
国際特許分類[B23C5/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | フライス削り (3,222) | フライス (2,484) | 形状よりも物理的性質に特徴のあるもの (1,456) | 取外しのできる切刃または切歯をもつもの (542)
国際特許分類[B23C5/20]の下位に属する分類
切刃または切歯の位置の固定 (236)
国際特許分類[B23C5/20]に分類される特許
1 - 10 / 306
切削インサート及び転削工具
【課題】本発明は、切り屑除去加工のために構成され、被削材の正面フライス加工及び斜め送り加工のためにカッター本体に装着される切削インサート及び転削工具に関する。
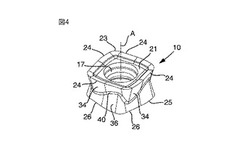
【解決手段】正面フライス加工と斜め送り加工のための切削インサート(10)は、上方延長面を画定する上面(21)と、上方延長面と平行な下方延長面を画定する下面(22)と、切削インサートの周囲に延びるエッジ側面(30)と、を含む。中心軸(A)が上方延長面と下方延長面を垂直に通って延びている。上方切れ刃(23)は、中心軸に関して割出し角に対応する同一の長さを有する4つの上方切れ刃部分(24)を形成する。下方切れ刃(25)は、中心軸に関して割出し角に対応する同一の長さを有する4つの下方切れ刃部分(26)を形成する。各上方切れ刃部分は下方切れ刃部分のひとつに対して中心軸に関して角度的に変位し、変位角はゼロより大きく割出し角(α)より小さい。
(もっと読む)
ランピング能力を有するインデックス可能な両面切削インサート及びそのための切削工具

【課題】ランピング能力を有するインデックス可能な両面切削インサート及びそのための切削工具を提供する。
【解決手段】フライス用のインデックス可能な両面切削インサートは第1の表面と第2の表面と側面とを含む。主切刃は第1及び第2の表面と側面との間の交点で規定される。副切刃及び傾斜した切刃は第1及び第2の表面と側面との間の交点で規定される。切削インサートは、フライスの中心回転軸線に対してある角度で形成された底側のシート面を有するフライスに取り付けられ、前記フライスは、フライス切削作業及びランピング切削作業の両方のためのより優れた性能を提供する。
(もっと読む)
切削インサートおよび刃先交換式切削工具
【課題】逃げ面を捩れ面状に形成しても段差などが生じるのを防ぐ。
【解決手段】少なくとも1つの側面の一対の多角形面2と交差する一対の辺稜部に切刃6Aがそれぞれ形成されて、この側面の中心を通る対称線Nに関して180°回転対称である表裏反転対称形状のインサート本体1を有し、この側面には、一対の多角形面2がそれぞれすくい面とされたときの切刃6Aの逃げ面が一対の多角形面2側に形成され、これらの逃げ面は、切刃6Aが形成された辺稜部において、一対の多角形面2の周回り方向に互い違いの一方のコーナ部Aから他方のコーナ部Bに向かうに従い切刃6Aに対する逃げ角が正角側に漸次大きくなる捩れ面状に形成され、切刃6Aが形成された一対の辺稜部は、多角形面2に対向する方向から見て、一方の辺稜部の他方のコーナ部Bが他方の辺稜部の外側にはみ出すように互いに交差させられている。
(もっと読む)
切削インサートおよび刃先交換式切削工具
【課題】インサート取付座の壁面に複数の支持面を不要とする。
【解決手段】一対の多角形面2と周囲の複数の側面を有する表裏反転対称形状のインサート本体1の多角形面2の辺稜部に切刃が形成され、一対の多角形面2は互いに一方がすくい面とされたときに他方がインサート取付座13の底面14への着座面とされ、それぞれ一対のインサート側仮想平面Pに沿って一対の当接面7が形成されて底面14の一対の被当接面19に当接可能とされ、一対のインサート側仮想平面Pは1つの多角形面2に1つのインサート側仮想直線Lを含んでインサート側仮想直線Lに沿った方向視にX字状に互いに交差する方向に配置され、インサート側仮想直線Lが延びる二方向のうち一の方向を向く1つの多角形面2に対して1つの側面にはインサート取付座13の1つの壁面15に形成された被当接部に当接可能な当接部が形成される。
(もっと読む)
切削用インサートおよび刃先交換式切削工具
【課題】バリの発生を抑制するとともに高能率加工を可能とする切削用インサートを提供する。
【解決手段】切削用インサート(1)は、すくい面と逃げ面との交差部に形成された切れ刃を有し、切れ刃は、コーナ部(20)と、当該コーナ部の一方側に形成された第1の主切れ刃(21)と、当該コーナ部の他方側に形成された第2の主切れ刃(22)とを含み、第2の主切れ刃(22)は、コーナ部(20)から離間するにしたがって、上下面のうちすくい面(11)が形成された面側から、対向する面側へ向かう方向に徐々に傾斜する下り傾斜部(22a)と、コーナ部から離間するにしたがって、当該対向する面側から当該すくい面が形成された面側へ向かう方向に徐々に傾斜する上り傾斜部(22b)とを備え、下り傾斜部は、コーナ部と接続され、上り傾斜部は、下り傾斜部に接続され、上り傾斜部と下り傾斜部の少なくとも接続領域は、凹状に湾曲する逃がし部(24)を有する。
