
国際特許分類[B23C5/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | フライス削り (3,222) | フライス (2,484) | 形状よりも物理的性質に特徴のあるもの (1,456)
国際特許分類[B23C5/16]の下位に属する分類
取外しできない切刃または切歯をもつもの (6)
取外しのできる切刃または切歯をもつもの (542)
国際特許分類[B23C5/16]に分類される特許
31 - 40 / 908
硬質被覆層が耐酸化性にすぐれる表面被覆切削工具
【課題】炭素鋼や硬質合金鋼を乾式・高切り込み・高送り切削に用いた場合においても、すぐれた耐摩耗性、耐酸化性を発揮する表面被覆切削工具を提供する。
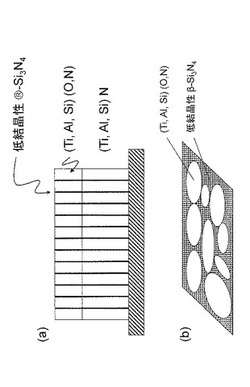
【解決手段】工具基体の上に硬質被覆層を有する表面被覆切削工具において、硬質被覆層が、(Ti1−x−yAlxSiy)N(ただし、X=0.40〜0.70、Y=0.02〜0.15)なる組成を持ち0.8〜5.0μmの平均層厚を有するTiとAlとSiの複合窒化物からなる下部層と、(Ti1−x−yAlxSiy)(N1−zOz)(ただし、X=0.40〜0.70、Y=0.02〜0.15、Z=0.02〜0.15)なる組成を持ち0.1〜1.0μmの平均層厚を有する酸素を含む上部層とからなり、かつ、上部層を工具表面からX線回折を用いて測定した際に、半価幅が3〜5度の範囲に存在するβ−Si3N4相の(101)ピークが存在する。
(もっと読む)
刃先交換型切削チップおよびそれを用いた切削加工方法、ならびに刃先交換型切削チップの製造方法
【課題】切削性能、耐熱亀裂性、および寸法精度に優れた刃先交換型切削チップを提供する。
【解決手段】本発明の刃先交換型切削チップは、少なくとも基材を含むものであって、該基材は、8.5〜12.5質量%の鉄系金属と、0.28〜1.13質量%のTaと、不可避不純物とを含み、かつ残部がWCである超硬合金からなり、該超硬合金の組織中のWC粒子は、0.8〜2μmの平均粒子径であり、基材の抗磁力をHC(kA/m)とし、基材に含まれるCoの質量%をMCo(質量%)とすると、下記式(I)を満たし、かつ超硬合金の組織中にTaを主成分とする相が析出していないことを特徴とする。
−1.2×MCo+31.7≧HC≧−1.2×MCo+27.2 ・・・(I)
(もっと読む)
切削インサート

【課題】高脆性の超高硬度焼結体をすくい面のコーナ部に配設した切削インサートを、たとえ転削加工に使用しても切刃にチッピングや欠損が生じるのを防ぐ。
【解決手段】インサート本体1のすくい面2に、超高硬度焼結体6Aと超硬合金6Bとを層状に焼結した層状焼結体6が、超高硬度焼結体6Aがすくい面2のコーナ部Cに位置してすくい面2側を向くように配設されていて、この層状焼結体6上のすくい面2の辺稜部にコーナ部Cから延びる切刃7が形成されており、この切刃7には、コーナ部C側から離間するに従いホーニング角が漸次大きくなるホーニング面8が形成されているとともに、層状焼結体6における超高硬度焼結体6Aと超硬合金6Bとの境界面Qは、切刃7のホーニング面8と交差させられている。
(もっと読む)
サーキュラーソー
【課題】工具本体の厚みが薄い薄刃であっても、高精度な切断加工や溝入れ加工が可能なサーキュラーソーを提供する。
【解決手段】工具本体外周に高硬度焼結体チップからなる切れ刃が複数設けられたサーキュラーソーで、その工具本体には微粒超硬合金を用いて、高硬度焼結体チップの先端部の厚みを内周側よりも薄くする。工具本体の厚みを薄くする必要がないので、薄刃であっても、高精度・高能率な切断加工、溝入れ加工が可能となる。
(もっと読む)
刃先交換型切削チップおよびそれを用いた切削加工方法、ならびに刃先交換型切削チップの製造方法
【課題】切削性能に優れ、かつ寸法精度が高い刃先交換型切削チップを提供する。
【解決手段】本発明の刃先交換型切削チップは、少なくとも基材を含むものであって、該基材は、8.5〜12.5質量%の鉄系金属と、0.55〜2.3質量%のTaCと、不可避不純物とを含み、残部がWCである超硬合金からなり、超硬合金の組織中のWC粒子は、0.8〜3μmの平均粒子径であり、基材の抗磁力をHC(kA/m)とし、飽和磁束密度を4πσ(10-7Tm3/kg)とし、基材に含まれるCoの質量%をMCo(質量%)とすると、下記式(I)を満たし、かつ超硬合金の組織中にTaを主成分とする相が析出しており、該Taを主成分とする相は、0.4〜2.4μmの平均粒子径であることを特徴とする。
