と上部層とからなり、(b)下部層は、組成式:[Ti1−XAlX]N(Xは原子比で0.30〜0.60)を満足するTiとAlの複合窒化物層からなり、(c)上部層は、一層平均層厚がそれぞれ0.03〜0.3μmの薄層Aと薄層Bの交互積層構造を有し、薄層Aは、組成式:[Ti1−XAlX]Nを満足するTiとAlの複合窒化物層、薄層Bは、Ti窒化物(TiN)層からなり、(d)皮膜表面の表面粗さ、残留応力、ナノインデンテーション硬さを所定の値とする。
(もっと読む)
硬質皮膜形成部材および硬質皮膜の形成方法
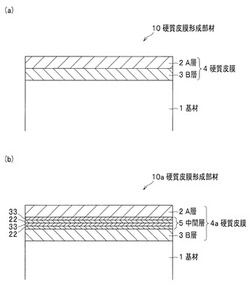
【課題】本発明はかかる事情に鑑みてなされたものであり、耐摩耗性に優れた硬質皮膜形成部材および硬質皮膜の形成方法を提供する。
【解決手段】基材1上に硬質皮膜4を備えた硬質皮膜形成部材10(10a)であって、硬質皮膜4は、組成がTiaCrbAlcSidYe(BuCvNw)(ただし、a、b、c、d、e、u、v、wは所定量の原子比)を満足するA層2と、組成がTifCrgAlh(BxCyNz)(ただし、f、g、h、x、y、zは所定量の原子比)を満足するB層3とを備え、厚さが0.5μm以下の中間層5を介してまたは中間層5を介さずにB層3の上にA層2が積層され、A層2の厚さが0.5〜5.0μmであり、B層3の厚さが0.05〜3.0μmであることを特徴とする。
(もっと読む)
耐摩耗性に優れた硬質皮膜
【課題】高速・高能率切削が可能な、TiAlSiNよりも耐摩耗性に優れた硬質皮膜を提供する。
【解決手段】本発明の硬質皮膜は、(Ti1−a−b−c−d,Ala,Crb,Sic,Bd)(C1−eNe)からなる硬質皮膜であって、Al,Cr,Si,Bのそれぞれの原子比a,b,c,dが、0.5≦a≦0.8、0.06≦b≦0.3、0<c≦0.1、0≦d≦0.1、0.01≦c+d≦0.1およびa+b+c+d<1を満たすようにし、かつNの原子比eが0.5≦e≦1を満たすようにする。
(もっと読む)
硬質皮膜形成部材および硬質皮膜の形成方法

【課題】本発明はかかる事情に鑑みてなされたものであり、耐摩耗性に優れた硬質皮膜形成部材および硬質皮膜の形成方法を提供する。
【解決手段】基材1上に硬質皮膜4を備えた硬質皮膜形成部材10であって、硬質皮膜4は、組成がTiaCrbAlcSidYe(BuCvNw)(ただし、a、b、c、d、e、u、v、wは所定量の原子比)を満足するA層2と、組成がTifCrgAlh(BxCyNz)(ただし、f、g、h、x、y、zは所定量の原子比)を満足するB層3とを備え、A層2とB層3が交互に積層され、前記A層と前記B層の1組の積層構造を1単位としたときに、この1単位の厚さが、10〜50nmであり、かつ硬質皮膜4の膜厚が1〜5μmであることを特徴とする。
(もっと読む)
炭素膜被覆切削工具およびその製造方法
【課題】 従来よりも鋭利なエッジを有するダイヤモンド被膜等の炭素膜で被覆された炭素膜被覆切削工具を提供すると共に、この工具を高精度に加工して作製することができる製造方法を提供すること。
【解決手段】 工具基体2の切れ刃2aの表面に炭素膜3が形成された炭素膜被覆切削工具1であって、互いに隣接するすくい面4a側の炭素膜3の表面と逃げ面4b側の炭素膜3の表面とが、切れ刃2aの刃先2b近傍で凹面3aとされ、切れ刃2aに形成された炭素膜3が、すくい面4aと逃げ面4bとの成す角度より鋭角な断面形状を有している。
(もっと読む)
超硬合金製エンドミル
【課題】ステンレス鋼等の難削材の加工に要求される縦送り加工、横送り加工、および傾斜切削を含む複合加工であっても、一本のエンドミルで高速で複合加工ができ、特にびびり振動を抑制して、切り屑詰まりによる異常摩耗や刃欠けも生じない長寿命の超硬合金製エンドミルを提供する。
