
国際特許分類[B23H1/02]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 工具としての電極を使用し,工作物に高密度の電流を作用させることにより行う金属加工;このような加工と他の形式の金属加工とを複合させたもの (1,278) | 放電加工,すなわち,誘電性流体の中に置かれた電極と工作物との間に放電を高速で繰返すことによって行う金属の除去 (245) | 特にそのために適用される電気回路,例.電力供給,制御,短絡または他の異常放電の防止 (77)
国際特許分類[B23H1/02]に分類される特許
1 - 10 / 77
放電被覆装置及び放電被覆加工方法
【課題】所望厚さの被膜を形成する。
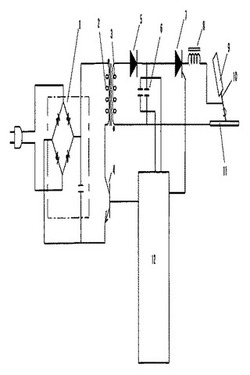
【解決手段】直流電源装置1がその一次巻線2に接続されるフライバック変圧器と、フライバック変圧器と直流電源装置に接続される第1半導体スイッチング素子4と、二次巻線3に接続されるダイオード5と、ダイオードに接続するコンデンサ6及び第2半導体スイッチング素子7と、第2半導体スイッチング素子に接続され、回転手段9に連結されて回転駆動する被覆材電極10と、コンデンサの他端に接続され、また被覆材電極に接触することで電気的に導通する被金属加工体11と、第1半導体スイッチング素子、コンデンサ、第2半導体スイッチング素子に制御パルスを印加する制御装置12と、を備える。コンデンサの電圧と所定値とを比較して第1半導体スイッチング素子に対してオン・オフ制御を行い、また第2半導体スイッチング素子に対する印加動作制御をパルス信号の印加終了後に行うことで、火花放電被覆を実現する。
(もっと読む)
放電加工装置およびその制御方法

【課題】加工効率を向上させる。
【解決手段】ワークWに対して放電を行う電極111と、電極111をワークWに対して近づく方向および遠ざかる方向に駆動する電極駆動手段13と、電極駆動手段13を制御する制御手段17とを備え、電極駆動手段13は、超音波振動を利用する超音波モータであり、制御手段17は、超音波モータ13を駆動するための電圧信号を、電極111からワークWへの放電状態に基づいて生成した電圧波形P1に過電圧波形P2を付加することによって生成する。
(もっと読む)
加工状態に基づき加工液量を調節するワイヤ放電加工機
【課題】ワイヤ電極と被加工物の極間の加工屑の偏在を解消することで高精度加工を実現するワイヤ放電加工機を提供する。
【解決手段】ワイヤ電極1と被加工物2との極間に電圧を印加して放電を起こし、極間電圧検出装置9は極間の極間電圧を検出し、放電パルス電流判別装置10は有効放電パルスと無効放電パルスを判別し、放電パルス数計数装置11は所定時間毎に前記判別した無効放電パルス数を計数し、放電位置検出装置12は電流センサを用いて上,下給電線6a,6bに流れる各々の電流値を所定時間毎に測定し、この電流値の差異から放電位置を検出し、加工屑偏在状態判別装置13は、放電パルス数計数装置11からの出力と放電位置検出装置12によって得られた放電位置から加工屑20の偏在状態を判別し、加工液量調節装置14は、上,下加工液供給装置40a,40bから供給する加工液の加工液量のバランスを調整し加工屑20の偏在状態を解消する。
(もっと読む)
ワイヤ電極の消耗を抑えるワイヤ放電加工機の放電加工電源装置
【課題】ピーク電流を小さくすることによりワイヤ電極の消耗を抑え、かつ、加工速度の低下を防ぐことが可能な放電加工機の放電加工電源装置を提供する。
【解決手段】第1のパルスS1a,S1bの出力を停止した後、第2のパルスS2を所定の時間間隔をもって出力する第1の回路と、第1のパルスS1a,S1bがスイッチング素子18,20のゲートに出力されている間、主直流電源10から電流i1を流す第2の回路と、第2のパルスS2が第3のスイッチング素子22に出力されている間、第2の回路中のインダクタ30,32によって蓄積された誘導エネルギーによる電流i2を流すと共に、主直流電源10による電流ピーク値に応じた電圧を副直流電源12により印加する第3の回路と、第2のパルス出力S2が停止すると、第2の回路中のインダクタ30,32によって蓄積された誘導エネルギーによる電流i3を主直流電源10に帰還させる第4の回路とを有する。
(もっと読む)
細穴放電加工装置
