
国際特許分類[B23K26/073]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | レーザービームによる加工,例.溶接,切断,穴あけ (14,635) | 加工物の位置決めまたは観察,例.照射点に関するもの;レーザービームの軸合せ,照準,焦点合せ (3,130) | レーザービーム光の成形,例.マスクまたは多焦点装置によるもの (1,992) | レーザー・スポットの成形 (464)
国際特許分類[B23K26/073]に分類される特許
101 - 110 / 464
ノズル形成装置及びその形成方法
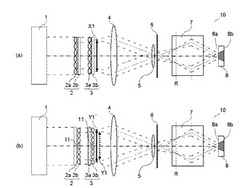
【課題】 本発明は、オリフィスプレートの表裏面において同形状を有するノズルを形成することが可能なノズル形成装置及びその形成方法を提供する。
【解決手段】 本発明では、光ビーム発生源1から出射される光ビームの光路上に、光ビームを複数に分割する第1及び第2のアレイレンズ2、3、複数に分割された光ビームを集光して重ね合わせるコンデンサレンズ4、重ね合わされた光ビームを整形するマスク6及び整形された光ビームに集光角を与える投影レンズ7を、順次、設置してなり、光ビーム発生源と光路間に、投影レンズ7から出射されるX,Y方向の光ビームの集光角を均一にする集光角調整手段11を備えたことを特徴とする。
(もっと読む)
鋼板のレーザ溶接方法

【課題】鋼板間の自生溶接によって溶接品質を高め、溶接部の接合強度もさらに向上させることのできる鋼板のレーザ溶接方法を提供する。
【解決手段】複数の鋼板を相互レーザ溶接する際に、溶接部に対して低入熱のレーザビームを一定ピッチのジグザグ状の溶接パターンに重畳させ、一定速度で溶接する。
(もっと読む)
溶着装置、樹脂溶着方法及び溶着された樹脂部材
【課題】均一なエネルギー分布を有する範囲が広く、エネルギーロスとなる光を低減させたトップハット分布光による溶着装置と、前記トップハット分布光を利用した樹脂溶着方法と、溶着された樹脂部材の提供。
【解決手段】複数の光線入射部3,4と、前記各光線入射部3,4から溶着光B1〜B6を受けたそれぞれが大きさの異なる照射パターンを形成する複数の第一の光学部材5,6と、前記大きさの異なる複数の照射パターンP1、P2について、小さな照射パターンP1の周囲に、より大きな照射パターンP2を重ねて合成する第二の光学部材7と、前記合成された照射パターンを集光させる第三の光学部材8と、を有する溶着装置を形成する。
(もっと読む)
加工装置、および加工装置で用いられる変調マスク
【課題】短い加工時間で精度良く被加工物に傾斜部を形成することができる加工装置を提供する。
【解決手段】加工装置10は、光を出射するマスク照明系11と、マスク照明系11からの光を変調して出射する変調マスク33と、変調された光を結像して被加工物18に照射し、被加工物18に傾斜部18bを形成する結像光学系17とを備えている。変調マスク33は、被加工物18の傾斜部18bに照射される光を位相変調する変調マスク傾斜部24bと、変調マスク傾斜部24bに隣接し、被加工物18の非加工部18cに対応する変調マスク遮蔽部24cと、を有している。このうち変調マスク傾斜部24bは、複数の位相変調単位領域24eからなっている。一方変調マスク遮蔽部24cは、光を遮蔽する光遮蔽層27を含んでいる。
(もっと読む)
樹脂部材のレーザー溶着方法及び溶着樹脂成形品
【課題】 部分的に隙間があっても、安定した溶着強度で、溶着部のはみ出しや成形品のくすみや変形がない、品質の高い成形品を、効率よく得ることができるレーザー溶着方法及び該方法により得られる樹脂成形品の提供。
【解決手段】 レーザー光の照射によりレーザー光を透過する透過性樹脂部材(A)とレーザー光を透過しない非透過性樹脂部材(B)とを溶着させるレーザー溶着方法において、透過性樹脂部材(A)と非透過性樹脂部材(B)との当接面に生じる両部材の隙間の大きさに応じて、当接面に照射するレーザー光のスポット径を変化させ、かつ、当接面における単位面積当たりのレーザー光照射エネルギー(J/mm2)を略同一に保つことを特徴とする樹脂部材のレーザー溶着方法及び該方法により得られる樹脂成形品による。