−0.7×4πσ÷MCo−0.9×MCo+39.15≧HC ・・・(I)
(もっと読む)
耐剥離性および耐摩耗性にすぐれる表面被覆切削工具
【課題】Ti系合金などの硬質難削材の湿式切削加工において硬質被覆層が耐剥離性と耐チッピング性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体の最表面に0.5〜3.4μmの平均層厚を有するTiとAlの酸窒化物層、下部層に0.8〜4.0μmの平均層厚を有するTiとAlの窒化物層を被覆してなる切削工具であって、酸窒化物層は表面から深さ方向に蛇行経路を持って分布する微細孔を有する多孔質形状を備え、酸窒化物層を表面から観察した際の微細孔に内接する円の直径を微細孔の孔径とした場合、微細孔の孔径は0.1〜1.5μmであり、酸窒化物層の比表面積が0.4〜1.0m2/gであり、酸窒化物層を表面から観察した場合の基材上面積に対する前記微細孔開口部の面積比が0.05〜0.3であることを特徴とする表面被覆切削工具。
(もっと読む)
表面被覆切削工具
【課題】 高速歯切加工、高速ミーリング加工、高速ドリル加工等の高速切削加工において、すぐれた耐欠損性、耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】 超硬基体、サーメット基体、高速度工具鋼基体等の工具基体表面に、組成式:[AlXCrYSiZ]N(原子比で、0.2≦X≦0.45、0.4≦Y≦0.75、0.01≦Z≦0.2、X+Y+Z=1)を満足する(Al,Cr,Si)N層からなる薄層Aと、[AlUTiVSiW]N(原子比で、0.05≦U≦0.75、0.15≦V≦0.94、0.01≦W≦0.1、U+V+W=1)を満足する(Al,Ti,Si)N層からなる薄層Bとの交互積層構造からなる上部層、及び、該上部層と工具基体表面との間に介在形成された前記(Al,Ti,Si)N層による下地層からなる硬質被覆層を形成する。
(もっと読む)
耐剥離性と耐摩耗性にすぐれたダイヤモンド被覆エンドミル
【課題】膜内の残留応力が緩和され、かつ、すぐれた耐剥離性、耐摩耗性を発揮するCFRP等の難削材の切削加工に好適なダイヤモンド被覆エンドミルを提供する。
【解決手段】エンドミルの軸方向に沿って、ダイヤモンド皮膜表面のラマン分光分析を行い、1333cm−1付近のピークの半価幅を測定した場合、ピークの半価幅が15cm−1以下の結晶相1領域とピークの半価幅が60〜90cm−1の応力緩和相2領域を、少なくとも上記皮膜表面の上記軸方向に交互に形成し、結晶相1領域と応力緩和相2領域の間のピークの半価幅が15cm−1を越え60cm−1未満の遷移相6領域が0.1〜1.0mmであり、好ましくは、上記軸方向に垂直な皮膜断面で、ピークの半価幅が15cm−1以下の結晶相1からなる断面領域とピークの半価幅が60〜90cm−1の応力緩和相2からなる断面領域を、皮膜の膜厚方向に0.1〜2.0μmの平均膜厚で交互に形成する。
(もっと読む)
ダイヤモンド被覆切削工具
【課題】CFRP材の切削加工において、刃先の耐衝撃性と潤滑性、切屑排出性にすぐれ、長期の使用にわたってすぐれた耐摩耗性を発揮するダイヤモンド被覆切削工具を提供する。
【解決手段】 工具基体表面に、結晶性ダイヤモンド層を被覆したダイヤモンド被覆切削工具において、切れ刃の上記結晶性ダイヤモンド層の表面には、平均粒径1〜50nmのナノダイヤモンド層を被覆形成し、切れ刃の最先端から上記結晶性ダイヤモンド層までの最短距離を3〜15μmとし、さらに、切れ刃の上記ナノダイヤモンド層のすくい面側表層(さらに、ナノダイヤモンド層の逃げ面側表層)には、表面粗さRaが0.1μm以下で膜厚が10〜200nmの非晶質カーボン膜を形成する。
(もっと読む)
スクエアエンドミル
【課題】 電子機器の小型軽量化、高密度実装化にともない、その構成部品は薄肉化が進むとともにその形状精度の要求が高まっている。加工条件の影響をあまり受けることなく、薄肉部品の加工を高精度かつ高能率に加工できる工具(エンドミル)を提供する。
【解決手段】 形状精度に影響が大きい軸方向切り込みが少ない仕上げ加工に着目し、複数の刃先をもつエンドミルに対して、その刃先の形状を、一つはシャープコーナ刃先形状とし、もうひとつは仕上げ加工における軸方向切り込み高さよりも大きな正面戻しを形成し、その刃先を複数の刃先で交互に配置する。
(もっと読む)
31 - 40 / 908
[ Back to top ]