【課題】電極ガイド穴と電極外径とを精密測定可能かつ安価な電極ガイド内径測定手段と電極外径測定手段の両方又は一方を備えた細穴放電加工装置の提供。
【解決手段】電極ガイド81のガイド穴内部に出入可能な円柱状測定子87を設け、電極ガイドのガイド穴内径部と前記円柱状測定子とで電気的極間を構成し、該円柱状測定子と前記電極ガイドとを電極ガイドの直径方向に相対的に接近離反可能に設け、前記円柱状測定子と前記電極ガイド穴の内径部との接触位置を検出して前記電極ガイドの内径を測定する電極ガイド内径測定手段85を設けたことを特徴とする細穴放電加工装置。
(もっと読む)
放電加工用電源装置
【課題】電極間へのエネルギーの注入と極間状態に応じた電極間の電圧調整を独立に制御することができ、安定した加工状態を得ながら極間状態をモニタリングすることが可能な放電加工用電源装置を得ること。
【解決手段】放電加工用電源装置は、第1の期間において、スイッチング素子をオンにすることで直流電源から第1のインダクタンス素子にエネルギーを供給するエネルギー蓄積動作を行い、前記第1の期間に続く第2の期間において、前記スイッチング素子をオフにすることで極間の放電状態に応じて前記第1のインダクタンス素子と第2のインダクタンス素子と前記極間との間で直列共振動作を行い、前記放電加工用電源装置は、前記エネルギー蓄積動作と前記直列共振動作とを交互に繰り返し、交流電圧を極間に発生させて前記被加工物の加工を行う。
(もっと読む)
放電加工装置
【課題】ワークのエッジ部の加工精度や加工欠陥を減らすことができる放電加工装置を提供すること。
【解決手段】極間に電圧を印加し、工具電極3とワーク4で構成される極間の接触を検出するための電源であって、出力電圧がアーク電圧以下の第1電源回路1と、極間にパルス電流を供給する第2電源回路2と、第1電源回路1によって極間に電圧を印加し工具電極3とワーク4の接触を検出し、工具電極3とワーク4の接触状態で第2電源回路2から極間にパルス電流を供給するように制御する制御回路5を備えた放電加工機。
(もっと読む)
ワイヤ放電加工における工作物切り残し加工方法
【課題】このワイヤ放電加工における工作物切り残し加工方法は,工作物からの切り抜き物の落下を防止し,切り残し部を再度の放電加工で加工することなく,溶着部を外力で破壊して切り抜き物を切り離し,加工時間を短縮して加工効率を向上させる。
【解決手段】この工作物切り残し加工方法は,工作物6の所定の加工形状の少なくとも一箇所において,ワイヤ電極5と工作物6との間に印加する電気加工条件を加工サイクルから溶着サイクルに変更し,ワイヤ電極5の一部を溶融して工作物6と切り抜き物26とをワイヤ電極溶融物で溶着させ,切り抜き物26を工作物6にワイヤ電極5による溶着部20で保持し,工作物6から切り抜き物26が脱落するのを防止する。
(もっと読む)
放電加工機
【課題】回路に生じる浮遊容量やインダクタンスの影響により最小放電エネルギーが決定される、従来型の放電加工機に比べ、より高精度に放電エネルギーの制御が可能な放電加工装置を提供する。
【解決方法】給電電極200・工具電極150・工作物300を配置し、給電電極200は工具電極150と間隙をもつ対向面を保有し、給電電極200より工具電極150への給電を静電誘導給電で行うことで、回路に生じる、浮遊容量や、インダクタンスの影響を無視でき、給電電極200と工具電極150の間に形成される容量C1Aと、工具電極150と工作物300の間で形成される容量C2Aにより放電エネルギーが決定される。
(もっと読む)
マルチワイヤ放電加工装置及びそれを用いた炭化ケイ素板の製造方法
【課題】マルチワイヤ放電加工装置において簡便な構成によって加工速度を向上させる。
【解決手段】間隔をおいて配設された複数のガイドローラ24A〜24Fを含むガイドローラ組と、各ガイドローラ24A〜24Fの長手方向に間隔をあけてガイドローラ組に複数回巻き掛けられて複数条となり、ガイドローラ組のうちの一対の隣り合うガイドローラ24B,24C間で互いに離間した複数の切断ワイヤ部分26を構成するワイヤ15と、ワイヤ15の各条に接し、ワイヤ15の送り方向と同じ方向に向かって回転して共通の放電加工電力を給電する回転電極200A,200Bと、放電加工電力を供給する共通の加工用の電源29とを備え、ワイヤ15を矢印Rの方向に送りながら各切断ワイヤ部分26とインゴット28との間で放電を行ってインゴット28を切断加工する。
(もっと読む)
1 - 10 / 77
[ Back to top ]