【解決手段】複数の底刃及び外周刃と、複数のギャッシュ面からなるギャッシュとを有する超硬合金製エンドミルであって、外周刃が不等な分割角度で配置され、複数のギャッシュ面は、底刃のすくい面である第1ギャッシュ面、エンドミルの工具軸の回転中心側に設けられた第2ギャッシュ面、エンドミルの外周側に設けられた第3ギャッシュ面から成り、前記複数の外周刃の逃げ面は、第一逃げ角が3°を超え5°未満の第一逃げ面と第一逃げ角より大きい第二逃げ角が設けられた第二逃げ面からなることを特徴とする超硬合金製エンドミルである。
(もっと読む)
耐熱合金の切削加工で優れた耐欠損性を発揮するWC基超硬合金製切削工具および表面被覆WC基超硬合金製切削工具
【課題】Ni基合金、Co基合金等の耐熱合金の転削加工において、長期の使用にわたって、すぐれた耐欠損性を発揮する切削工具を提供する。
【解決手段】WC基超硬合金製切削工具において、結合相成分であるCoの含有量は4〜12質量%、結合相中のRe含有量は3〜20質量%であり、硬質相のWC粒内界面近傍にはReの富化領域が形成され、該富化領域は、WC粒子の表面から、その粒径の1〜10%の深さ領域にわたって形成され、かつ、該領域における平均Re含有量は0.2〜7質量%であって、また、必要に応じて、超硬合金の成分として、VC、Cr3C2、TiC、TaC、NbCを含有させ、あるいは、切削工具表面に硬質被覆層を蒸着形成する。
(もっと読む)
回転工具
【課題】 切刃における被覆層のチッピングや剥離を抑制できるとともに耐溶着性を向上した切削工具を提供する。
【解決手段】 棒状で、外周に切刃2と、切刃2よりも内側に凹んだ位置に形成される切屑排出溝3とを備えた基体4の表面に1層以上の被覆層5を被覆してなり、切刃2の表面には基体4の全周にわたって被覆される第1被膜層5aに加えて基体4側に別途第2被覆層4bが形成されているツイストドリル1等の回転工具である。
(もっと読む)
高速断続切削加工ですぐれた耐チッピング性と耐摩耗性を発揮するWC基超硬合金製切削工具
【課題】鋳鉄等の高速断続切削加工において、長期の使用にわたって、すぐれた耐チッピング性と耐摩耗性を発揮する切削工具を提供する。
【解決手段】質量%で、Co:4〜12%、Os:0.4〜3.0%、WC:残部の配合組成の圧粉体(あるいは、さらにVC、Cr3C2、TiC、TaC、NbCのうちの1種以上を合計で0.1〜2質量%含有)を焼結してなるWC基超硬合金焼結体からなるWC基超硬合金製切削工具において、WC基超硬合金焼結体は、その硬質相中に、平均Os含有量が0.5〜2.0質量%のOs富化領域を含み、また、その結合相として、Os含有量4〜30質量%のCo−W−Os相を含むことによって、すぐれた高温硬さ、破壊靭性値を備え、鋳鉄等の高速断続切削加工において、すぐれた耐チッピング性と耐摩耗性を発揮するWC基超硬合金製切削工具あるいは表面被覆WC基超硬合金製切削工具。
(もっと読む)
表面被覆切削工具
【課題】高硬度鋼などを切削する場合において、硬質被覆層がすぐれた潤滑性と耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】WC基超硬合金またはTiCN基サーメットで構成された工具基体の表面に、硬質被覆層として、立方晶構造のNbNと六方晶構造のNbNの交互積層構造からなり、かつ、該交互積層構造について電子線回折分析により、各層を判別したとき、全膜中の六方晶構造のNbNの割合が60〜85%であることを特徴とする表面被覆切削工具。
(もっと読む)
71 - 80 / 908
[ Back to top ]