
国際特許分類[B23H7/26]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 工具としての電極を使用し,工作物に高密度の電流を作用させることにより行う金属加工;このような加工と他の形式の金属加工とを複合させたもの (1,278) | 放電加工および電解加工に共に適用できる方法または装置 (579) | 工作物に対して電極を移動または位置決めする装置;電極の取付け (89)
国際特許分類[B23H7/26]の下位に属する分類
送り方向に垂直な平面内での電極の移動,例.寄せ加工 (13)
送り方向での電極の移動 (10)
電極と工作物の所望間隔維持 (4)
国際特許分類[B23H7/26]に分類される特許
1 - 10 / 62
位置決め精度補正機能を備えたワイヤ放電加工機
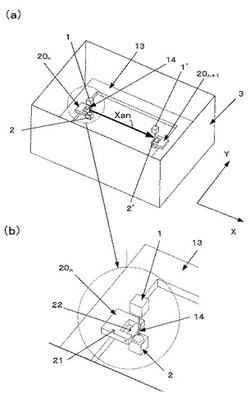
【課題】機械の設置状態や、加工液重量あるいはワーク重量などの影響で悪化する位置決め精度を向上させる機能を備えたワイヤ放電加工機を提供する。
【解決手段】加工槽3内のテーブル13に2つの接触検出用治具20を取り付け、接触検出用治具20とワイヤ電極14の接触位置の座標を測定・記憶し、接触検出用治具20間の距離を求める。次に、テーブル13上にワーク15をセットし、加工液16を加工槽3に実加工を行う状態と同じ液位まで溜め、同様に接触検出用治具20とワイヤ電極14の接触位置の座標を測定・記憶し、接触検出用治具20間の距離を求める。そして2つの距離の誤差から計算により補正量を求め、加工槽3内の加工液16の重量およびワーク15の重量による位置決め精度の変化を補正する。
(もっと読む)
ワイヤ放電加工機、ヘッド制御方法、及びそのプログラム

【課題】ワイヤ放電加工機の上下ヘッドの相対位置ずれを、簡易的な構成と処理で正確に補正を行う。
【解決手段】本体及び被加工物搭載用のX−Yテーブルが前面側から見て略左右対称に設計され、背面側から前面側に延出するコラムを有しており、コラムの先端部周辺に配設されたコラム前温度センサからの温度情報を入力する温度情報入力部41と、ヘッドの位置ずれが生じていないときの基準温度情報を記憶する基準温度記憶部46と、入力された温度情報及び基準温度情報の差分を演算する温度差演算部42と、コラムの材質における線膨張係数と、その延出部分の長さから得られる補正係数を記憶する補正係数記憶部45と、演算した温度変化及び補正係数に基づいて、上下ヘッドの相対的なずれ量を演算するずれ量演算部43と、演算されたずれ量に基づいて、前記ヘッド駆動軸を制御してV方向の位置ずれを補正するヘッド駆動軸補正部44とを備える。
(もっと読む)
被加工物の上面検出機能を有するワイヤカット放電加工機
【課題】上,下ワイヤガイドと被加工物を相対移動させてワイヤ電極と被加工物を接触させて被加工物の上下の面の位置を正確に検出する機能を備えたワイヤカット放電加工機を提供する。
【解決手段】ワイヤ電極と被加工物を接触させて、接触したときの上,下ワイヤガイドの位置を検出し記憶し(SA01)、接触後一定距離をとり(SA02)、上ワイヤガイドと被加工物を相対移動させ、ワイヤ電極と被加工物を接触させ、接触したときの上ワイヤガイドの位置を検出し記憶し(SA03)、位置Aへ戻り(SA04)、下ワイヤガイドと被加工物を相対移動させ、ワイヤ電極を被加工物に接触させ、接触したときの下ワイヤガイドの位置を検出し記憶し(SA05)、下位置Aへ戻り(SA06)、ワイヤ電極と被加工物が接触した位置の座標値を算出し、算出した座標値から被加工物の板厚を算出し、処理を終了する(SA07)。
(もっと読む)
放電加工装置
【課題】ユーザにかかる負担を抑えつつ、電極の再利用の効率化を図ることのできる放電加工装置を得ること。
