
国際特許分類[B23F5/22]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 歯車またはラックの製造 (592) | 製造されるべき歯に対する工作物のローリングオフ運動または包絡運動に連動して工具を移動させる直歯の製造 (114) | フライス削りによるもの (38) | 平歯車製造用ホブを用いるもの (19)
国際特許分類[B23F5/22]に分類される特許
11 - 19 / 19
ホブカッタ及び歯車の製造方法
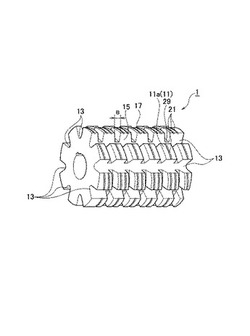
【課題】ホブカッタによる歯車の製造時に発生する切り屑を効率よく排出できるようにする。
【解決手段】自動車用自動変速機に使用される遊星歯車装置のインターナルギア3の外周面に、ホブカッタ1を用いて外歯5を形成する。ホブカッタ1は、ホブ歯11が螺旋状に形成され、かつこのホブ歯11を螺旋方向に沿って複数に分断した分断補ホブ歯11aを複数備えている。この各分断補ホブ歯11aの外周面の逃げ面17に、螺旋方向に沿った溝21を形成する。この溝21によって、ホブカッタ1により歯車を作成する際に発生する切り屑を分断する。
(もっと読む)
ホブ盤及びその位相判別方法

【課題】検出構成が簡単であるとともに、ホブの位相判別を正確に行うことができるホブ盤及びその位相判別方法を提供する。
【解決手段】ワーク軸上に外周を円筒面としたダミーワーク26をセットする。その状態で、ホブ17の切刃17aにおいて仕上げ加工に用いない先端の領域17a−2を使用して、ダミーワーク26に対して創成歯切りを行う。これにより、ダミーワーク26に微小切り込み部26aを形成する。その後、センサにより微小切り込み部26aの位置を検出して、その検出結果に応じて微小切り込み部26aの位相を判別する。そして、この微小切り込み部26aの位相に基づいて、ホブ17の切刃17aの位相を換算する。
(もっと読む)
所定の歯すじクラウニングをした所定ねじれの歯車歯面を創成する斜め創成方法
【課題】歯すじにクラウニングした所定ねじれの円筒歯車における歯面の斜め創成加工において、ねじれ回避又は自然ねじれから変位したねじれを付与する方法を提供すること。
【解決手段】クラウニング加工の大きさおよび進路および対角比を調整することにより、簡単なツールにより捻れが生成され、自然の捻れ上に重ねられ、そのため加工片のために必要な捻れとなる。さらに、クラウニング加工の追加の部分が、斜め創成方法による機械加工中のツールのクラウニング加工による加工片のクラウニング加工の一部上に重ねられ、加工片の必要なクラウニング加工になり、その場合、クラウニング加工の前記追加部分は、機械加工中のツールと加工片との間のスペースを変化することにより生成される。
(もっと読む)
ホブ及び該ホブを使用するギア切削加工方法
【課題】 ホブ及び該ホブを使用するギア加工の方法を提供する。
【解決手段】複数の切削歯22を備え、該切削歯はさらに歯根元から先端に向けて加工形状の異なる第一歯部、第二歯部を備える。該第一歯部は、被加工ブロック上に第一一次的開放線輪郭を形成し、該第二歯部は該被加工ブロック上に曲線輪郭を形成する。
被加工物本体上に指定位置点において相互に交差する第一一次的開放線ルートと曲線輪郭を設定し、上記第1及び第2歯部の描く輪郭がそれぞれ第一一次的開放線ルートと曲線輪郭となるようにホブの回転軸方向と該被加工物本体の回転軸方向は挟角を決定し、加工する。
(もっと読む)
ピニオンの歯切り加工方法、及び、その加工方法を用いて加工したピニオン。
【課題】 ホブ盤を用いてピニオンブランクに歯切り加工する時、歯切り部分端面でのバリの発生を防ぐ。
