
国際特許分類[B23K1/18]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,例.ロー付,またはハンダ離脱 (3,338) | 継目のハンダ付に特に適したもの (177) | 円周方向の継手,例.殻体のもの (49)
国際特許分類[B23K1/18]に分類される特許
1 - 10 / 49
ろう付構造体および配管部材のろう付方法
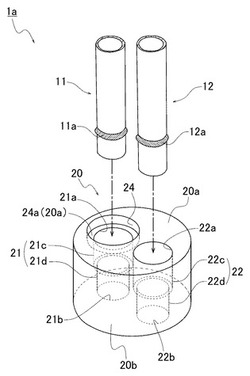
【課題】複数の配管部材が相互に近接した状態で被着体に精度よくろう付されたろう付構造体を提供すること。
【解決手段】複数の配管部材11,12…と、被着面20aに複数の開口21a,22a…が形成された被着体20とを備え、複数の配管部材11,12…の各々が、複数の開口21a,22a…の内の対応する1つと各々連通するように、被着体20の被着面20aにろう付されてなるろう付構造体であって、複数の配管部材11,12…の各々は、開口の周縁部に配置されるろう材11a,12a…によって被着面20aにろう付されており、複数の開口21a,22a…の内、少なくとも相互に最も近接している2つの開口の間には段差24が形成され、該2つの開口のいずれか一方が、他方よりも低い位置に形成されている。
(もっと読む)
アルミニウム管継手

【課題】量産性に優れ信頼性の高いアルミニウム管継手を提供する。
【解決手段】端部に向かうにしたがって径が拡大するテーパ部4を介して端部に拡径部5が形成された第一のアルミニウム管1と、外径が拡径部5の内径より小さく且つテーパ部4の最小内径より大きい第二のアルミニウム管2とからなり、第二のアルミニウム管2の端部が第一のアルミニウム管1の拡径部5内に挿入された状態で、第二のアルミニウム管2と第一のアルミニウム管1とがアルミろう3でろう付けされ、第二のアルミニウム管2の外周面に、第一のアルミニウム管1の拡径部5の先端位置における第二のアルミニウム管2の断面を見た場合の第二のアルミニウム管の中心が第一のアルミニウム管1の拡径部5の先端の管の中心と略一致するように、第二のアルミニウム管2の先端の一部と当接して第二のアルミニウム管2の先端がテーパ部4に接触するのを防止する凸部6aを周方向に複数設けている。
(もっと読む)
固定金属フランジおよびその金属フランジを作製する方法
【課題】フランジ付き金属物品を作製する方法を提供すること。
【解決手段】本発明はフランジ付き金属物品を作製する方法を提供する。その方法は、(a)第1のろう付け化合物を金属物品の第1の部分に付着するステップと、(b)金属物品の第1の部分をある長さの拘束用金属部材で巻くステップと、(c)金属物品、拘束用金属部材および第1のろう付け化合物の組立体を第1のろう付け化合物の固相線温度を超える温度、典型的には約300℃から約2500℃の範囲の温度まで加熱して、フランジ付き金属物品を製造するステップとを含み、その方法では金属物品が熱膨張係数CTE1を有し、拘束用金属部材が熱膨張係数CTE2を有し、CTE1がCTE2よりも大きい。本発明はさらに、高膨張金属と低膨張脆弱材料の間の熱膨張の不一致を最小化する金属フランジを提供する。
(もっと読む)
アルミニウム管継手
【課題】量産性に優れ信頼性の高いアルミニウム管継手を提供する。
【解決手段】端部に向かうにしたがって径が拡大するテーパ部4を介して端部に拡径部5が形成された第一のアルミニウム管1と、外径が拡径部5の内径より小さく且つテーパ部4の最小内径より大きい第二のアルミニウム管2とからなり、第二のアルミニウム管2の端部が第一のアルミニウム管1の拡径部5内に挿入された状態で、第二のアルミニウム管2と第一のアルミニウム管1とがアルミろう3でろう付けされ、拡径部5の内周面に、第二のアルミニウム管2の先端位置における拡径部5の断面を見た場合の拡径部5の中心が第二のアルミニウム管2の先端の管の中心と略一致するように、第二のアルミニウム管2の先端の一部と当接して第二のアルミニウム管2の先端がテーパ部4に接触するのを防止する凸部6aを周方向に複数設けている。
(もっと読む)
金属管の接合構造
【課題】応力集中や残留応力を低減できる金属管の接合構造を提供する。