【解決手段】放電加工装置は、被加工物を形彫放電加工するための電極が装着される複数の電極装着部と、電極装着部に取り付けられる電極ごとの再利用条件として電極が被加工物の加工に使用される使用回数の上限値を記憶する再利用条件記憶部5と、再利用条件を設定する設定部26と、再利用条件に応じて電極を再利用して被加工物を加工させる加工プログラムを生成する生成部1と、を備える。
(もっと読む)
放電加工装置
【課題】工具電極の高精度な取り付けを必要とせずに高精度な放電加工を実現できる放電加工装置を提供すること。
【解決手段】放電加工装置は100、工具電極2が取り付けられる把持部を有し、工具電極2を並進3軸および回転3軸の全6軸で位置姿勢変更を可能なとする加工ヘッド1と、工具電極2の回転角毎の電極位置を検出する電極位置検出器3と、この電極位置検出器3により検出された、工具電極2の回転軸方向の複数個所における電極位置に基づいて工具電極2の位置誤差を算出する電極位置誤差計算装置4と、工具電極2の位置指令に対して回転角毎に位置誤差の補正をしつつ加工を行う制御装置5とを備えている。
(もっと読む)
形彫り放電加工装置
【課題】線状の電極を用いて、細穴を形成する場合において、電極の湾曲を抑制し、目的の深さの細穴を形成できる形彫り放電加工装置を提供する。
【解決手段】長手方向nを有する線状の電極50と、電極50の一端部を支持するヘッド40とを備え、電極端部55側に位置する被加工物Wとの間に電圧を印加する形彫り放電加工装置1であって、ヘッド40から露出した電極50の長手方向nの周囲は、筒状の保護部材60によって覆われ、保護部材60の曲げ剛性は、電極50の曲げ剛性よりも大きく、保護部材60は、少なくとも電極50が湾曲すると、電極50に接触して、電極50を支持する。
(もっと読む)
細穴放電加工機及び細穴放電加工方法
【課題】穴加工時の抜け際及び穴の貫通を検出可能で、抜け際でも安定した加工を行うことができる細穴放電加工機及び細穴放電加工方法を得ること。
【解決手段】先端から加工液を噴射するパイプ状の電極2と、電極2とワーク3との間に群パルスを含むパルス電圧を休止時間を挟んで間欠的に印加するパルス発生装置6とを有し、電極2とワーク3との間に介在する加工液中で群パルスによる放電を発生させてワーク3に対して放電加工を施す細穴放電加工機1であって、電極2とワーク3との間での短絡の発生を検出する短絡検出部7と、短絡の発生頻度を検出する短絡頻度検出部8と、短絡頻度検出部8の検出結果に基づいて、放電加工による加工中の穴が非貫通の通常状態であるか、部分的に貫通した抜け際状態であるか、完全に貫通した貫通状態であるかを判断する加工制御部4とを有する。
(もっと読む)
ハンドツールセンタリングデバイスおよび方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
ハンドツール密閉デバイスおよび方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
放電加工機および放電加工機を用いたノズルボディの製造方法
【課題】ガスの力を利用して電極を回転させる放電加工技術において、従来よりも電極の位置の高速制御を容易にする。
【解決手段】圧縮空気を電極保持具22に供給する給気ノズル34を備え、電極保持具22は、給気ノズル34から供給される圧縮空気を受けて回転することで電極23を回転させる回転羽根車と、回転羽根車を内部に収容するボデー基部と、を備え、ボデー基部には、給気ノズル34から供給される圧縮空気をボデー基部の外部から内部に流入させるための吸気窓が形成されており、給気ノズル34には、圧縮空気を放出するスリット孔が設けられ、吸気窓は、スリット孔と離れて対面する位置にあり、スリット孔は、電極保持具22の駆動方向に、吸気窓よりも長くなっており、放電加工の際、電極保持具が移動すると、吸気窓はスリット孔と対面したままスリット孔に沿って移動する。
(もっと読む)
1 - 10 / 62
[ Back to top ]