(もっと読む)
切削インサート
【課題】切屑の擦過による未使用切れ刃の損傷を防止して、高精度な切削加工を安定して行うことができ、工具寿命を延長できる切削インサートを提供すること。
【解決手段】多角形板状をなすインサート本体2と、多角形面状のすくい面3と、すくい面3に交差する逃げ面5と、すくい面3と逃げ面5との交差稜線をなす切れ刃6と、を備えた切削インサート1であって、すくい面3の外周をなす各辺には切れ刃6がそれぞれ形成され、切れ刃6は、辺の中央部に配置される主切れ刃8と、該辺の一端部に配置されるとともに、すくい面3に対向する向きから見て、主切れ刃8の延在する方向に対して交差するように延びるさらい刃9と、を有し、すくい面3の外周方向に隣り合う切れ刃6A、6B同士のうち、一の切れ刃6Aにおける主切れ刃8と、他の切れ刃6Bにおけるさらい刃9との間には、この主切れ刃8より厚さ方向に窪むように凹部12が形成されている。
(もっと読む)
刃先交換式切削工具
【課題】円形インサートの切れ刃をインサート取付座の着座面に対して、正確な位置に割り出して装着することができる刃先交換式切削工具を提供する。
【解決手段】円形インサートの底面には、ねじ挿通孔の中心軸から底面の外側方向に向けて同心円状に形成され、凹部とされた装着用割り出し部を備え、この装着用割り出し部の底面との境界部は、滑らかな湾曲形状をなす第1の側壁と、湾曲形状をなす第1の側壁とを順次複数連接した段差側壁部から構成している。インサート取付座の着座面には、この着座面から突出し、円形インサートの装着用割り出し部のうち、湾曲形状をなす第1の側壁に隣接する窪み部内に挿入可能な第2の回動防止部が形成されている。円形インサートを着座面に装着して切れ刃の正確な位置の割り出しを行ったときには、第2の回動防止部は、円形インサートの底面に形成されている窪み部内に挿入される。
(もっと読む)
切削工具、およびそれを用いた切削加工物の製造方法
【課題】 ホルダに対する切削インサートの装着安定性を向上させることが可能な切削工具を提供する。
【解決手段】 切削インサート1と、 切削インサート1が固定部材30を用いて装着されるホルダ20とを備え、 切削インサート1は、多角形状の上面2と、上面2と同一形状の下面3と、上面2と下面3との間に位置し、幅方向に第1側面42、第2側面44および第3側面46の順で有する側面4とを有し、 ホルダ20は、切削インサート1の下面3に当接している下装着面204と、切削インサート1の第1側面42に当接している第1装着面201と、切削インサート1の第2側面44に当接している第2装着面202と、切削インサート1の第3側面46に対してクリアランスD1を介して位置している第3装着面203とを有している、切削工具10とする。
(もっと読む)
刃具及び刃具の刃先形成方法
【課題】刃具の刃先を形成するための工数の増加を防ぎつつ、刃具によって切削されるワークから発生する切り屑の、砕片化を促進する。
【解決手段】コーナー部14を挟んだ二辺16、18の、すくい面16U、18Uの各々に、各辺16、18と平行かつコーナー部14で交差する態様で、円弧断面状のブレーカ20、22を形成する。円弧断面状のブレーカ20、22は、その交差部分28、30において、ニックと同等の機能形状部を構成する。すなわち、円弧断面状のブレーカ20、22の交差部分28、30は、切り屑のカール方向と直交する方向に切り屑を分断するものとなる。従って、刃具12に対して円弧断面状のブレーカ20、22を形成する際の、砥石の走査方向と異なる、ニック形成工程が不要となる。
(もっと読む)
クーラント供給を備えたフライスおよびフライスインサート
【課題】インサート−切り屑界面における潤滑の強化をもたらす。
【解決手段】切削インサート組立体(40)は、少なくとも2つの個別の切削部位(230、232)を有する切削インサート本体(190)を含む。切削インサート本体(190)は、ポケット部開口と同心に配置され、クーラントが通って流れるためのクーラント流入流路(202)を含む。切削インサート本体(190)は、少なくとも2つの個別の窪み(230、232)を含むすくい面(192)を有する。個別の窪みは、切削部位の1つに対応する。組立体(40)は、切削インサート本体(190)に隣接して配置される方向変換要素を含み、方向変換要素(250)は、クーラント流入流路(202)と同心に配置される収容開口を有し、クーラント流入流路からクーラントを収容する。
(もっと読む)
1 - 10 / 306
[ Back to top ]