【解決手段】 ホブ盤を用いて歯切り部分の両端面がテーパー面11のピニオンブランク10に歯切りする場合、ピニオンブランク10の歯切り部分の両端面に、捨て座金102を面接触させて、押圧固定した状態で歯切り加工する。これにより、切り込み端面10kでのダレの発生が無くなり、また、抜け端面10nでのバリ発生も無くなる。また、捨て座金には、切削性が良く、その直径がピニオンブランク10の刃先円直径以上の材料を用いる。
(もっと読む)
工作物を歯切り加工する工作機械
【課題】
工作物の歯切り加工の際に工作機械に機械加工された切屑による回転ホルダや工具スピンドルの汚染を減少させ、スピンドル軸線と平行な工作物に対する工具の相対的送り運動のための構造的費用を減少させること。
【解決手段】
主軸線Aを中心に回転できる回転ホルダ(3)と、回転ホルダ(3)に配置されている二つの工作物スピンドル(4a,4b)であって、工作物スピンドル(4a,4b)が主軸線Aと平行に配列されているスピンドル軸線(Sa ,Sb )を有し、特に工作物スピンドル(4a,4b)が対称的に主軸線Aを中心に配置されている工作物スピンドルと、一方の工作物スピンドル(4a)上の工作物(6)を加工する工具(50)用ツールホルダ(5)とを包含する工作物を歯切り加工する工作機械(1)では、回転ホルダ(3)の軸線Aが水平に延びていることを特徴とする。 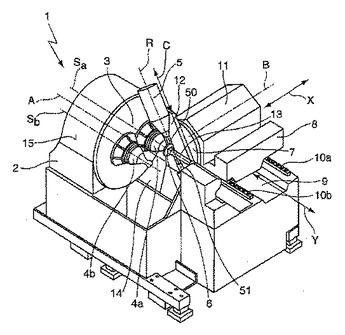 (もっと読む)
(もっと読む)
歯付プーリの製造方法
【課題】円筒体の外周面に切削加工を施して歯溝を形成する際の切削部分の表面粗さを良好にすることができる歯付プーリの製造方法を提供する。
【解決手段】クランパー8で薄肉の円筒体2をその中心軸方向に両側から挟持する。円筒体2の自由状態を保ったまま、クランパー8が円筒体2の両側部分を拘束し、円筒体2の径方向の変形を規制する。円筒体2の外周面に切削加工を施して歯溝3を形成する。切削加工の際の円筒体2の径方向のぶれ(たわみや振動)が阻止される。切削加工が完了した後の変形の戻りもない。
(もっと読む)
クランク軸成形方法
【課題】 クランク軸に対し歯切り加工を含む成形作業をするとき、加工精度のよい成形作業が容易にかつ効率よくできるようする。
【解決手段】 クランク軸2の軸心3を縦向きとして、このクランク軸2を回転テーブル13に支持させる。この回転テーブル13の回転駆動Aにより、クランク軸2をその軸心3回りに回転駆動Aさせ、回転テーブル13に対し相対移動可能とされるホブヘッド20にホブカッタ22を支持させ、クランク軸2の軸方向における一部の外周面を、切削油を用いることなくホブカッタ22により歯切り加工をする。歯切り加工後に、クランク軸2からホブカッタ22を離脱駆動Cさせ始めた後、クランク軸2を回転させた状態で、注液口29から排出される洗浄液26を、クランク軸2の上部側からこのクランク軸2に注液Hする。
(もっと読む)
外歯歯車の製造方法
【課題】 トロコイド歯形の外歯15を有する外歯歯車14の中心Oを高精度で求め、その後の外歯歯車14に対する加工精度を向上させる。
【解決手段】 周方向に離れた4個の外歯15における円弧面15a上の点F、G、H、Jの位置を測定し、これら測定結果を基に外歯歯車14の中心Oを求めるようにしたので、求めた外歯歯車14の中心Oの位置精度を高精度とすることができる。このとき、前記位置を測定する点F、G、H、Jが円弧面15a上にあるため、測定点の位置を簡単かつ高精度で測定することができる。この結果、その後の外歯歯車14(クランク軸孔18)に対する加工精度を向上させることができる
(もっと読む)
11 - 19 / 19
[ Back to top ]