(もっと読む)
レーザ切断装置
【課題】固体レーザやファイバレーザによる被切断材の切断可能厚さを向上させることができ且つ該被切断材を二次元的に切断することができるレーザ切断装置を提供する。
【解決手段】レール31に沿って走行可能に構成された走行台車32と、走行台車の走行方向とは直交する方向に横行可能に構成された横行台車33と、前記横行台車に搭載されたレーザ発振器11とノズル3を有するレーザトーチ12と、レーザ発振器からレーザトーチのノズルの間に構成された光学系と、レーザトーチ12に接続された酸素ガス供給系、を有し、レーザ発振器から出射されたレーザビームを光学系を介してリング状のビームに形成してレーザトーチのノズルから被切断材4に向けて照射すると共に酸素ガス2をノズルから被切断材に向けて噴射することで被切断材を切断する。レーザトーチ12に反射光の漏洩を防ぐカバー36を設ける。
(もっと読む)
レーザ溶接鋼管の製造方法
【課題】アンダーフィルを防止し、かつ良好な品質のレーザ溶接鋼管を高歩留りで効率良く製造する方法を提供する。
【解決手段】焦点位置でのスポット径が0.4mm以下の複数本のレーザビームを用いて、複数本のレーザビームの焦点位置での溶接線に対して垂直方向のスポット長さの合計が0.5mm以上、溶接線方向のスポット中心間距離を5mm以内に配列して溶接を行なう。
(もっと読む)
一連のレーザパルスを用いて薄膜にラインをスクライブするための方法及び装置
各パルスが所定の時間的パワー形状を有するパルス列における一連のレーザパルスは、基板上の材料の薄膜にラインをスクライブする。所定の時間的パルス形状は、高速立ち上がり時間及び高速立ち下がり時間を有し、10%のパワー点間のパルス幅が10ns未満である。スクライブされるラインに沿った隣接レーザパルススポット間に重複領域が存在するように、一連のレーザパルススポットをライン上に配置することによって、薄膜にラインがスクライブされる。薄膜にラインをスクライブするために所定のパルス形状を有する一連のレーザパルスを使用すると、従来のパルス形状を用いて得られるものと比較して、より高品質及びより綺麗なスクライビングプロセスを得ることができる。 (もっと読む)
スクライブ方法
【課題】 レーザスクライブで溝を形成する際に溝の内面に付着した堆積物を、効果的に除去することができるスクライブ方法を提供する。
【解決手段】 基板のスクライブラインを、スクライブラインの延在する方向に長いビームスポットを持つ第1のレーザビームで走査することにより、スクライブラインに沿った溝を形成する。この走査時に、ビームスポットの中心近傍の第1の領域が通過するときに溝を形成する。溝が形成された後、第1の領域よりも外側の、パワー密度の低い第2の領域が通過するときに、溝の底部に付着している堆積物を除去する。
(もっと読む)
ガラス溶着方法
【課題】 信頼性の高いガラス溶着体を製造することができるガラス溶着方法を提供する。
【解決手段】 レーザ光Lの照射によってガラス層3が溶融し、各ガラス基板40,50における溶着予定領域Rに沿った部分に、ガラス層3側の主面40a,50aの温度がガラス層3と反対側の主面40b,50bの温度よりも高くなる温度差が生じる。その後、溶融したガラス層3が固化し、冷却によってガラス基板40,50に応力が発生する。このとき、ガラス基板50に、ガラス基板40,50の厚さ方向から見た場合にガラス層3に重なるように初期亀裂8が形成されているため、初期亀裂8を起点としてガラス層3を介してガラス基板40,50の厚さ方向に亀裂が伸展することになる。これにより、ガラス基板40とガラス基板50とを溶着予定領域Rに沿って溶着すると共に割断することができる。
(もっと読む)
101 - 110 / 464
[ Back to top ]