【解決手段】第2金属管12は、端部の内径がこの端部に隣接する隣接部16の内径よりも大きく、かつ端部の外径が隣接部16の外径と同じである接続用拡径部13を有している。接続用拡径部13には第1金属管11が挿入され、この第1金属管11の外周面と接続用拡径部13の内周面との間にろう材14が介在している。接続用拡径部13の内周面は、第1金属管11の先端部11aが対向する段差面13cを介して隣接部16の内周面とつながっている。
(もっと読む)
金属管の接合構造
【課題】コストアップを抑制しつつ、金属管同士の接合部分における信頼性の低下を抑制できる金属管の接合構造を提供する。
【解決手段】第1金属M1を主成分とする第1金属管11、及び第2金属M2を主成分とする第2金属管12のうちの一方の金属管は、端部の内径がこの端部に隣接する隣接部16の内径よりも大きい接続用拡径部13を有している。ろう材14と一方又は他方の金属管との間における第1金属M1と第2金属M2の界面には、第1金属M1と第2金属M2により形成された金属間化合物層15が存在している。この金属間化合物層15の厚さは、開口端13a側の端部15aよりも基端13b側の端部15bの方が小さい。
(もっと読む)
ステンレス製の容器またはタンクのろう付け方法およびろう付け構造
【課題】 一対の箱状または有底円筒状の第1部材1と第2部材2との間を全周にわたって耐圧性の高いろう付けを行なうこと。
【解決手段】 第1部材1の開口端部外周に拡開部3を形成し、拡開部3と第2部材2との間に隙間9を形成するとともに、拡開部3の付根4においては第2部材2外周との間を密着し、その間を閉塞する。そして、拡開部3の開口端縁6と第2部材2外周との間にろう材7を保持し、それを溶融させて隙間9内に浸入させ、その対向面間にろう材のフィレット8を保持させる。
(もっと読む)
アルミニウム管と銅管の接合方法および接合構造ならびにこの接合構造を有する熱交換器
【課題】接合品質を向上することができる安価なアルミニウム管と銅管の接合方法および接合構造ならびにこの接合構造を有する熱交換器を提供する。
【解決手段】アルミニウム管3と銅管4とをステンレス管1を介して接合する接合方法であって、ステンレス管1の両端2a,2bは縮管加工され、ステンレス管1の表面全体にはニッケルめっき9が施され、ステンレス管1の一端2aを銅管4内に嵌挿配置して銅管4とステンレス管1とをトーチろう付する第一ステップと、第一ステップの後に、ステンレス管1の他端2bをアルミニウム管3内に嵌挿配置してアルミニウム管3とステンレス管1とをアルミニウムろう付する第二ステップとからなる。
(もっと読む)
アルミニウム管と銅管の接合方法および接合構造ならびにこの接合構造を有する熱交換器
【課題】接合品質を向上することができる安価なアルミニウム管と銅管の接合方法および接合構造ならびにこの接合構造を有する熱交換器を提供する。
【解決手段】アルミニウム管3と銅管4とをステンレス管1を介して接合する接合方法であって、ステンレス管1の両端2a,2bは縮管加工され、ステンレス管1の一端2aを銅管4内に嵌挿配置して銅管4とステンレス管1とを炉中ろう付する第一ステップと、第一ステップの後に、ステンレス管1の他端2bをアルミニウム管3内に嵌挿配置してアルミニウム管3とステンレス管1とをアルミニウムろう付する第二ステップとからなる。
(もっと読む)
アルミニウム管と銅管の接合方法および接合構造ならびにこの接合構造を有する熱交換器
【課題】接合品質を向上することができる安価なアルミニウム管と銅管の接合方法および接合構造ならびにこの接合構造を有する熱交換器を提供する。
【解決手段】アルミニウム管3と銅管4とをステンレス管1を介して接合する接合方法であって、ステンレス管1の両端2a,2bは縮管加工され、ステンレス管1の表面全体にはニッケルめっき9が施され、ステンレス管1の一端2aを銅管4内に嵌挿配置して銅管4とステンレス管1とを炉中ろう付する第一ステップと、第一ステップの後に、ステンレス管1の他端2bをアルミニウム管3内に嵌挿配置してアルミニウム管3とステンレス管1とをアルミニウムろう付する第二ステップとからなる。
(もっと読む)
1 - 10 / 49
[ Back to top ]